



合理选择切削参数,可以充分发挥PCBN刀具的优越性,取得理想的加工效果。PCBN刀具的热硬温度高,高速切削可以产生大的切削热量,使被加工区域软化,有利于控制切屑和降低切削力。一般来说,PCBN刀具的切削速度可比硬质合金刀具高两倍左右,精车时的切削速度可比粗车时高。当用PCBN刀具车削或铣削时,要特别注意PCBN切削刃的长度对背吃刀量的影响。可转位刀片式PCBN刀具是在可转位硬质合金刀片一个角上焊接PCBN复合刀片,因此PCBN切削刃的长度和硬质合金刀片的长度不同。PCBN切削刃的长度由刀具制造时PCBN刀坯的尺寸所决定。因此,背吃刀量不能超过PCBN切削刃总长度的35%。这是为了保证切削产生的热不能到达和软化硬质合金刀片和PCBN坯体之间的焊接区。需要注意的是,这一点并不是绝对的条件,合理的背吃刀量以生产商提供的数据为准。表7-48~表7-72列出了不同厂商PCBN刀具加工不同材料时的切削用量参考值。
表7-48 英国元素六(Element Six)公司PCBN刀具的推荐切削参数和牌号选择
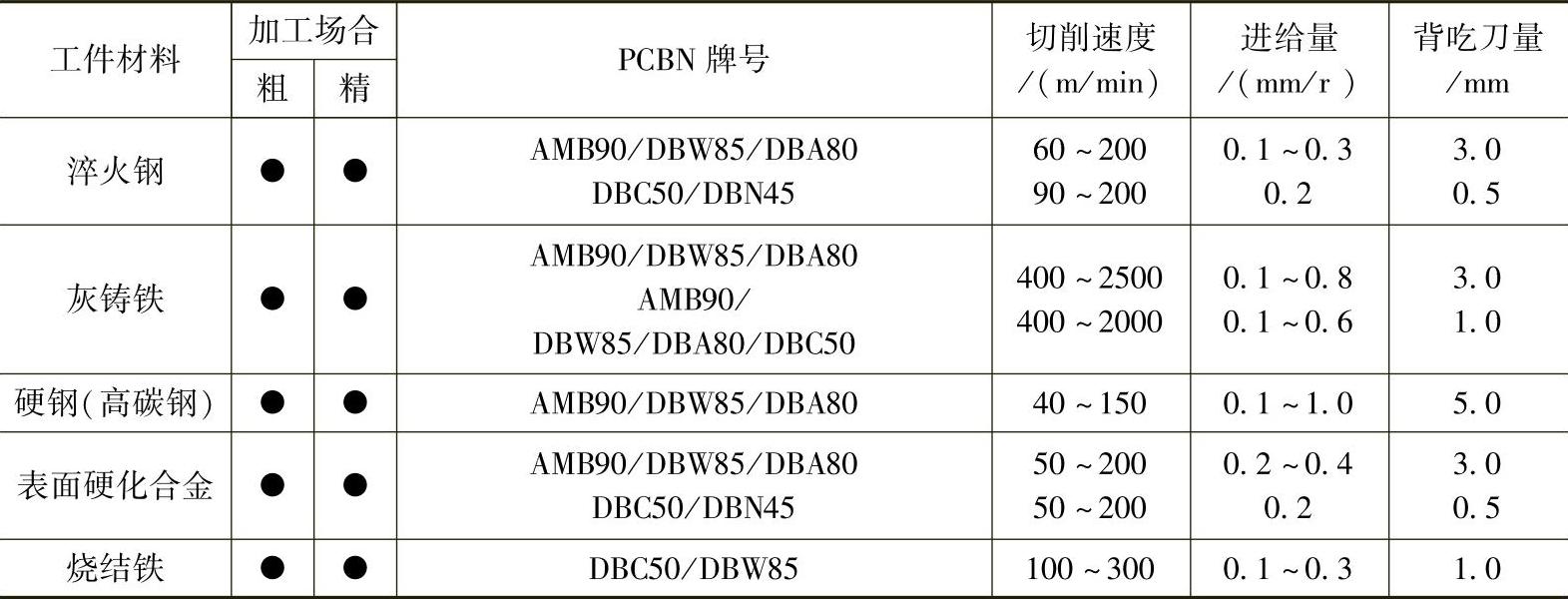
注:●表示适合加工场合
表7-49 英国元素六(Element Six)公司AMBORITE AMB90的切削参数
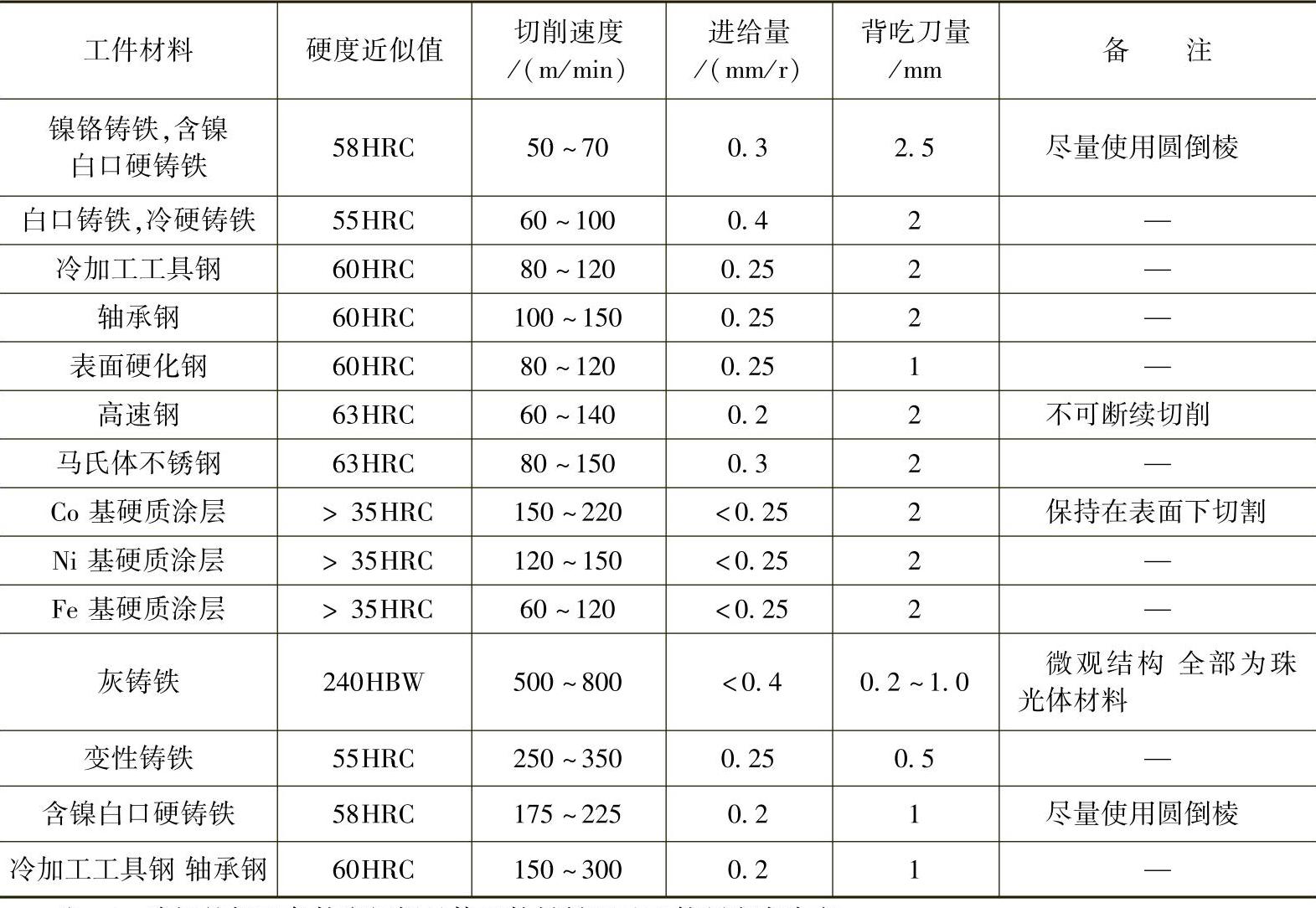
注:1.确切的加工条件应根据具体工件材料以及工件硬度来决定。
2.在对于车削和钻孔,干湿切削均可,断续切削则必须干切,最好使用负倒棱。铣削过程中不推荐使用切削液,最好使用负倒棱。
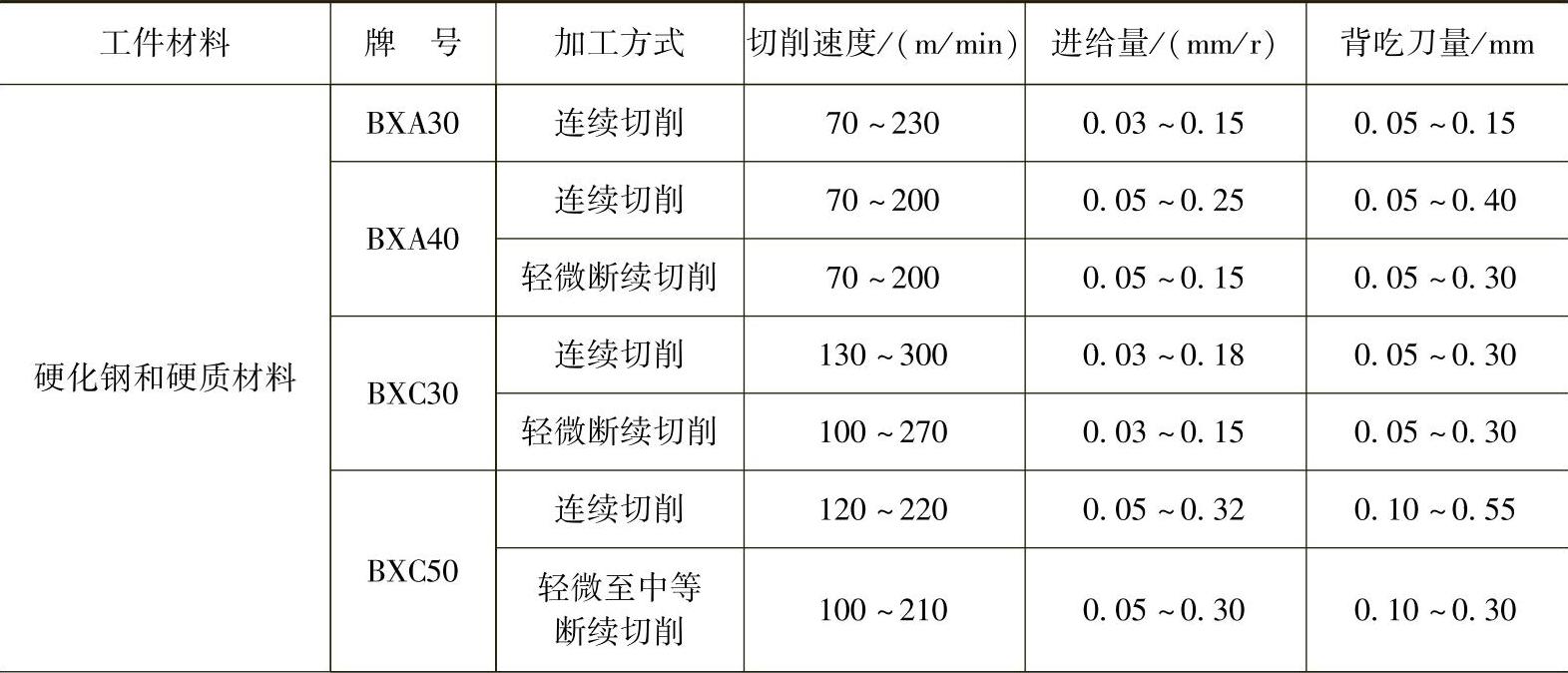
表7-50 英国元素六(Element Six)公司AMBORITE DBC50的切削参数

(续)
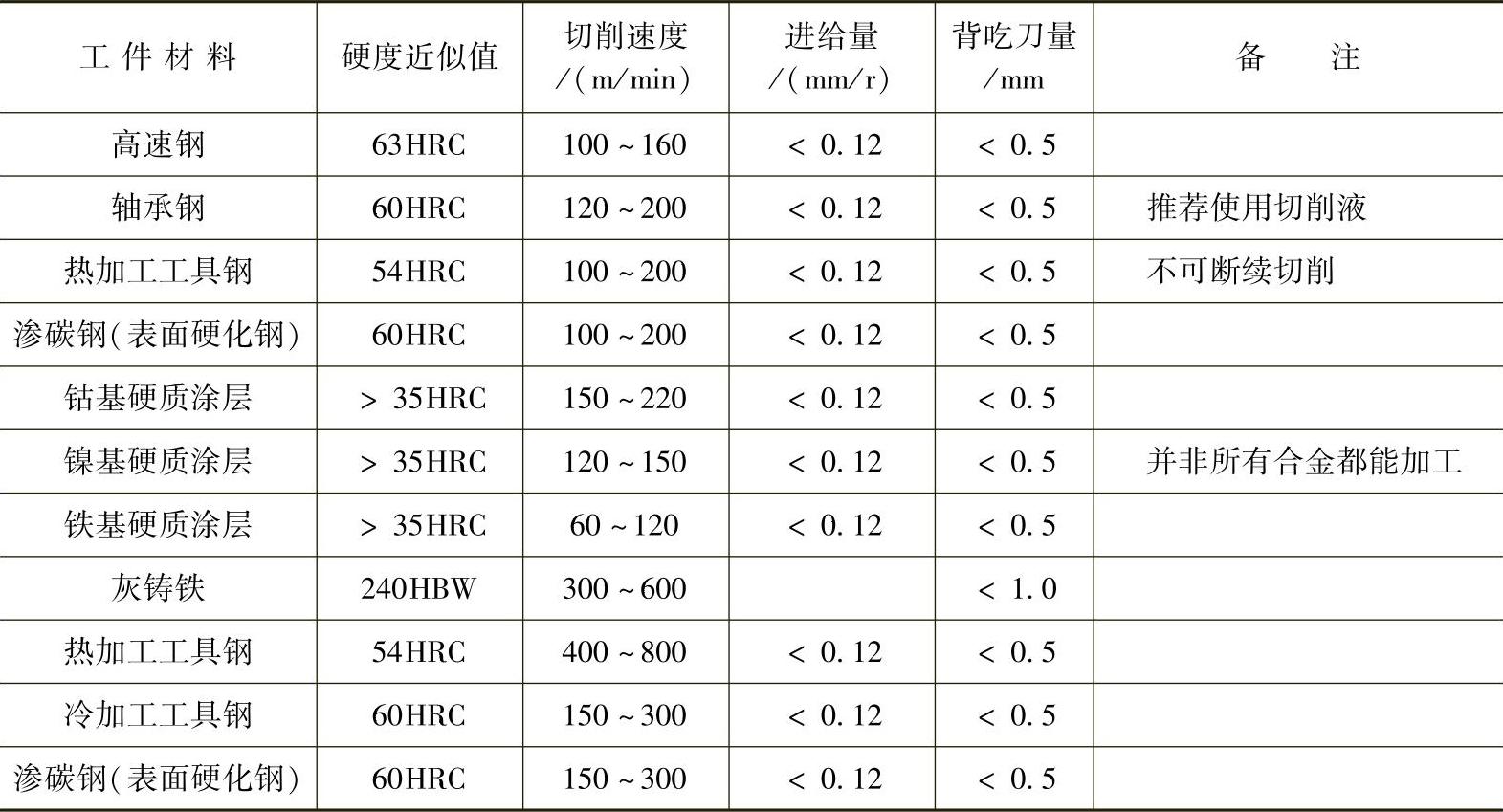
注:1.确切的加工条件应根据具体工件的材料及硬度来决定。
2.在车削和铣削中,切削液并非总是必要的。对于车削和钻孔,干湿切削均可,断续切削则必须干切,最好使用负倒棱。铣削过程中不推荐使用切削液,最好设计负倒棱。
表7-51 英国David Richard公司CBN刀具的推荐切削参数和牌号选择
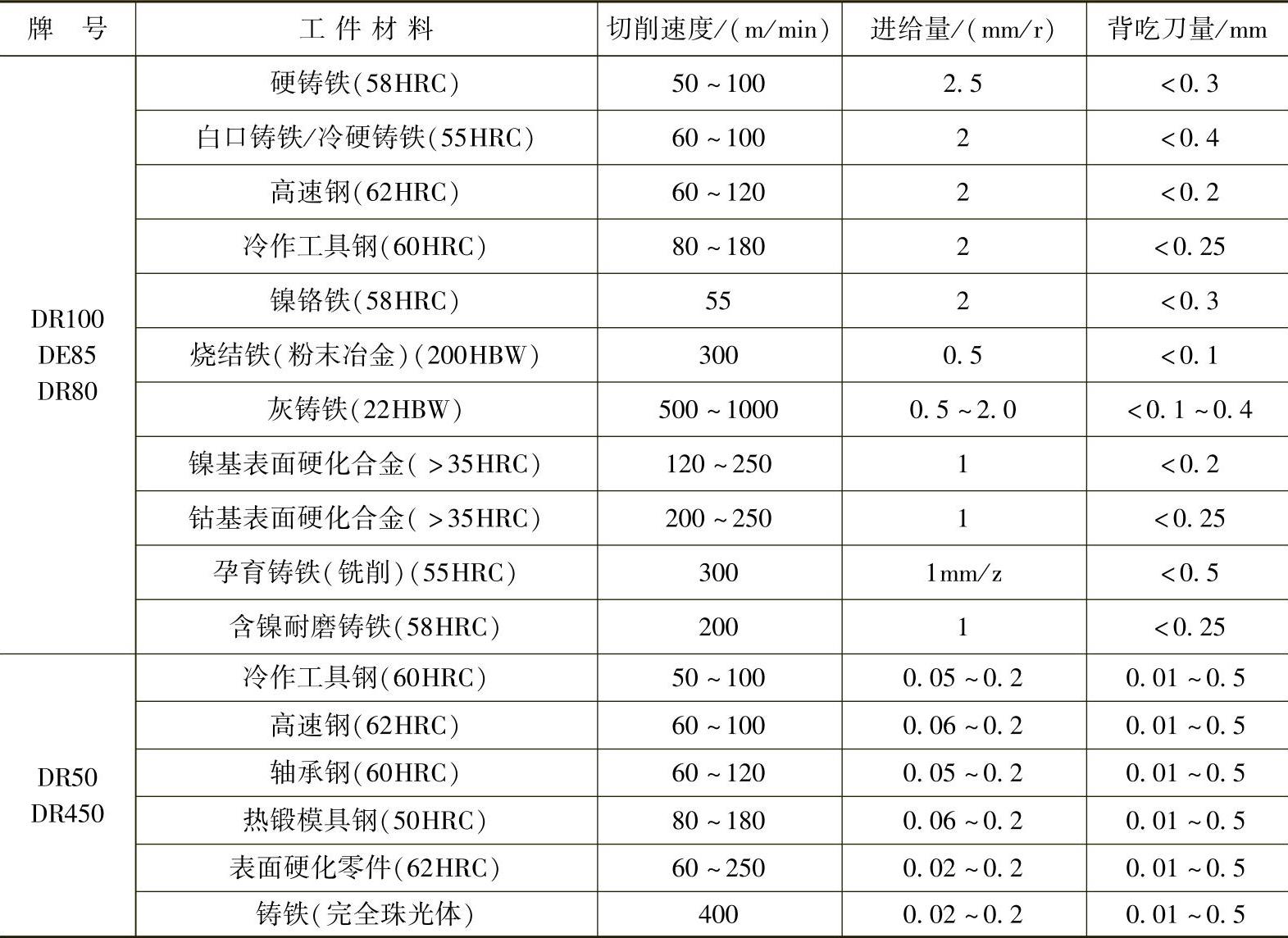
表7-52 美国Diamond Innovations公司PCBN刀具的推荐切削参数和牌号选择
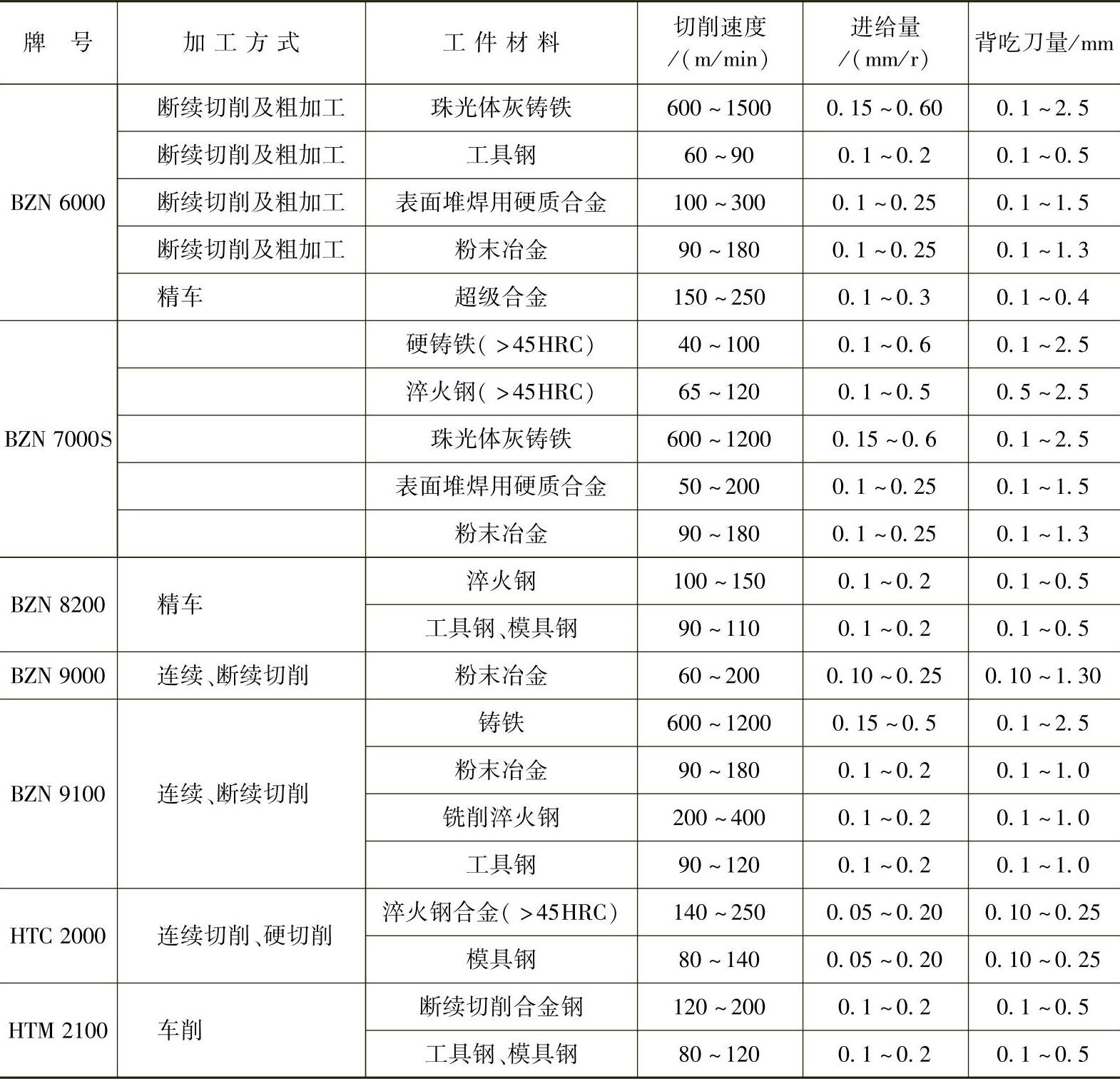
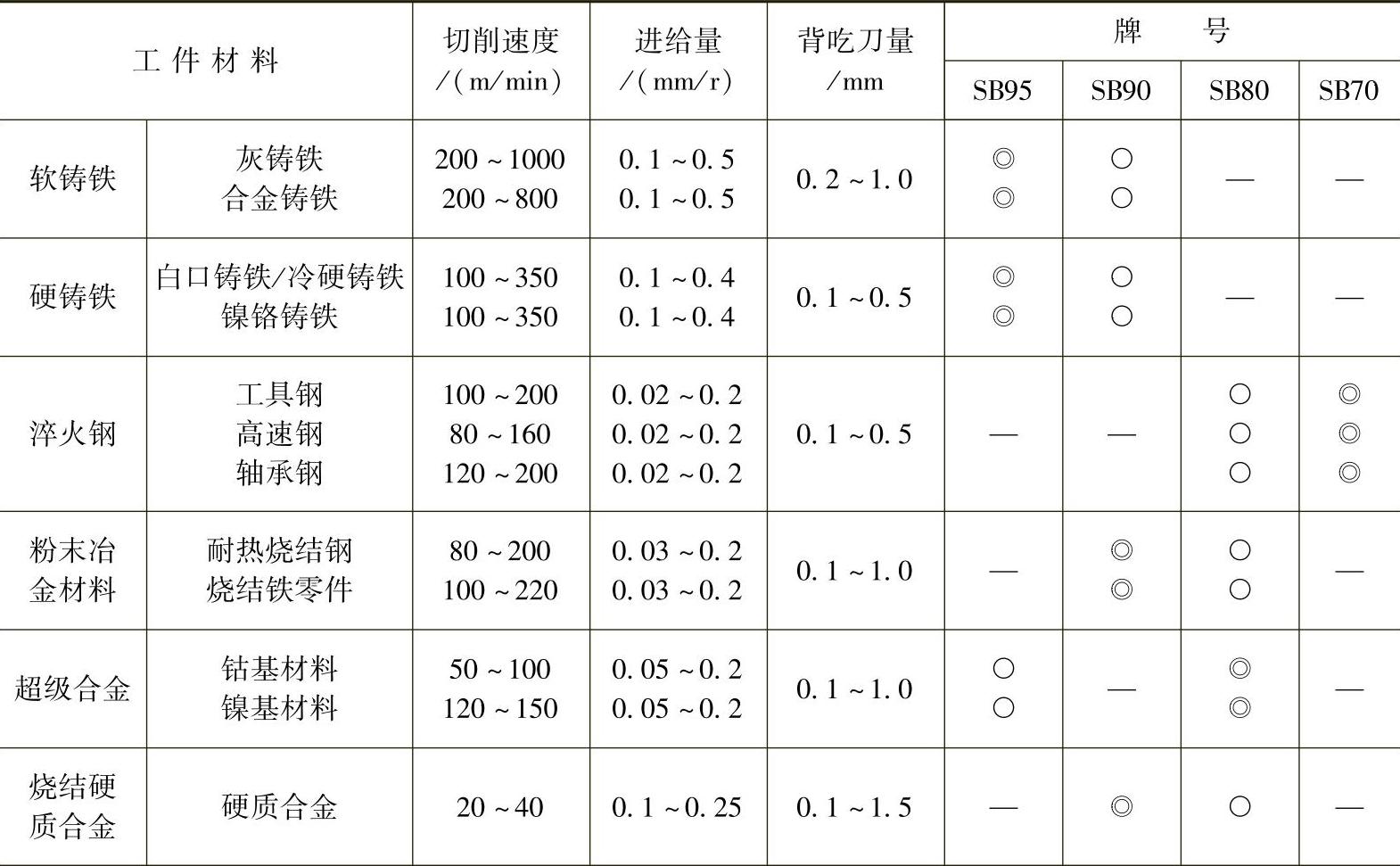
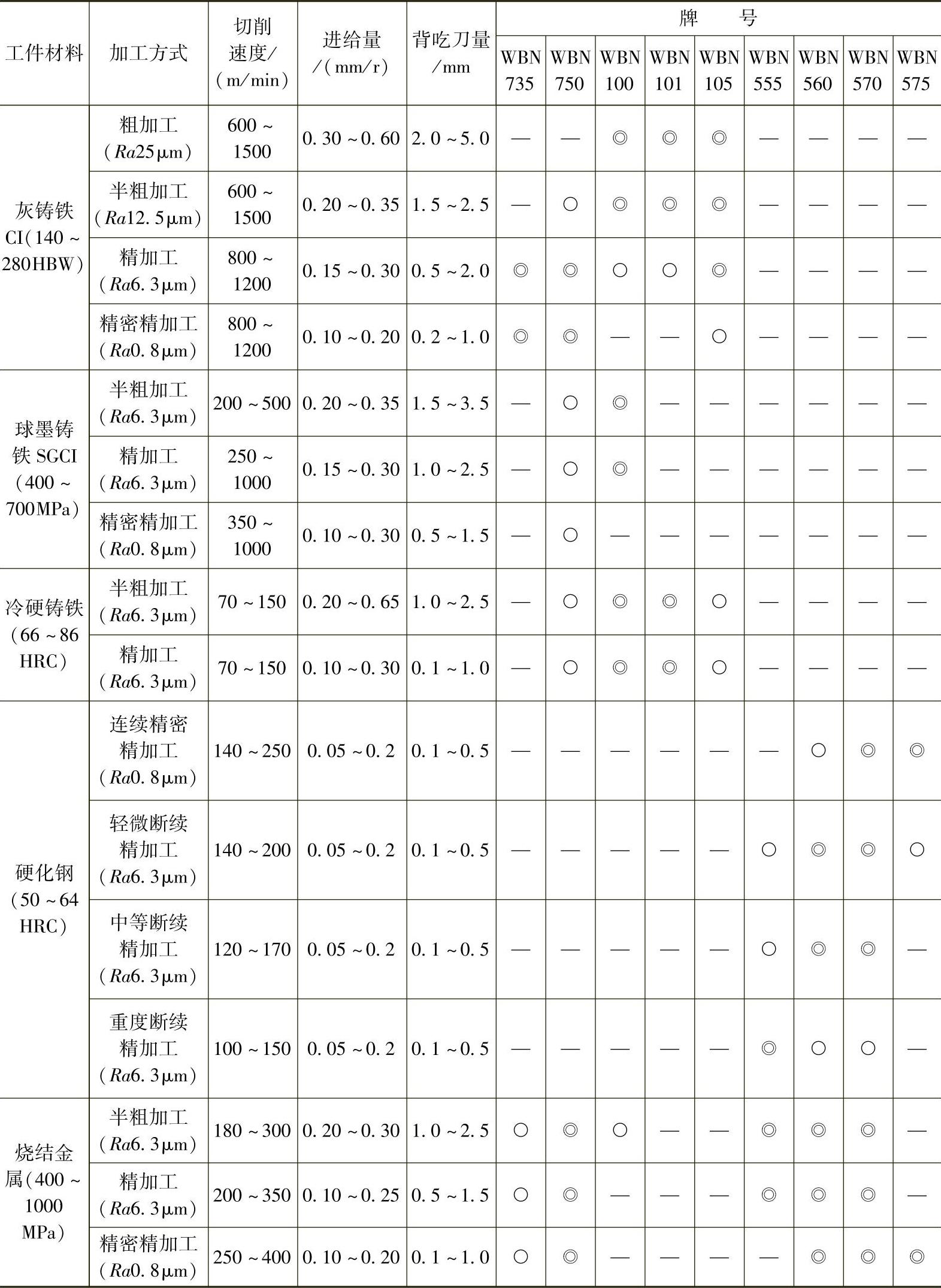
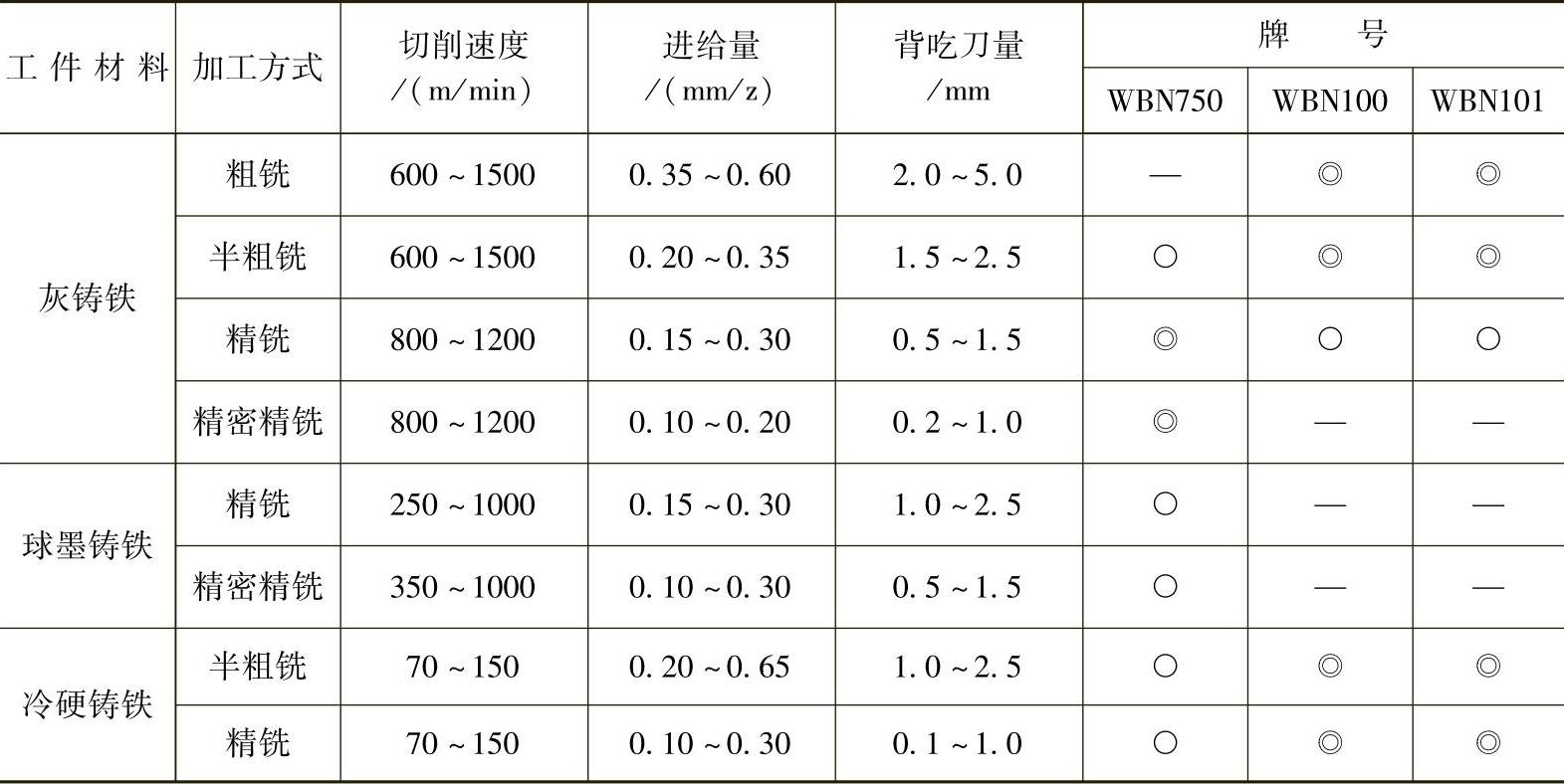
表7-53 美国Smith International公司MegaDiamond PCBN刀具的推荐切削参数和牌号选择

(续)
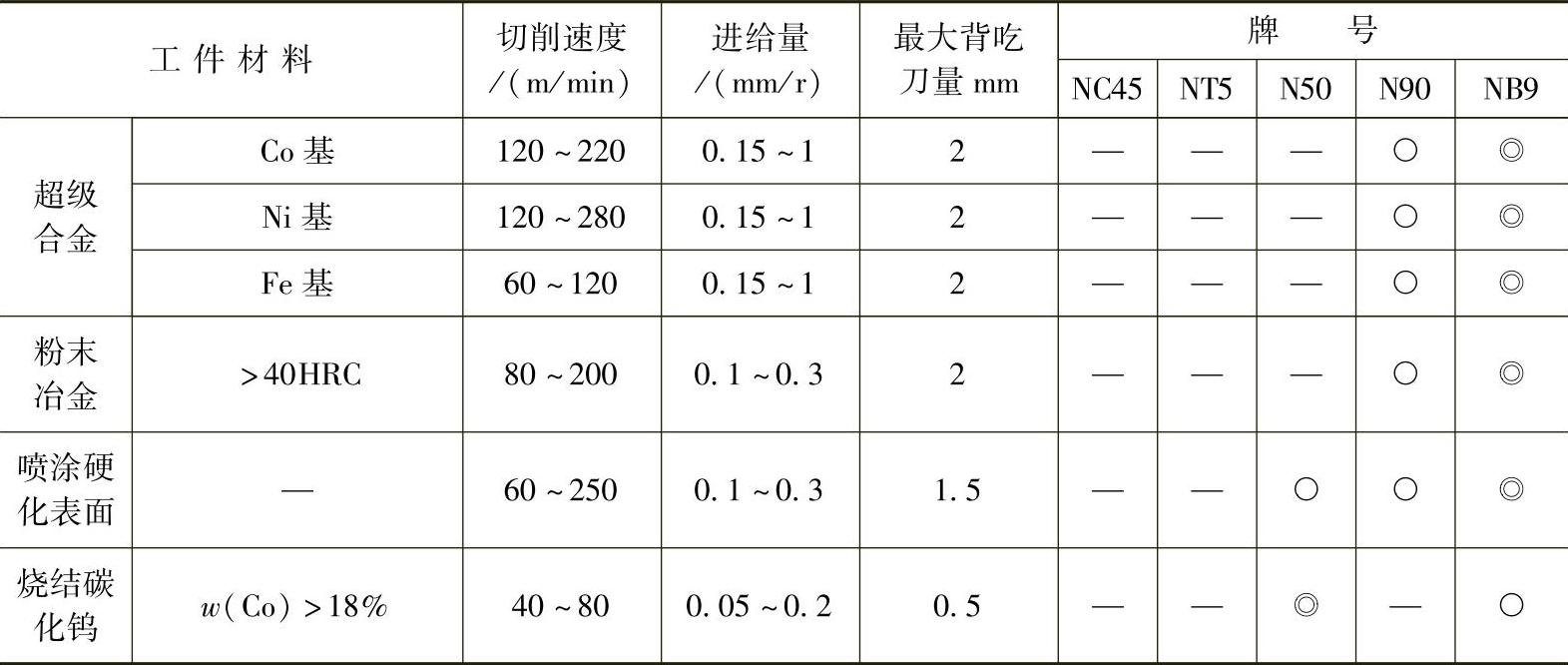
注:◎表示第一优选牌号;○表示第二优选牌号。
表7-54 日本京瓷(Kyocera)公司CBN刀具的推荐切削参数和牌号选择

表7-55 日本住友电工(Sumitomo)公司CBN刀具的推荐切削参数和牌号选择

(续)
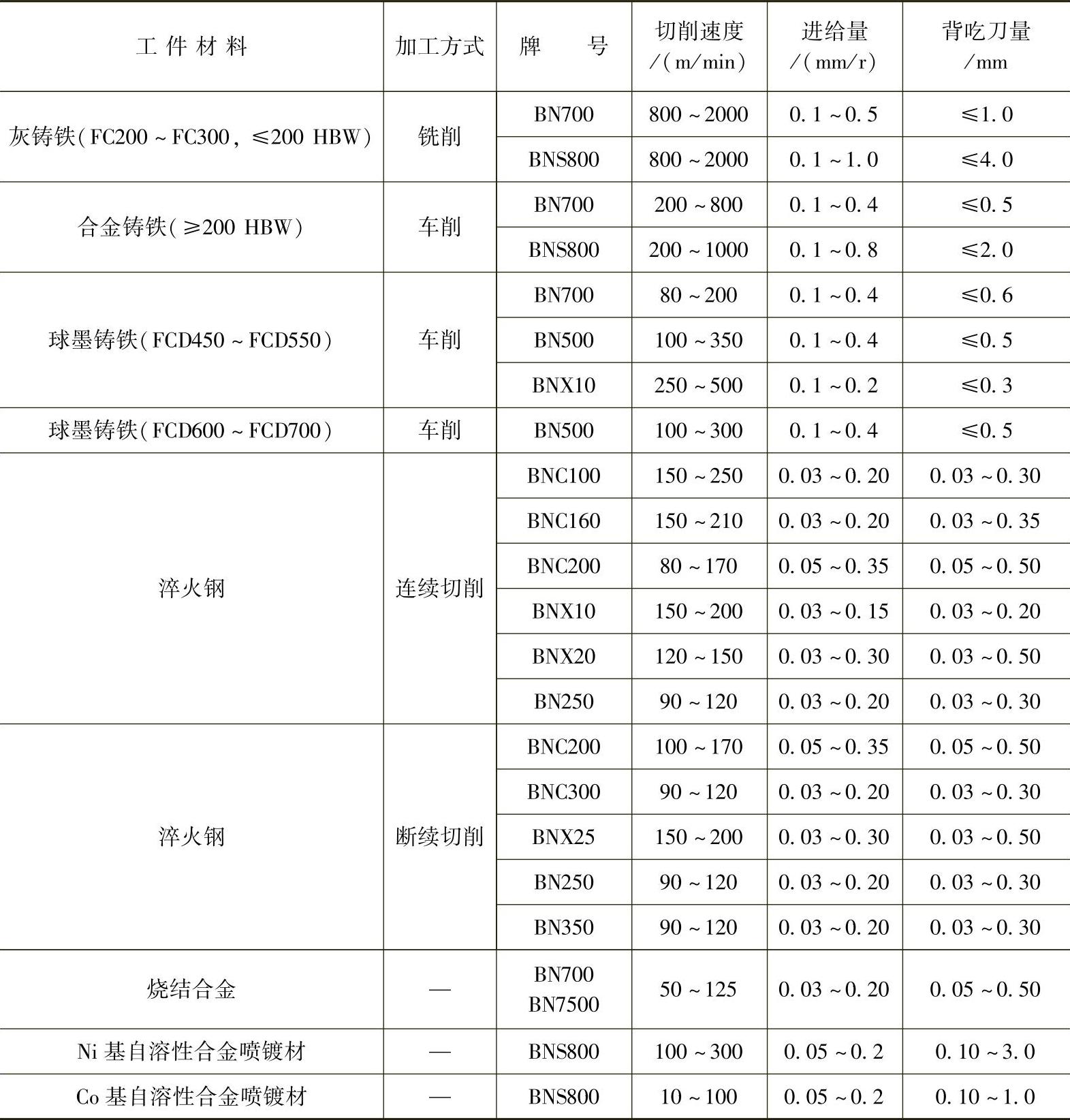
表7-56 日本黛杰(Dijet)公司CBN刀具的推荐切削参数和牌号选择
(续)
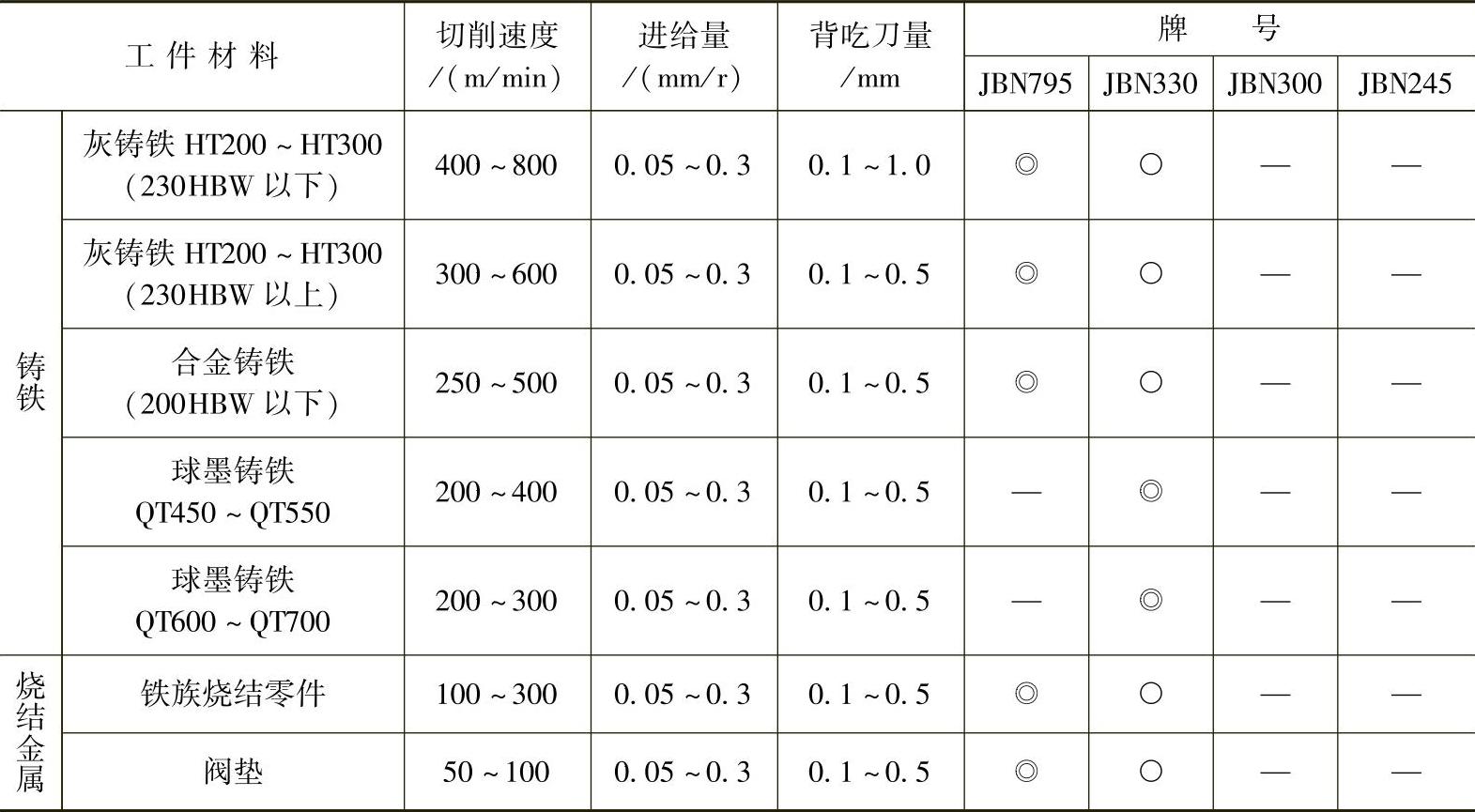
注:◎表示第一优选牌号;○表示第二优选牌号。
表7-57 日本黛杰(Dijet)PCBN球头铣刀(CBC2/CBS2)的推荐切削参数
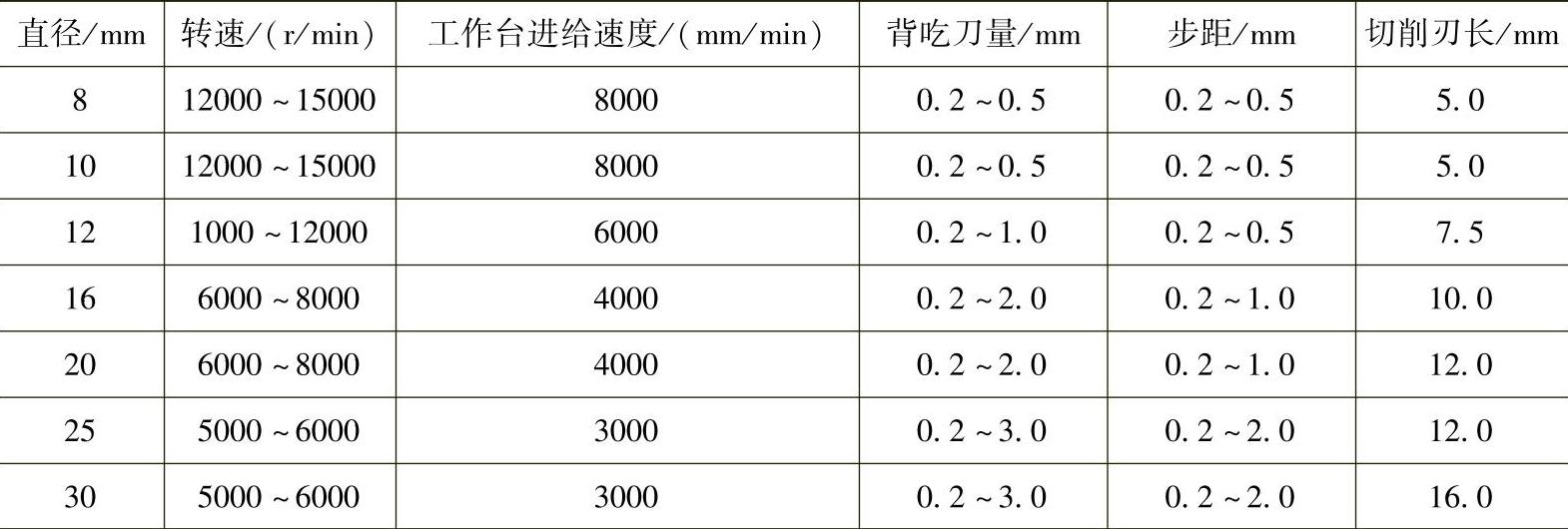
注:工件材料为灰铸铁和球墨铸铁。
表7-58 日本三菱(Mitsubishi)公司CBN刀具的推荐切削参数和牌号选择
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
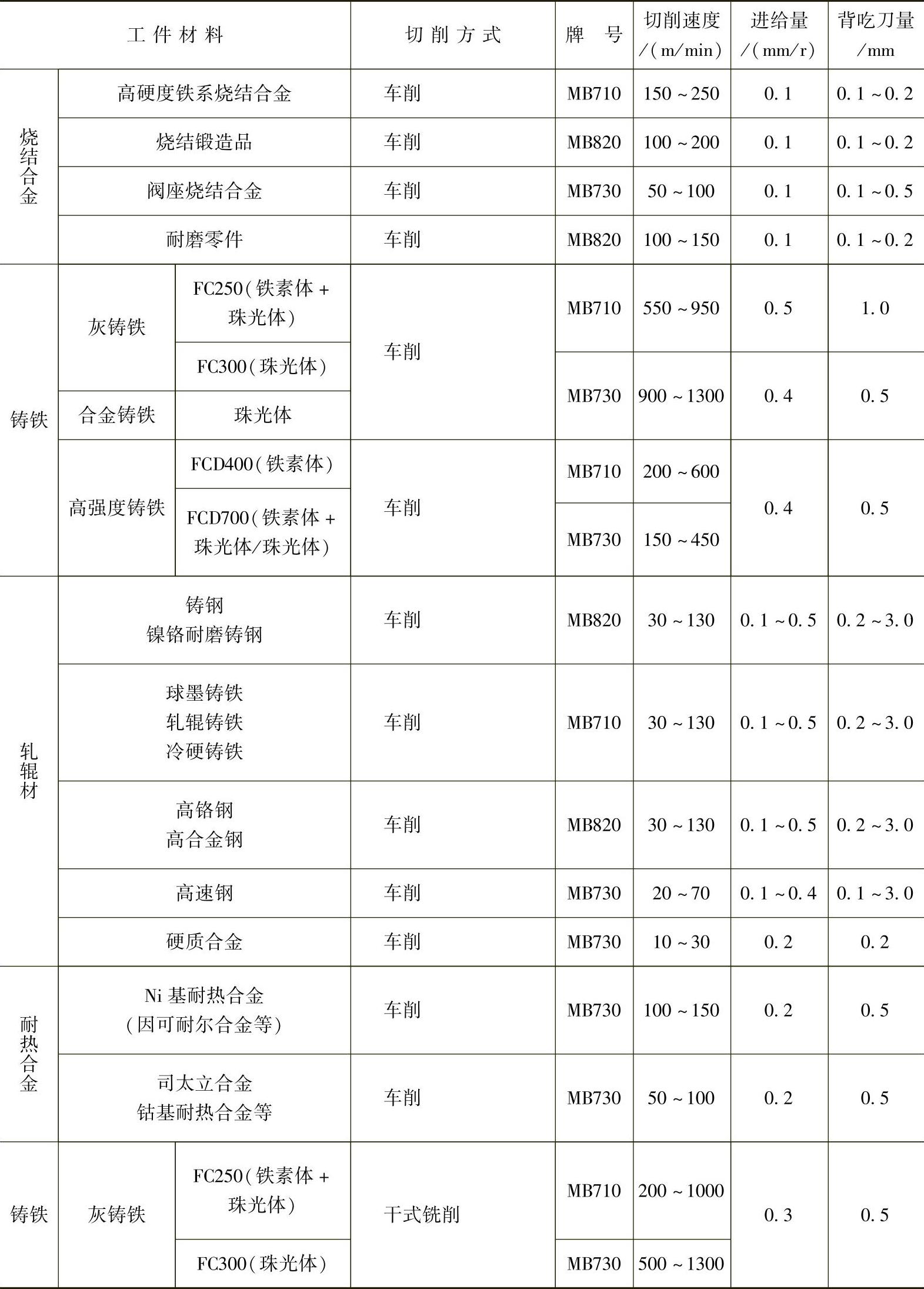
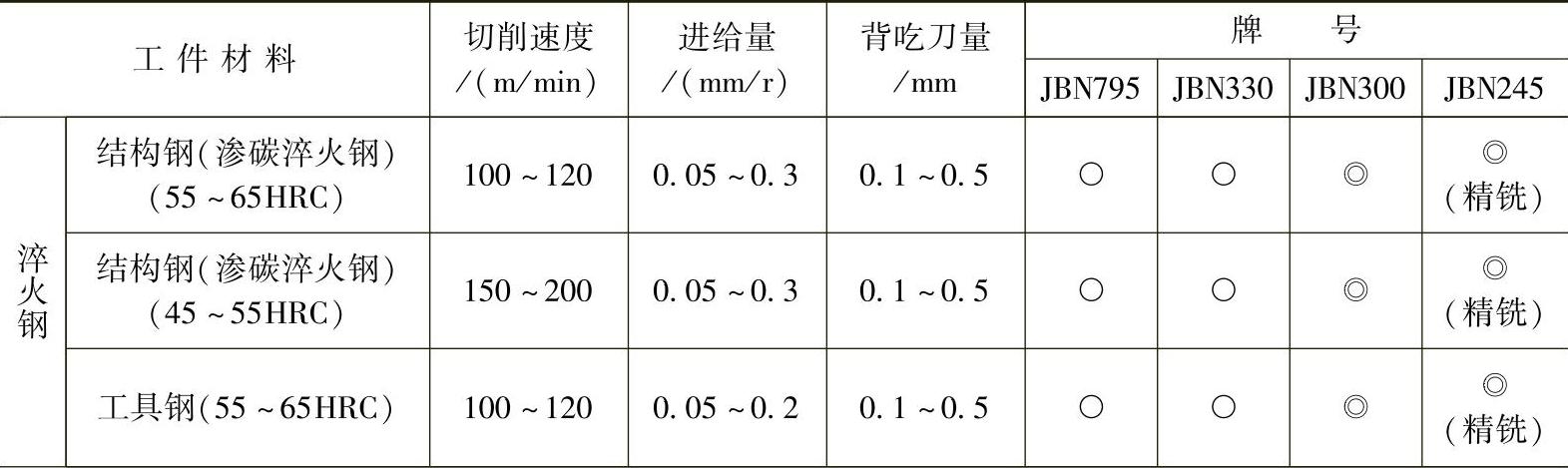
表7-59 日本特殊陶业(NTK)公司CBN刀具的推荐切削参数和牌号选择
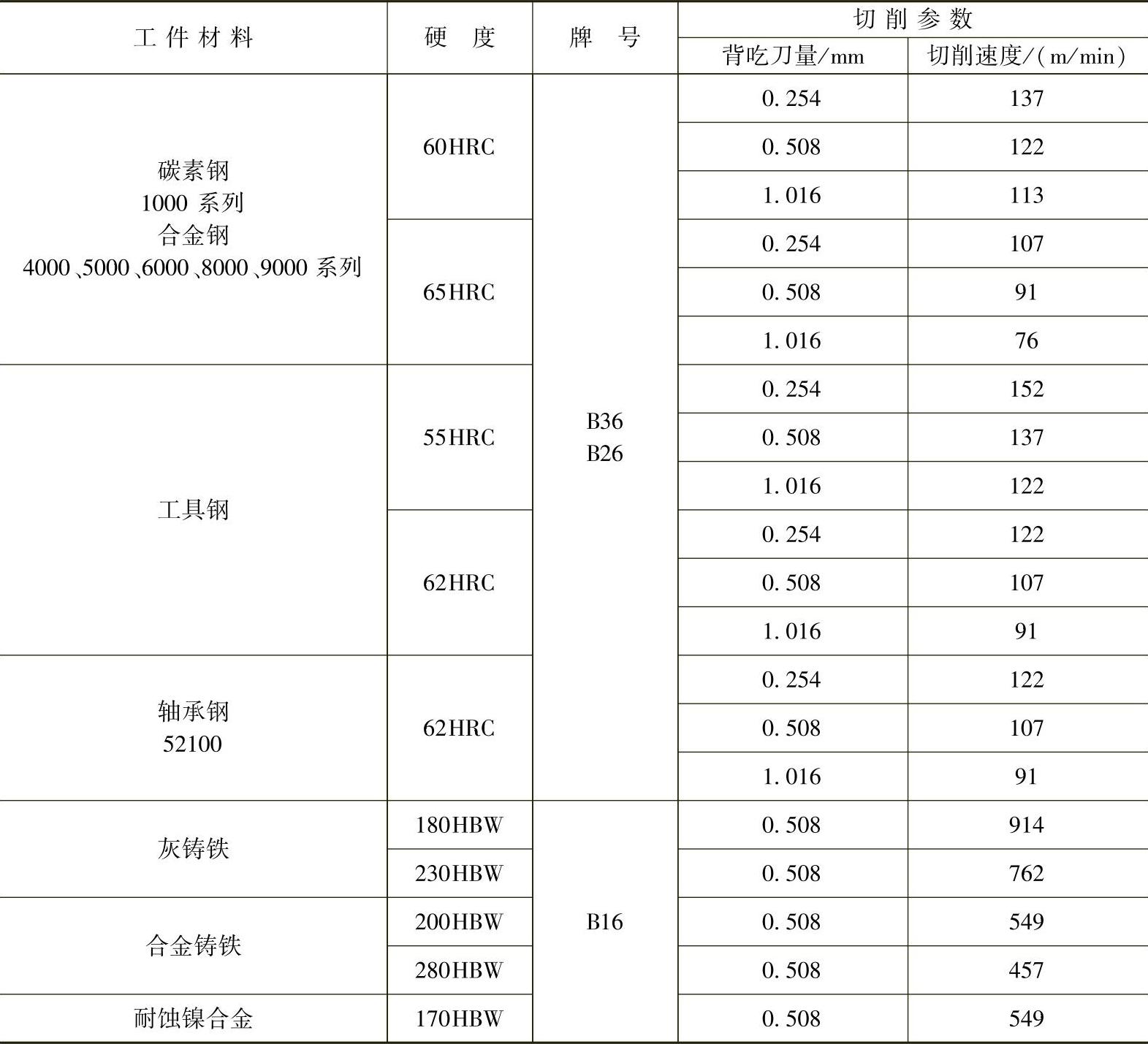
表7-60 日本泰洛珂公司PCBN刀具的推荐切削参数和牌号选择
(续)
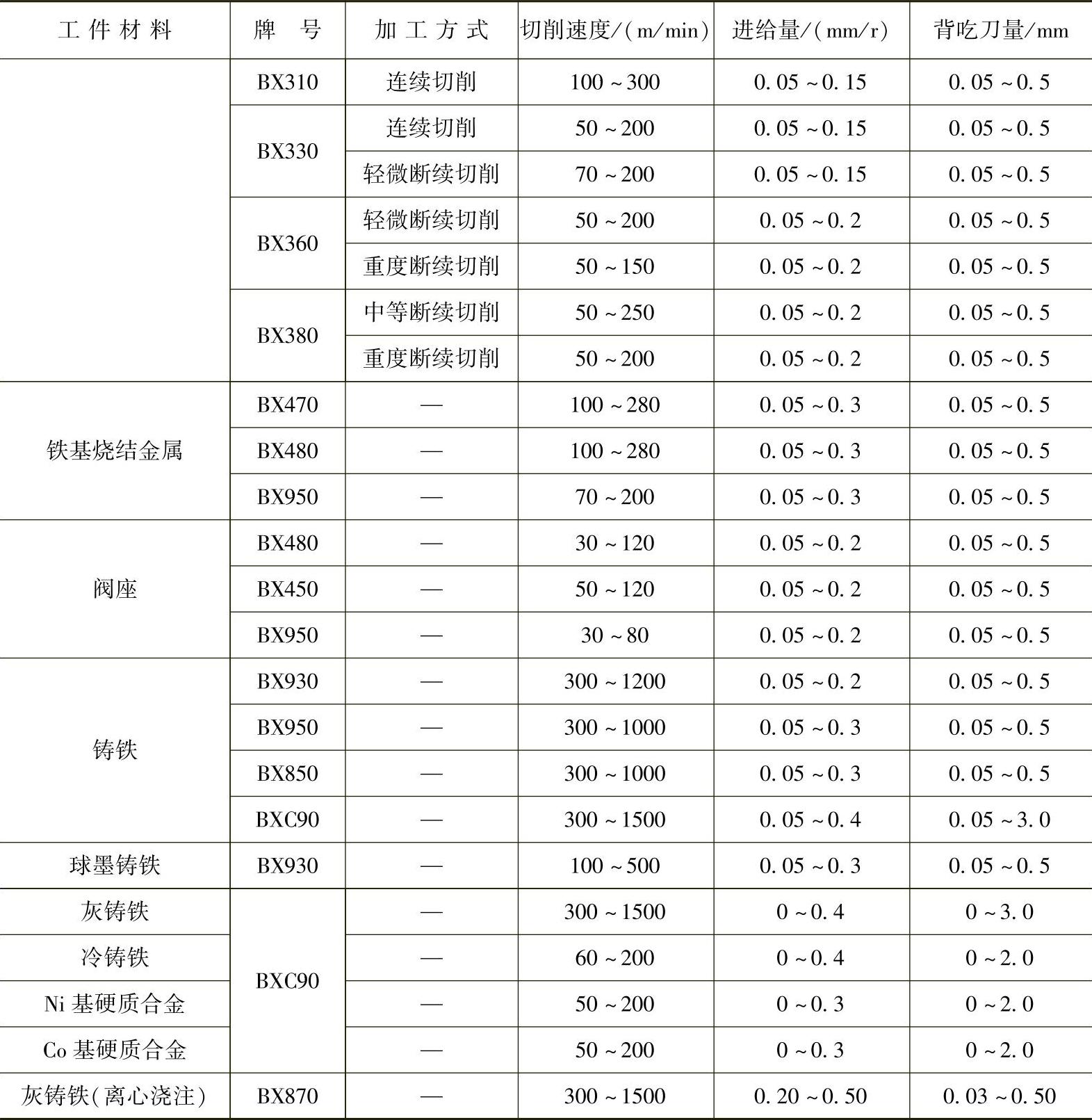
表7-61 韩国特固克(TaeguTec)公司PCD刀具的推荐切削参数和牌号选择

表7-62 韩国日进公司CBN刀具的推荐切削参数和牌号选择
注:◎表示第一优选牌号;○表示第二优选牌号。
表7-63 韩国可乐伊(Korloy)公司CBN刀具的推荐切削参数和牌号选择
表7-64 以色列伊斯卡(Iscar)公司CBN刀具的推荐切削参数和牌号选择
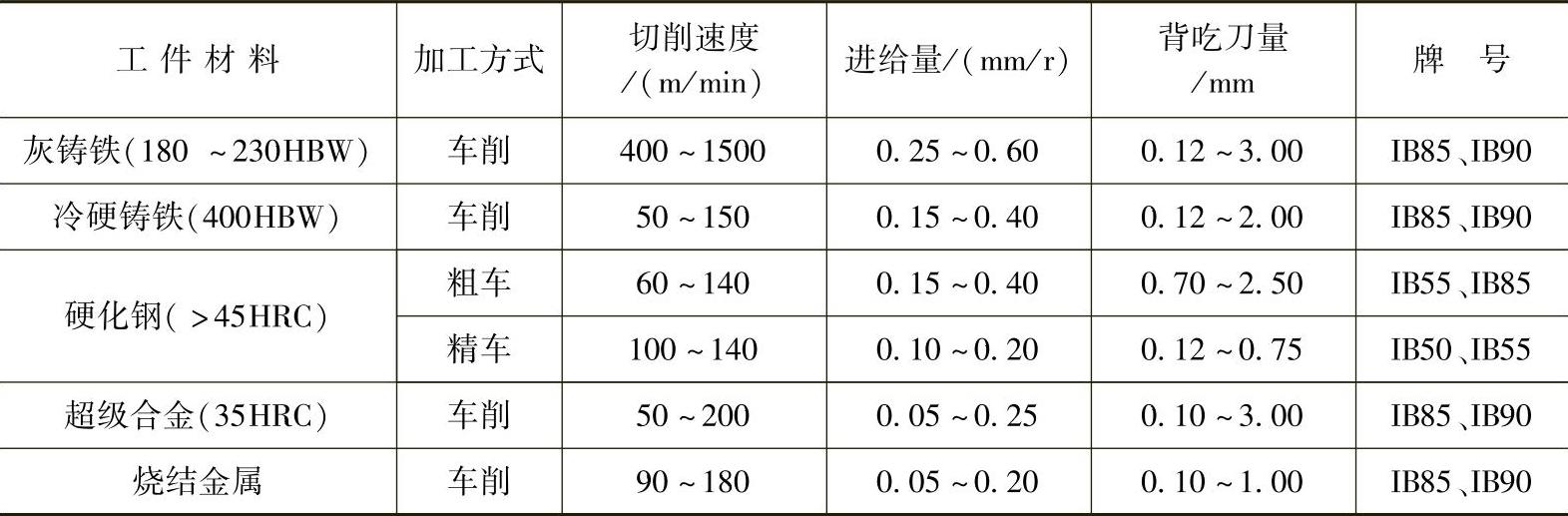
表7-65 瑞典山高(Seco)公司CBN刀具的推荐切削参数和牌号选择

表7-66 瑞典山特维克可乐满(SandvikCoromant)公司CBN刀具的推荐切削参数和牌号选择
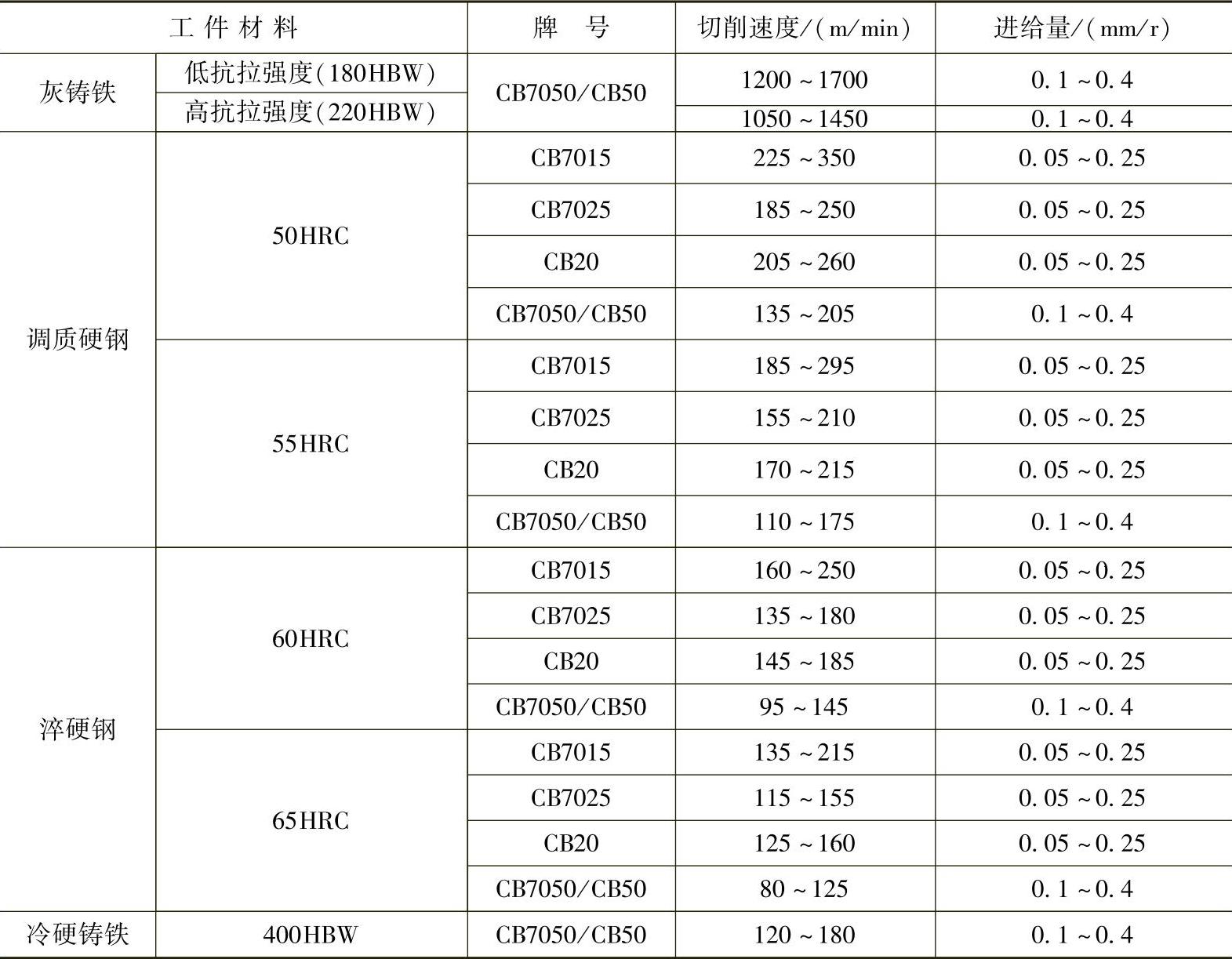
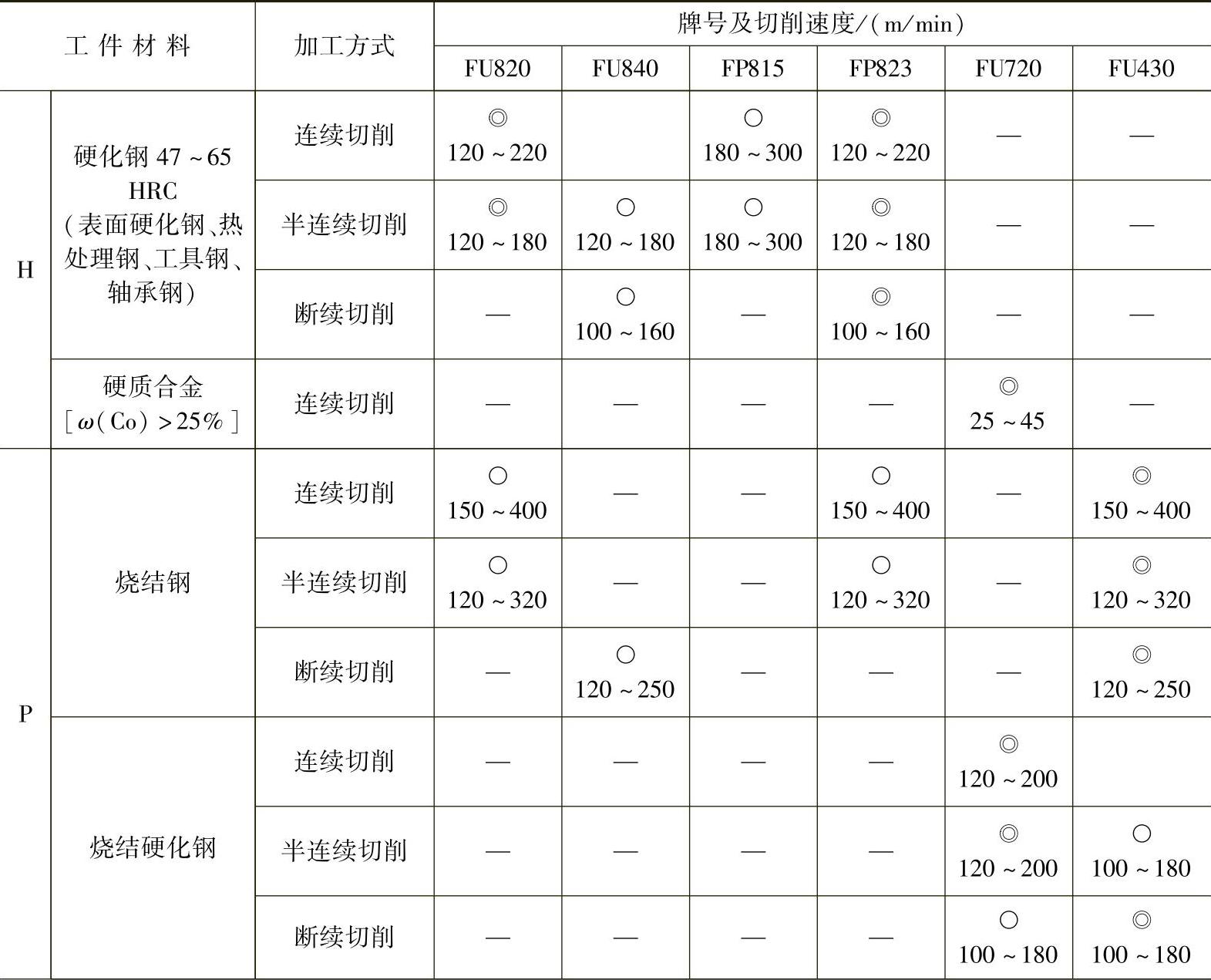
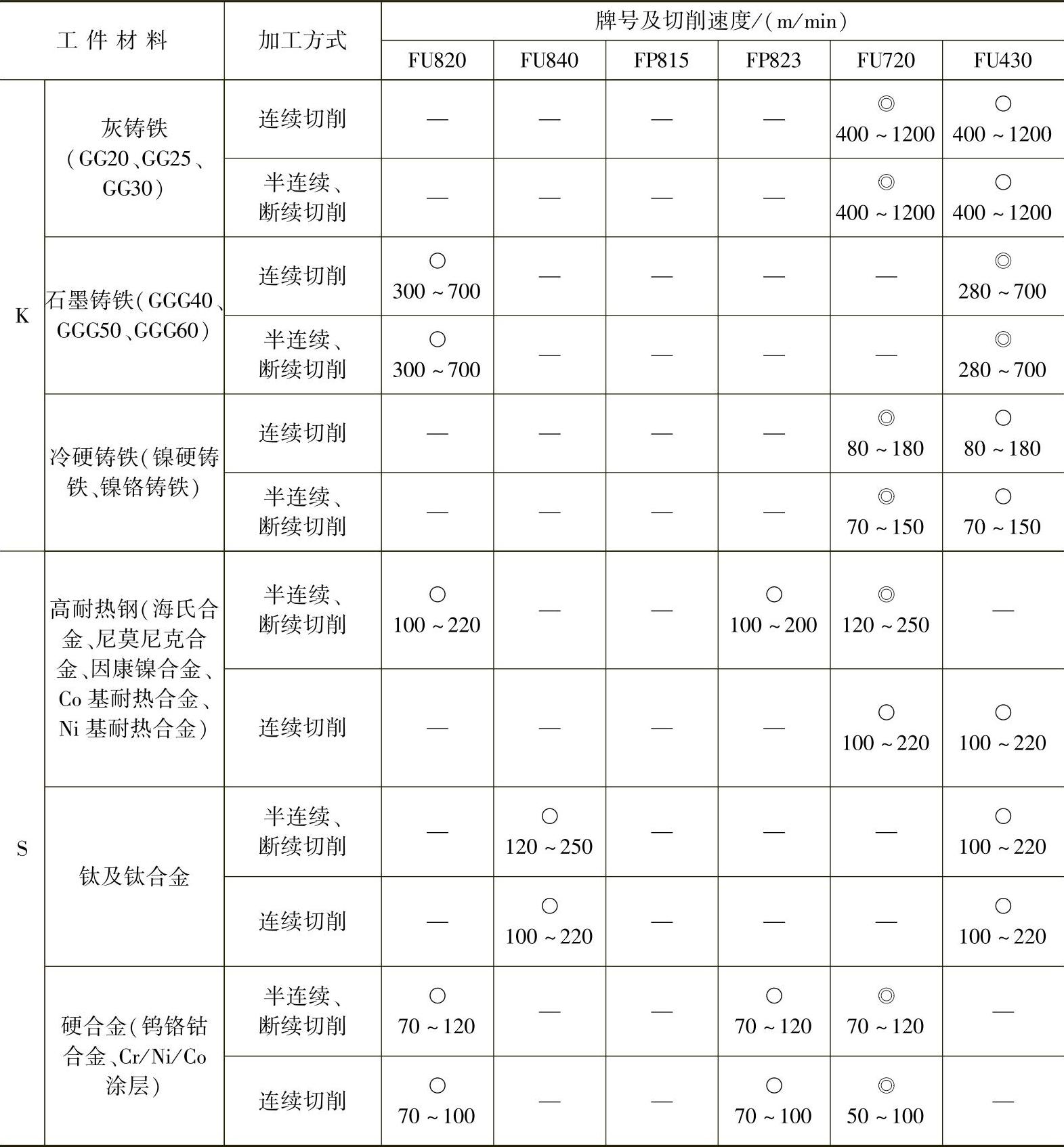
表7-67 德国赛琅泰克公司(CeramTeck)CBN刀具的推荐切削参数和牌号选择
注:◎表示第一优选牌号;○表示第二优选牌号。
表7-68 德国赛琅泰克公司(CeramTeck)SPK PCBN刀具铣削时的推荐切削参数和牌号选择
注:◎表示第一优选牌号;○表示第二优选牌号。
表7-69 德国玛帕(Mapal)公司PCBN刀具的推荐切削参数和牌号选择
(续)
注:◎表示第一优选牌号;○表示第二优选牌号。
表7-70 中国LDP-J-CFⅡ刀具的推荐切削参数
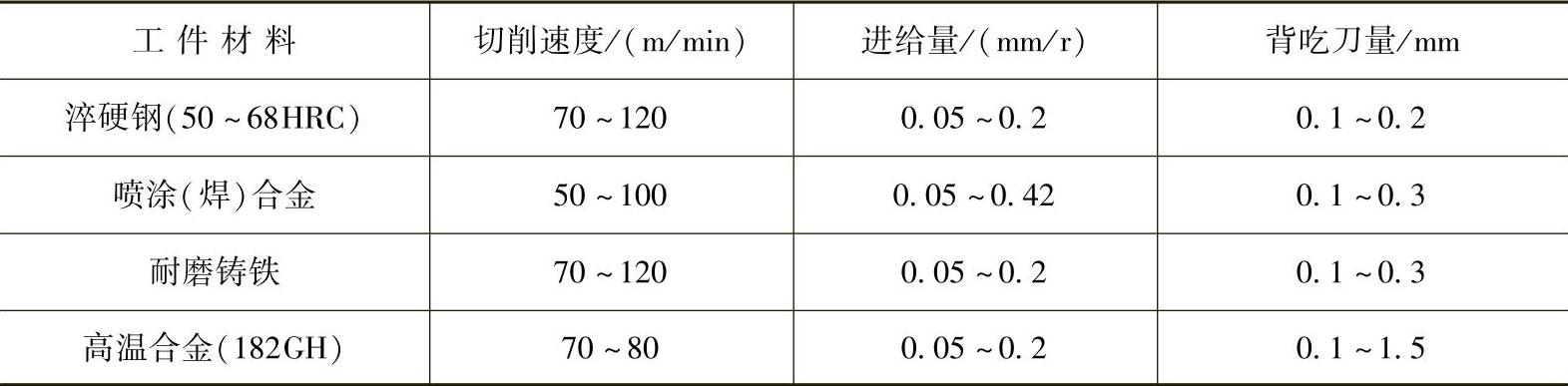
表7-71 中国株洲钻石切削刀具股份有限公司PCBN刀具的推荐切削参数和牌号选择
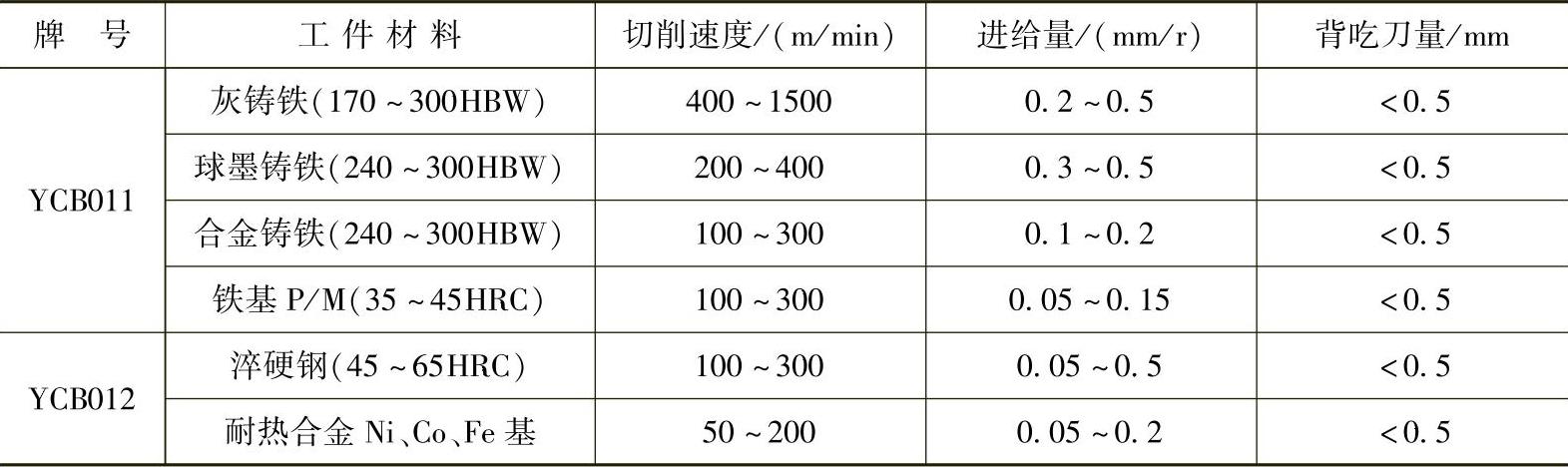
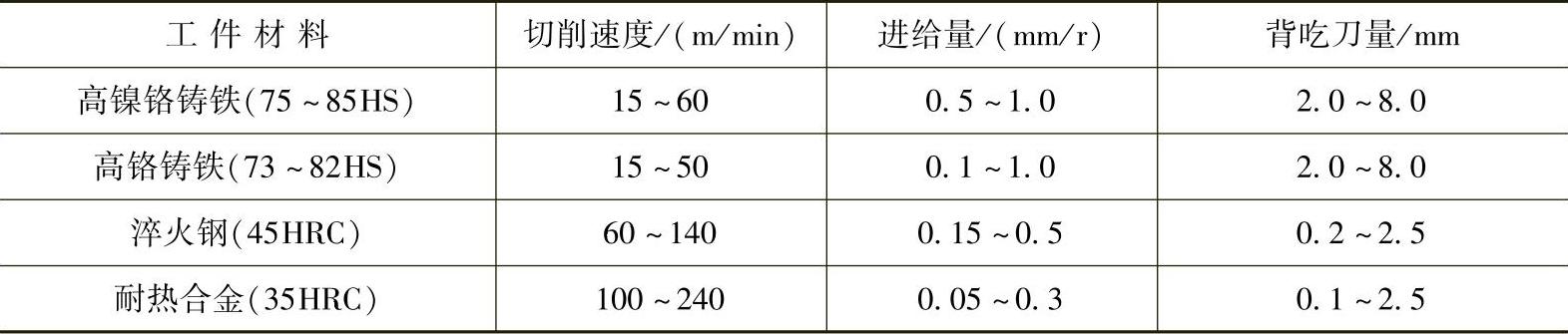
表7-72 河南富耐克超硬材料有限公司FBN3000刀具的推荐切削参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。