



1.很高的硬度和耐磨性
CBN的晶体结构与金刚石相似,也属面心立方晶系,不仅晶格常数相近,而且晶体中化学键的类型也相同。原子都由共价键连接。CBN的共价键是饱和的,键的方向性和结合力都很强,因此具有接近金刚石的硬度和抗压强度。CBN微粉的显微硬度为8000~9000HV,PCBN烧结体的硬度也达到3000~5000HV。立方氮化硼有很高的耐磨性,在切削耐磨材料时其耐磨性为硬质合金刀具的50倍,为涂层硬质合金刀具的30倍,为陶瓷刀具的25倍(见图7-2)。PCBN特别适合于加工从前只能磨削的高硬度材料,能获得较好的工件表面质量,实现“以车代磨”,从而可以免除退火、简化工艺,大幅度地节省工时和电力。

图7-2 加工不同工件材料时立方氮化硼和其它刀具材料的耐磨性比较
a)加工W18Cr4V,64HRC b)加工T8钢,58HRC c)加工灰铸铁,170HBW(1—YT30硬质合金2—氧化铝陶瓷3—金刚石4—立方氮化硼)
2.很高的热稳定性
立方氮化硼的热稳定性可达1400℃,比金刚石的热稳定性(700~800℃)高一倍。立方氮化硼在1370℃以上才由立方晶体转变为六方晶体而开始软化。CBN刀具在不同温度下的高温硬度比Al2O3-TiC及K10硬质合金刀具都高,如图7-3所示。立方氮化硼的这一特性使得这种刀具可高速切削高温合金和淬硬钢,其切削速度可比硬质合金刀具高3~5倍(见图7-4)。
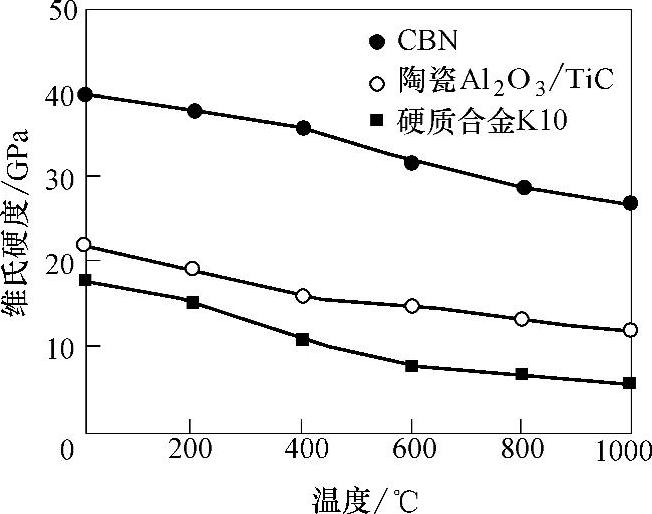
图7-3 立方氮化硼与其它刀具材料高温硬度比较
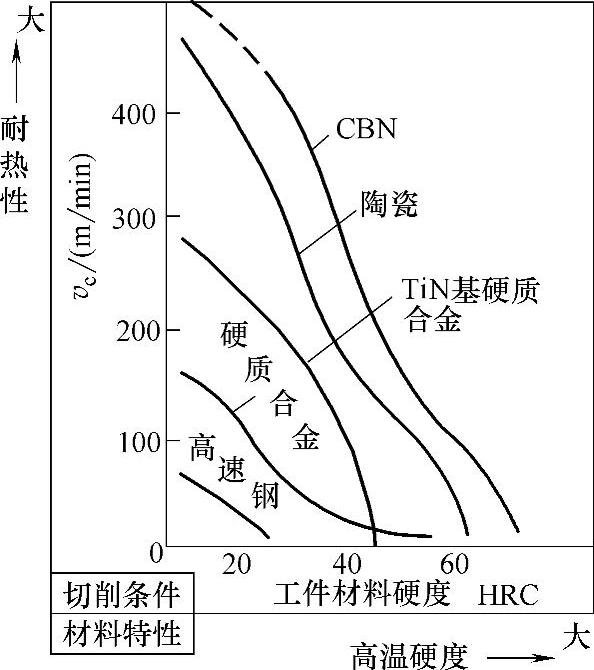
图7-4 不同刀具材料适应的工件材料硬度和切削速度的关系
3.优良的化学稳定性
CBN是化学惰性特别大的物质。它的抗氧化温度可达1800℃。试验证明,在空气中加热到1000℃时,CBN与氧在表面产生一层氧化硼薄膜,可防止进一步的氧化。CBN与各种材料的粘接和扩散作用也比硬质合金小得多。与碳只是在2000℃才起反应,与铁族材料直到1200~1300℃也不起化学作用,不会像金刚石那样急剧磨损。根据这一特性,CBN刀具特别适合加工钢铁材料。在中性的、还原性的气体介质中,对酸碱都是稳定的。在大气和水蒸汽中,在900℃以下无任何变化。但是需要注意的是,在1000℃以上CBN与水要起化学反应,从而造成大量CBN被磨耗。因此湿式切削时,要注意选择切削液。即使不用切削液,对刀具寿命及加工表面粗糙度影响也不大,故在高温下切削时,可以采用干切削。
4.良好的导热性能
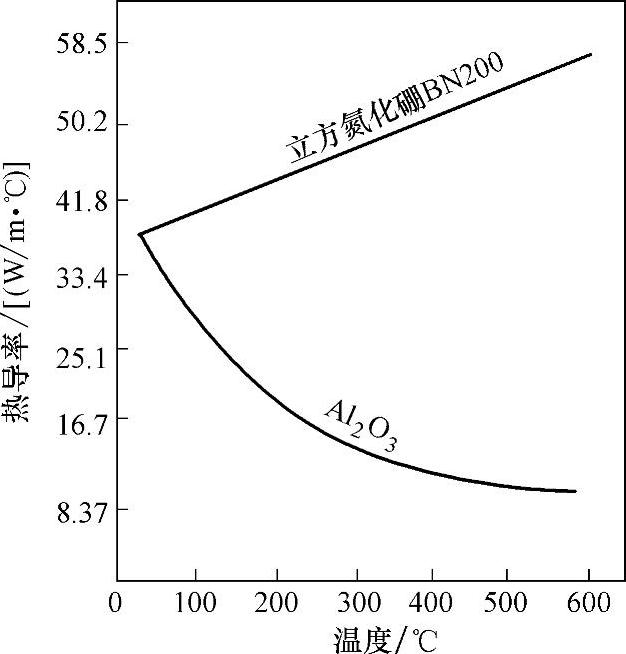
CBN的导热性虽然赶不上金刚石,但是在各类刀具材料中它的导热性仅次于金刚石,大大高于高速钢和硬质合金。而且随着温度的升高,CBN的热导率是逐渐增加的,而氧化铝的热导率是降低的(见图7-5)。CBN的这种特性可使刀尖处温度降低,减小刀具的磨损,有利于高速精加工时加工精度的提高。在同样的切削条件下,CBN刀具的切削温度要低于硬质合金。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-5 立方氮化硼的热导率随温度的变化曲线
5.较低的摩擦因数
CBN与不同材料的摩擦因数约为0.1~0.3,比硬质合金的摩擦因数(0.4~0.6)小得多。低的摩擦因数导致了切削温度的降低。低的摩擦因数和优良的抗粘接能力使CBN刀具切削时不易形成滞流及及积屑瘤,因而可改善加工表面质量。例如,采用CBN刀具加工粉末冶金不锈钢(52HRC)时,加工表面粗糙度值可达Ra0.08μm。
6.较好的韧性
在硬度较高的材料中,CBN具有较好的韧性。CBN的断裂韧度值KIC=5~9MPa·m1/2,比氧化铝陶瓷和单晶金刚石的断裂韧度值高,与聚晶金刚石的断裂韧度值相当,某些牌号的CBN刀具的断裂韧度值已经接近硬质合金K10(KIC=10~13MPa·m1/2)。由于CBN的断裂韧度较高,因此铣削时刀齿产生破损的进给量比陶瓷铣刀大得多(见图7-6)。
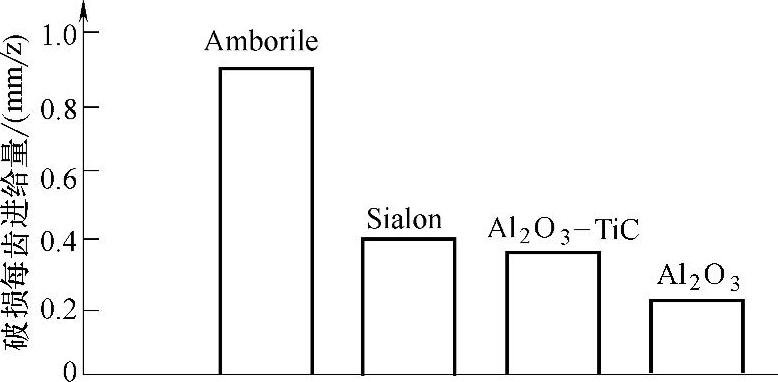
图7-6 铣削淬硬钢时立方氮化硼和陶瓷铣刀的抗冲击性能比较
立方氮化硼的上述特性使这种刀具加工时可以获得下列效果:
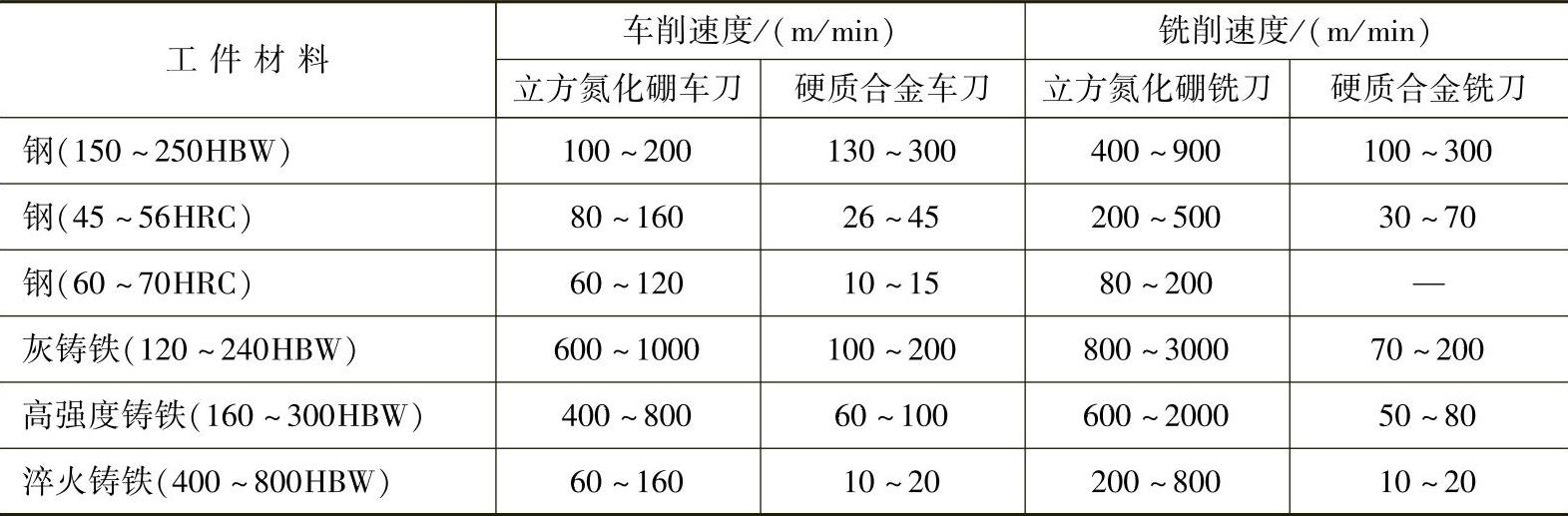
(1)高的刀具寿命和切削加工生产率 可以用这种刀具加工以前只能用磨削方法加工的高硬度淬硬钢、冷硬铸铁和热喷涂(焊)件,可以高速切削高温合金。表7-2所示为CBN和硬质合金刀具车削及铣削不同硬度的钢和铸铁时切削速度对比。可以看出,用CBN刀具车削硬度大于45HRC的钢和任何硬度的铸铁都非常有效。铣削钢时,CBN是硬质合金刀具切削速度的4~8倍,铣削铸铁时则达10~30倍。与车削相比,CBN刀具的铣削速度要高2~3倍。
表7-2 立方氮化硼与硬质合金刀具的切削速度对比
立方氮化硼刀具的高寿命使得这种刀具非常适合于数控机床加工,不仅可以减少换刀次数,而且淬火前的粗加工(用硬质合金刀具)和淬火后的精加工(用CBN刀具)能在同一台数控机床上进行,因而能减少机床品种,减少工序,提高生产率和加工质量。
(2)良好的表面质量 用CBN刀具加工淬硬钢的表面粗糙度比较接近理论值,特别是在高的工件硬度和高的切削速度加工时更是如此,加工表面粗糙度值一般可达Ra0.4~0.2μm,有时可达0.1μm以下,因而可代替磨削,实现以车代磨。由于CBN刀具加工时的切削温度较低,加工淬硬钢时工件组织不会产生显著变化,不像磨削时容易产生表面烧伤。而且这种刀具加工时,工件表层常产生压应力,而磨削时常产生拉应力,因此CBN刀具加工的零件比磨削的零件有高的疲劳强度及耐磨性。
(3)高的加工精度 CBN刀具高的耐磨性使得加工时能获得高的加工精度,特别是高的尺寸精度,而且容易控制零件尺寸的一致性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。