



PCD刀具可在极高的主轴转速下进行切削加工,但切削速度的变化对加工质量的影响不容忽视。在高速切削状态下,切削温度和切削力的增加可使刀尖发生破损。PCD刀具加工时的进给量过大,将使工件上残余几何面积增加,导致表面粗糙度值增大;进给量过小,则会使摩擦增加,切削寿命降低。增加PCD刀具的背吃刀量会使切削力增大、切削热升高,从而加剧刀具磨损,影响刀具寿命。此外,背吃刀量的增加容易引起PCD刀具崩刃。不同粒度等级的PCD刀具在不同的加工条件下加工不同工件材料时,表现出的切削性能也不尽相同。PCD刀具加工不同工件材料时的推荐切削参数见表6-42。金刚石刀具加工陶瓷件时的推荐切削参数见6-43。各公司推荐切削参数及牌号见表6-44~表6-62。
表6-42 PCD刀具加工不同工件材料的推荐切削参数
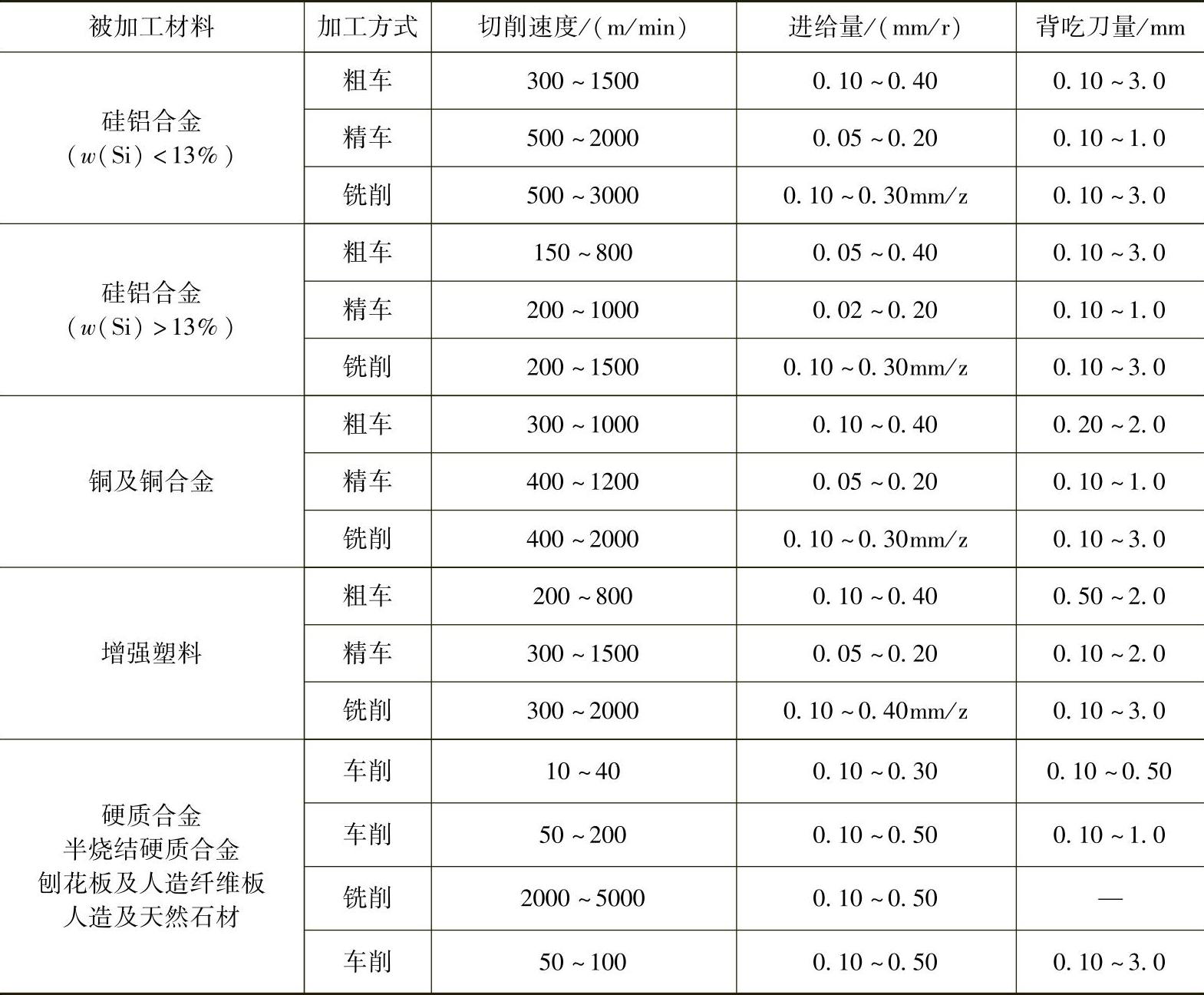
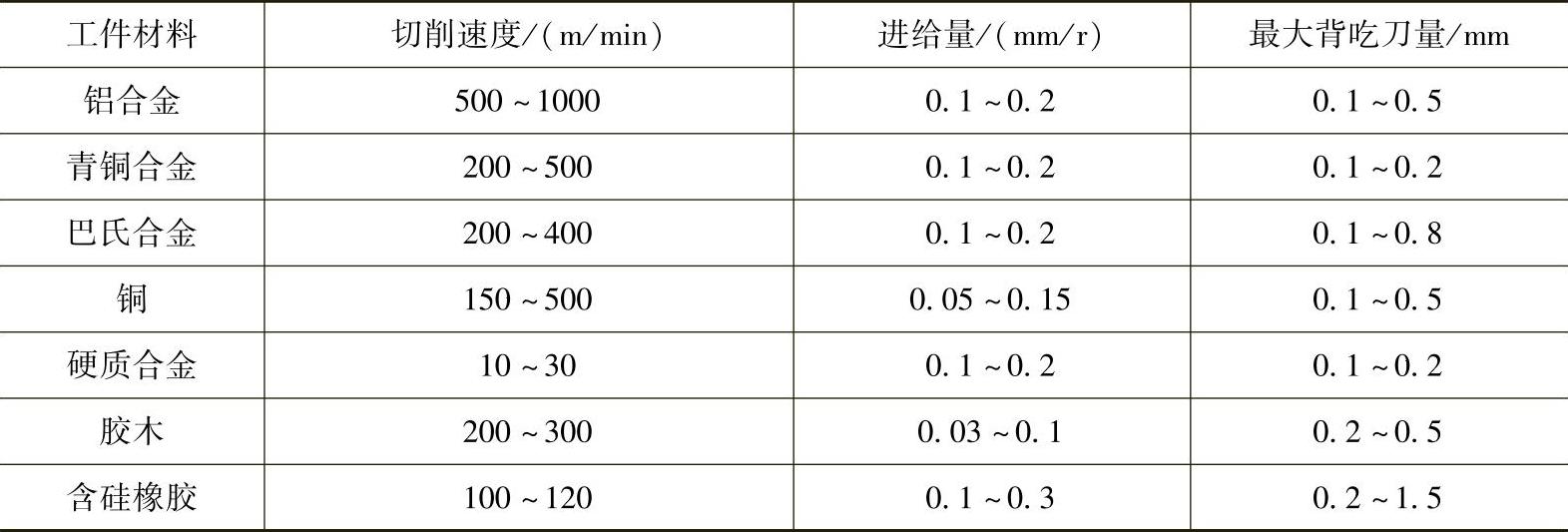
表6-43 金刚石刀具加工陶瓷件的推荐切削参数
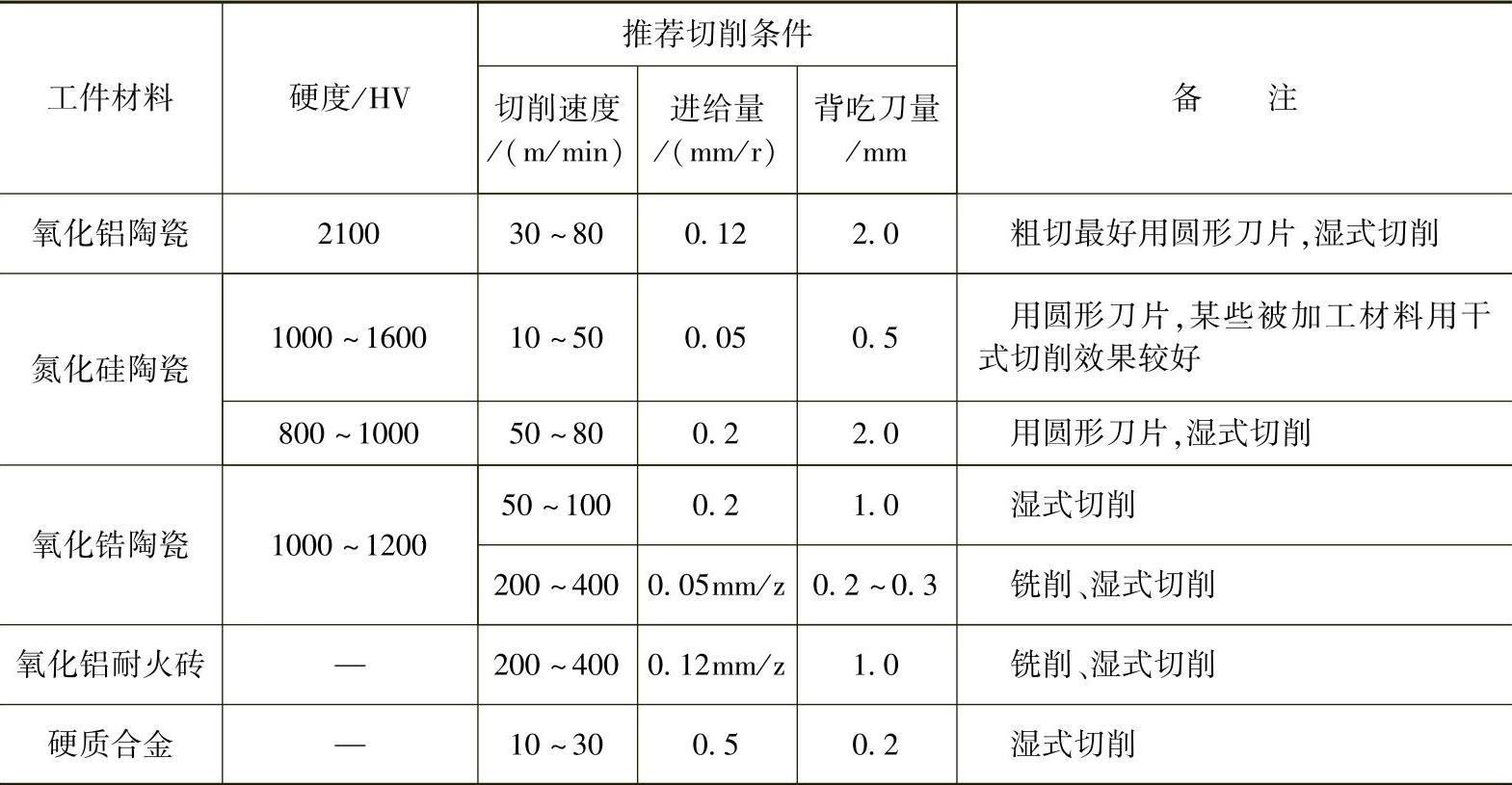
表6-44 英国元素六(Element Six)公司PCD刀具的推荐切削参数
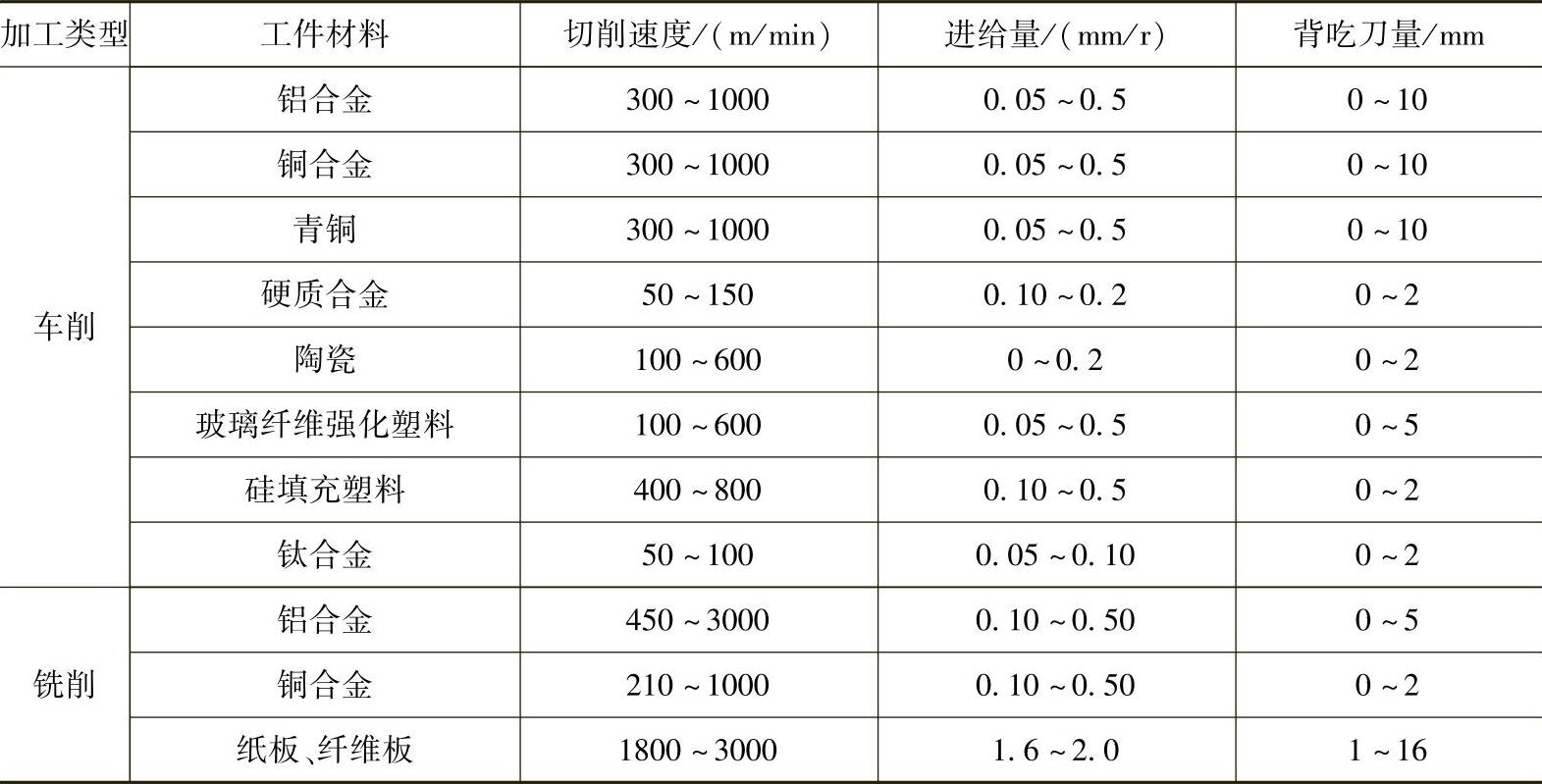
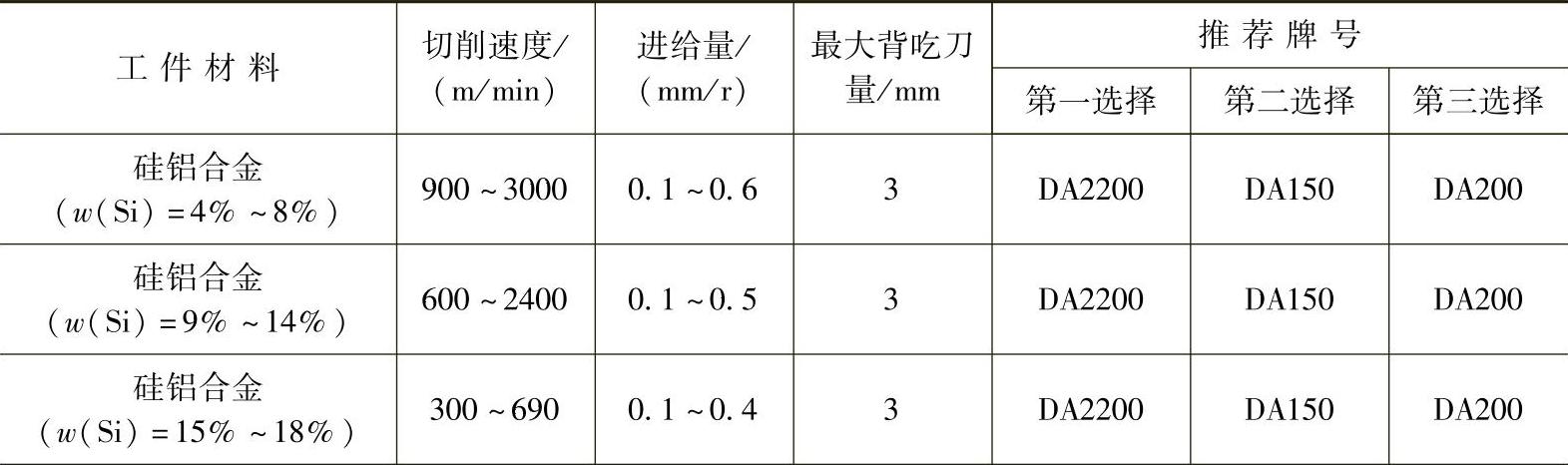
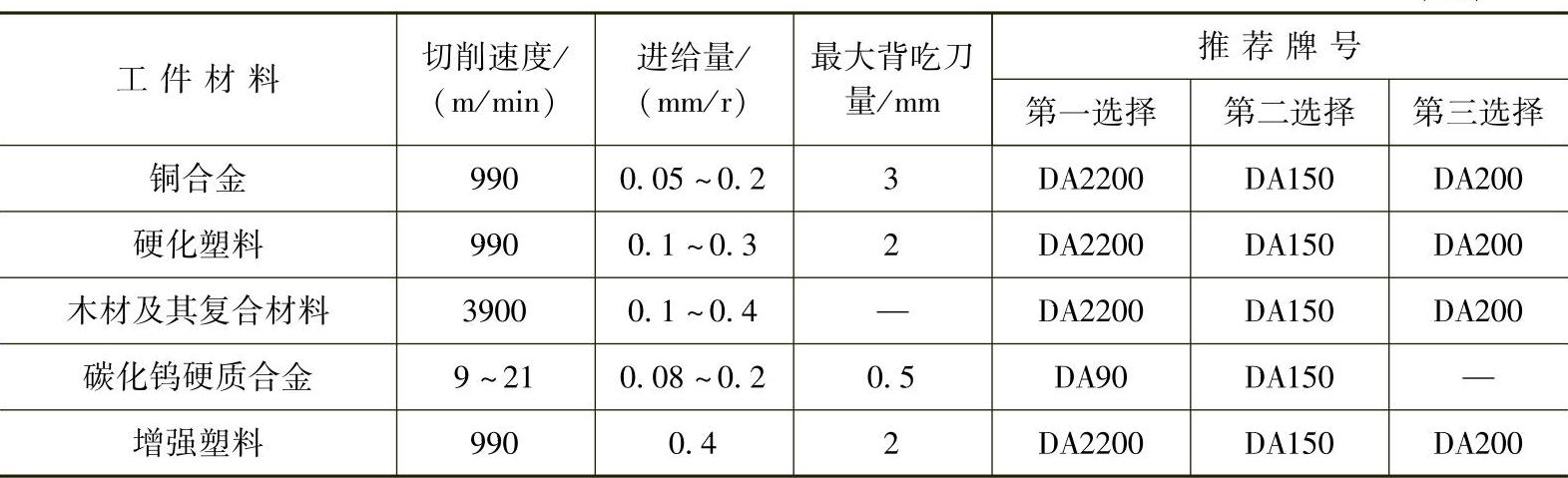
表6-45 美国Diamond Innovations公司PCD刀具的推荐切削参数和牌号选择
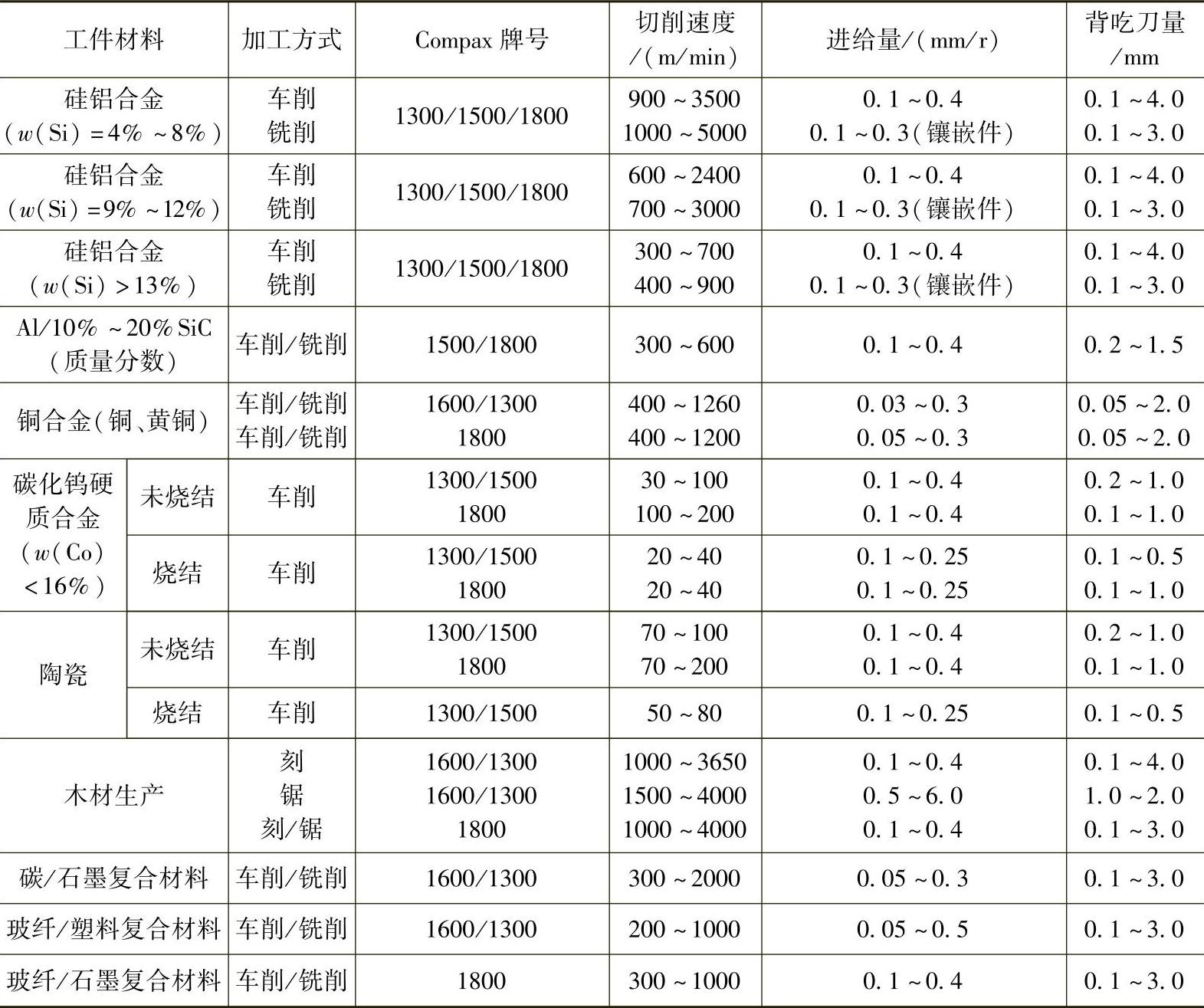
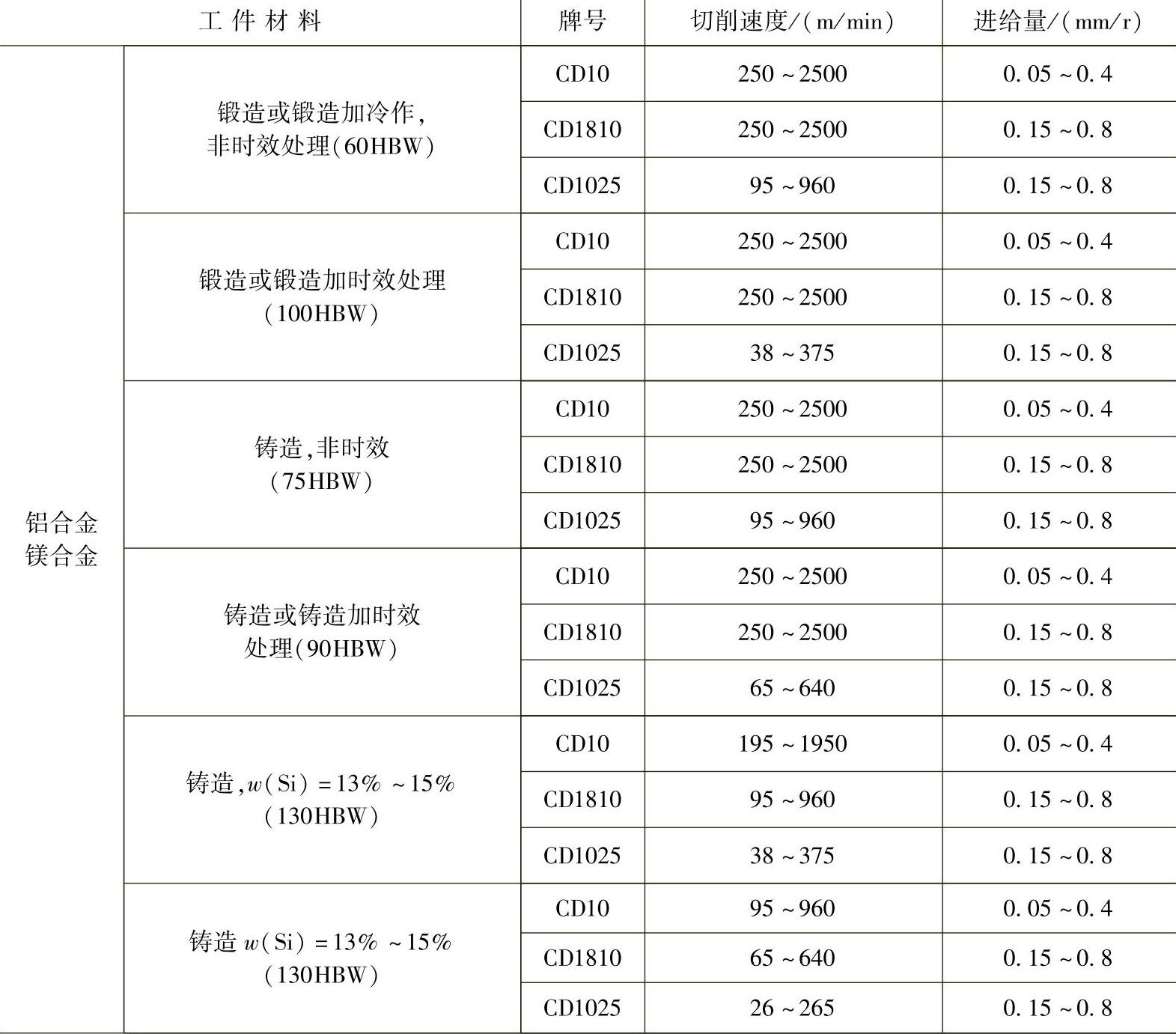
表6-46 美国Smith International公司PCD刀具的推荐切削参数和牌号选择
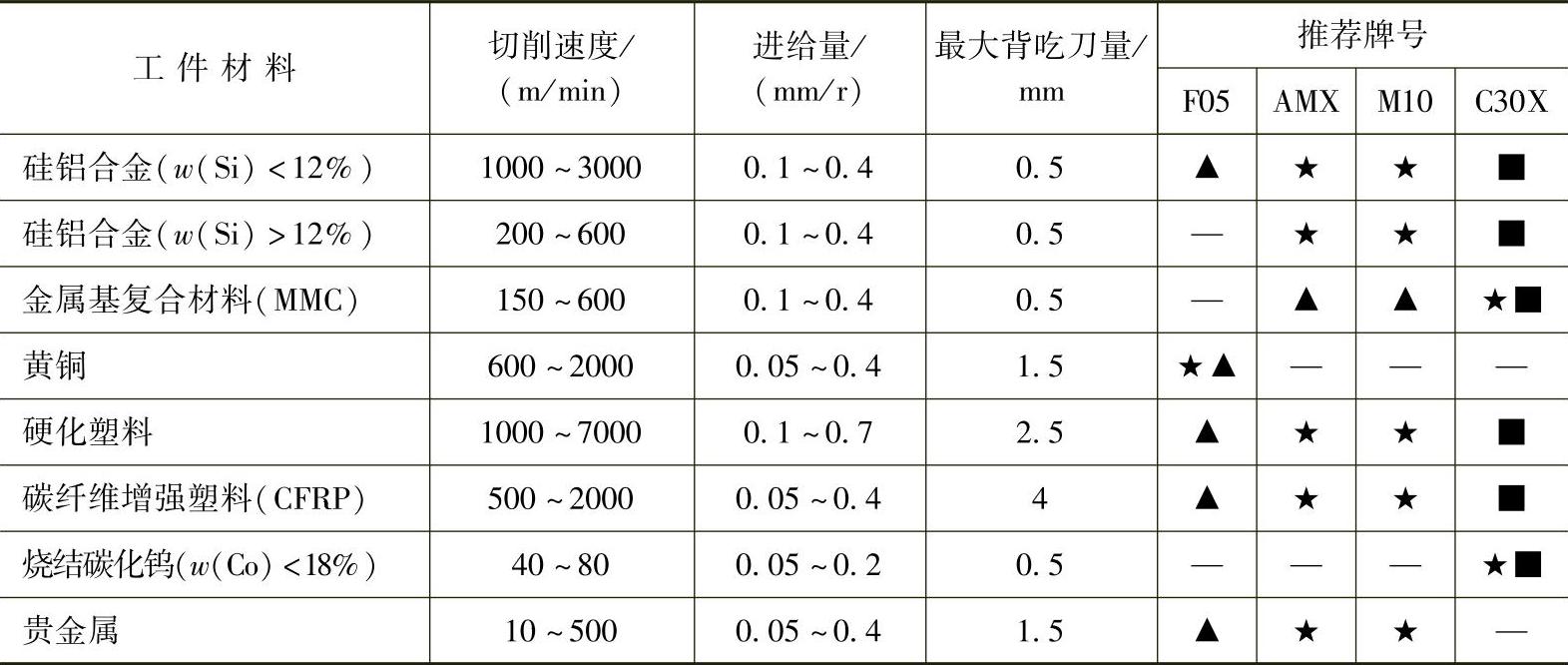
注:★表示普通切削;■表示最优刀具寿命;▲表示最小粗糙度值。
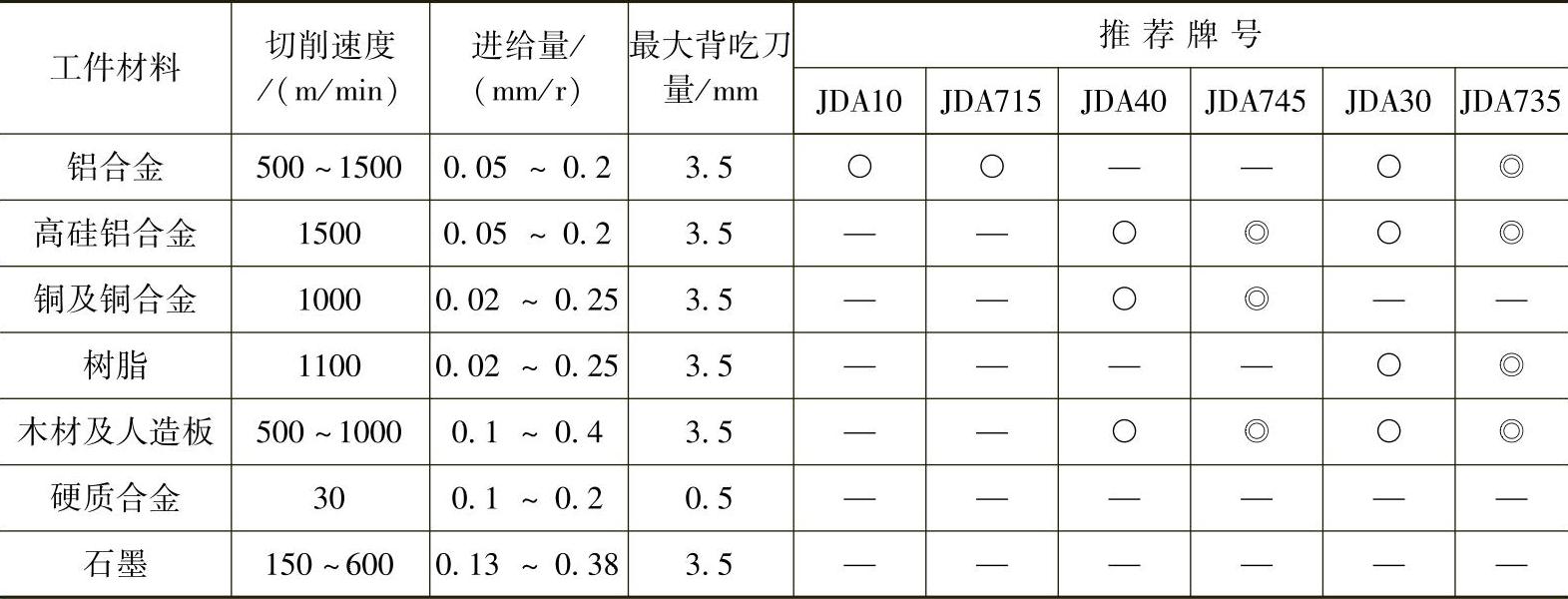
表6-47 日本京瓷(Kyocera)公司PCD刀具的推荐切削参数和牌号选择
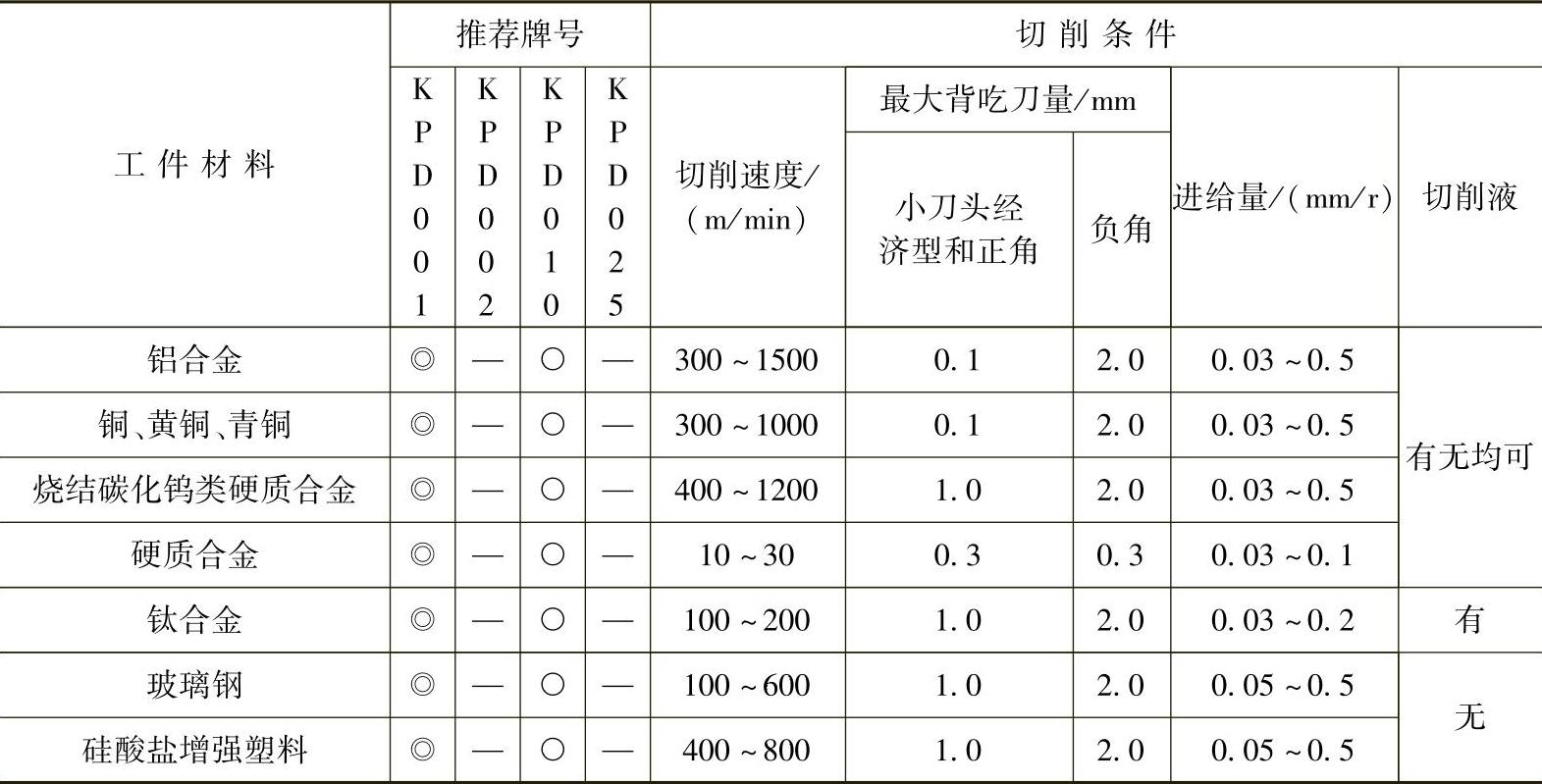
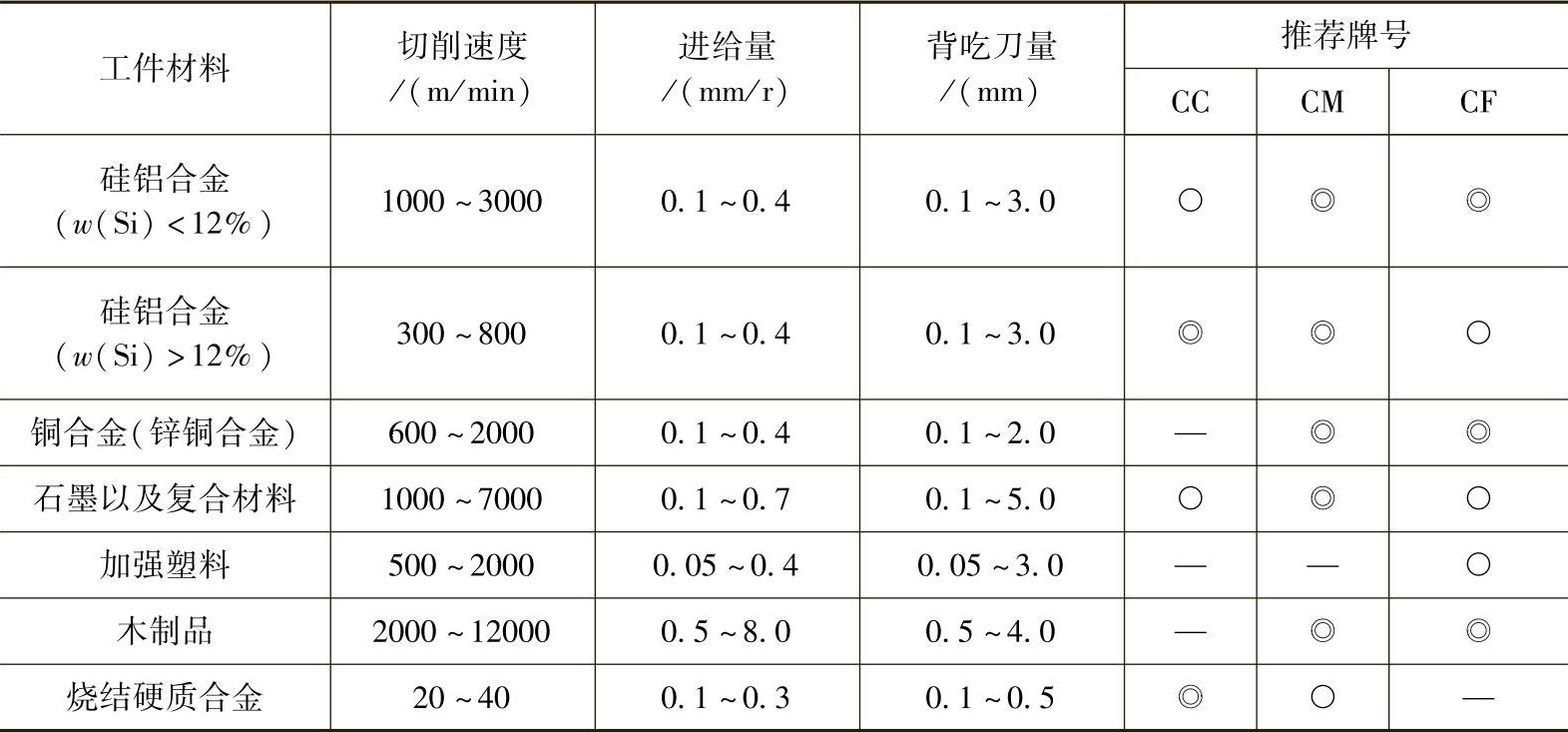
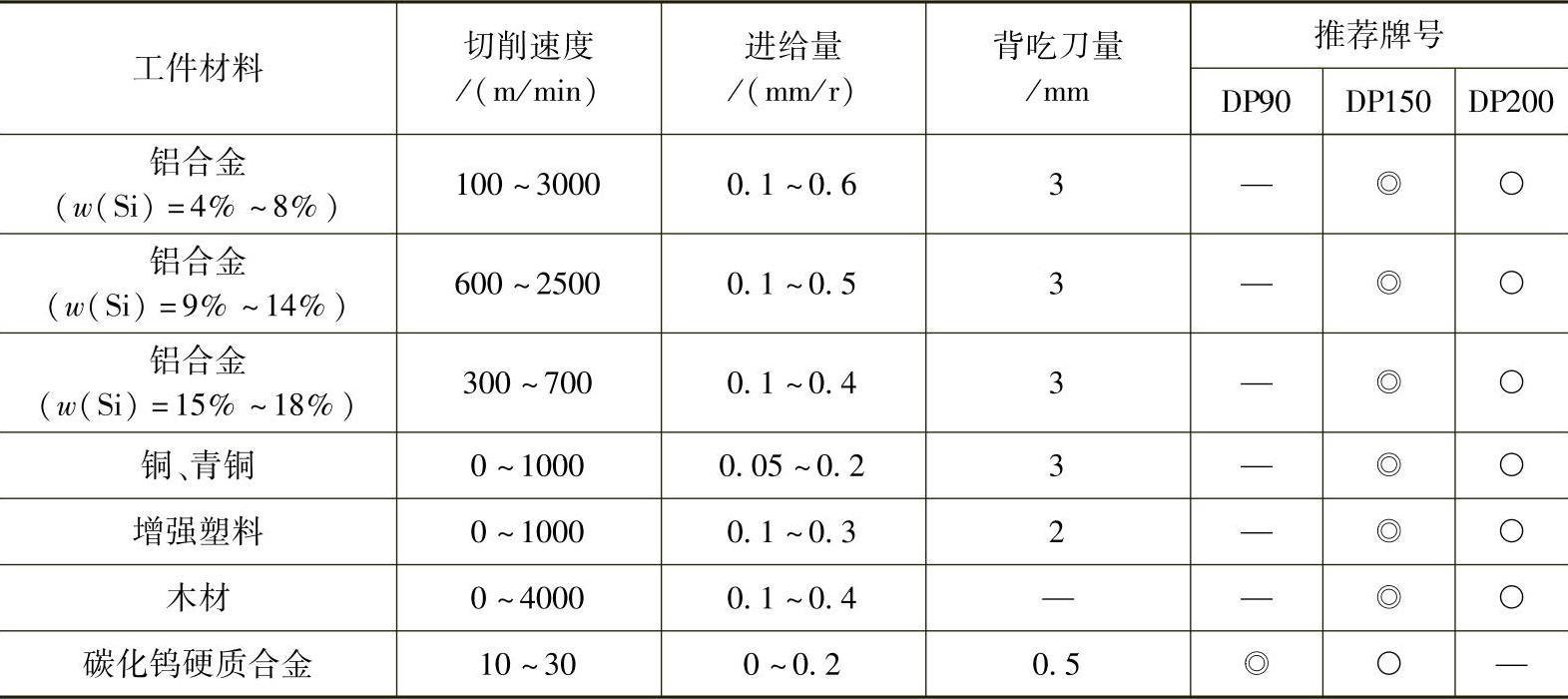
注:◎表示第一优选牌号;○表示第二优选牌号。
表6-48 日本住友电工(Sumitomo)公司PCD刀具的推荐切削参数和牌号选择
(续)
注:以上参数仅供车削时参考。
表6-49 日本黛杰(Dijet)公司PCD刀具的推荐切削参数和牌号选择
注:◎表示第一优选牌号;○表示第二优选牌号。
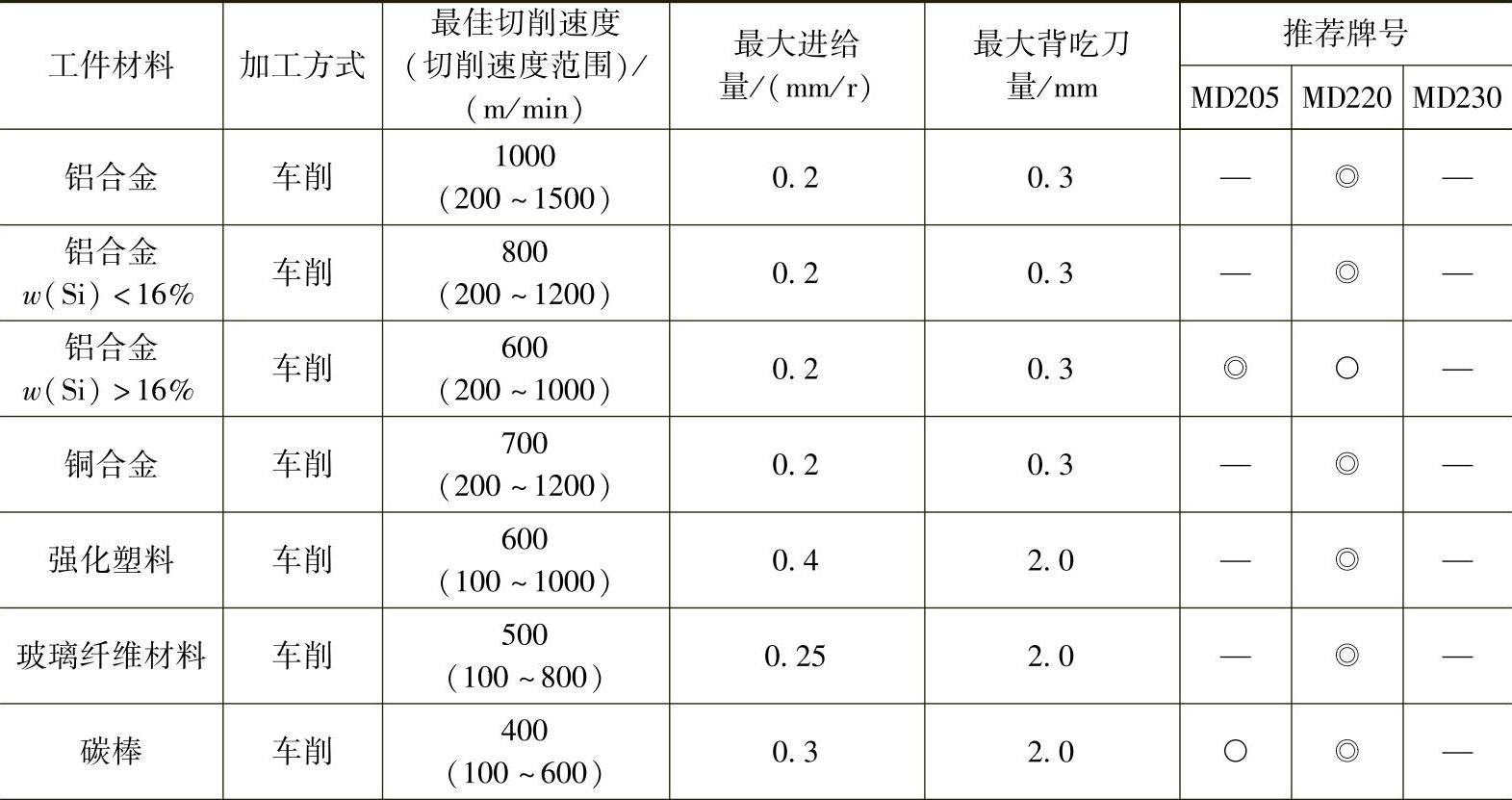
表6-50 日本三菱(Mitsubishi)公司PCD刀具的推荐切削参数和牌号选择
(续)
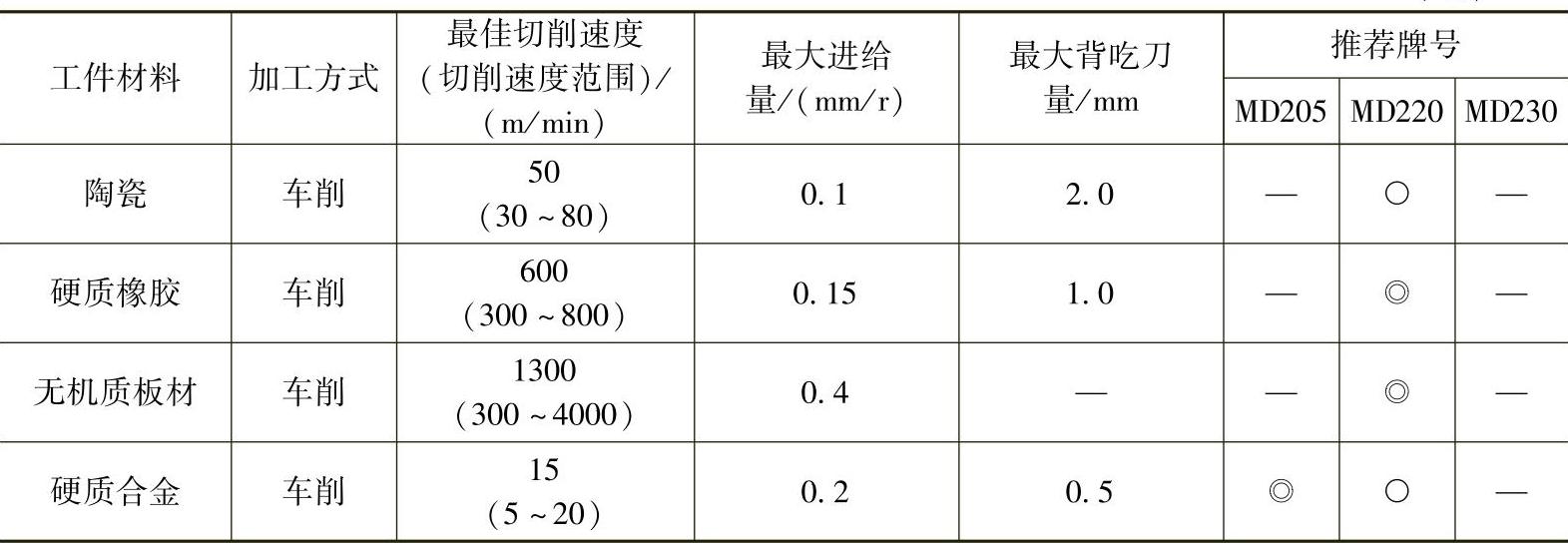
注:1.◎表示第一优选牌号;○表示第二优选牌号。
2.MD220发生缺损时使用MD230。
表6-51 日本泰洛珂公司PCD刀具的推荐切削参数和牌号选择
 (https://www.xing528.com)
(https://www.xing528.com)
注:◎表示第一优选牌号;○表示第二优选牌号。
表6-52 韩国特固克(TaeguTec)公司PCD刀具的推荐切削参数和牌号选择

(续)
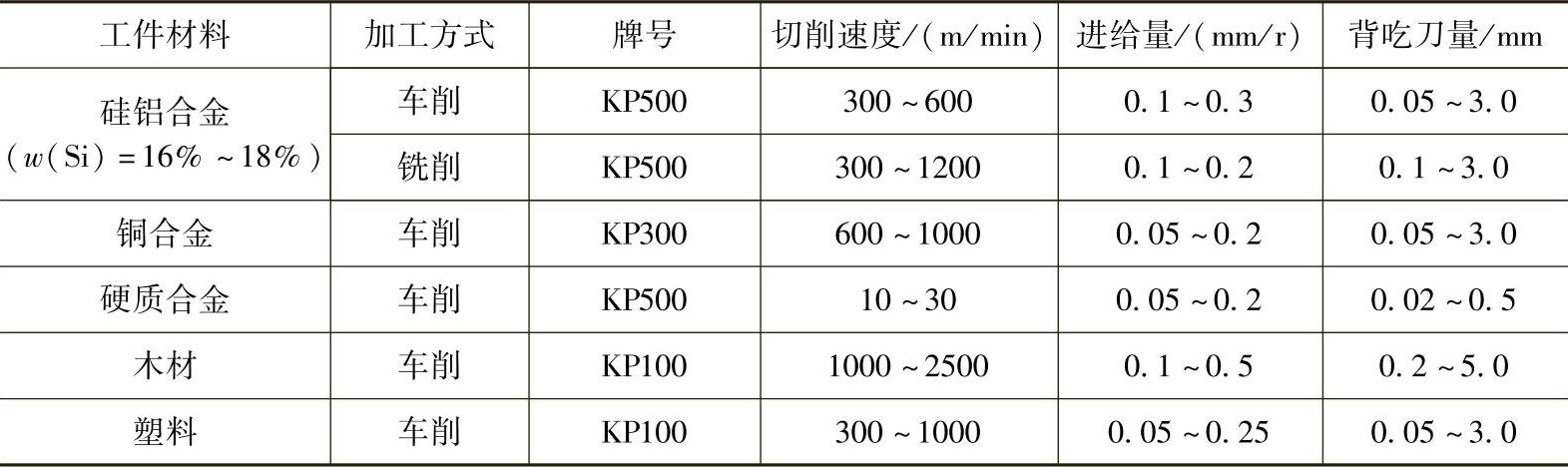
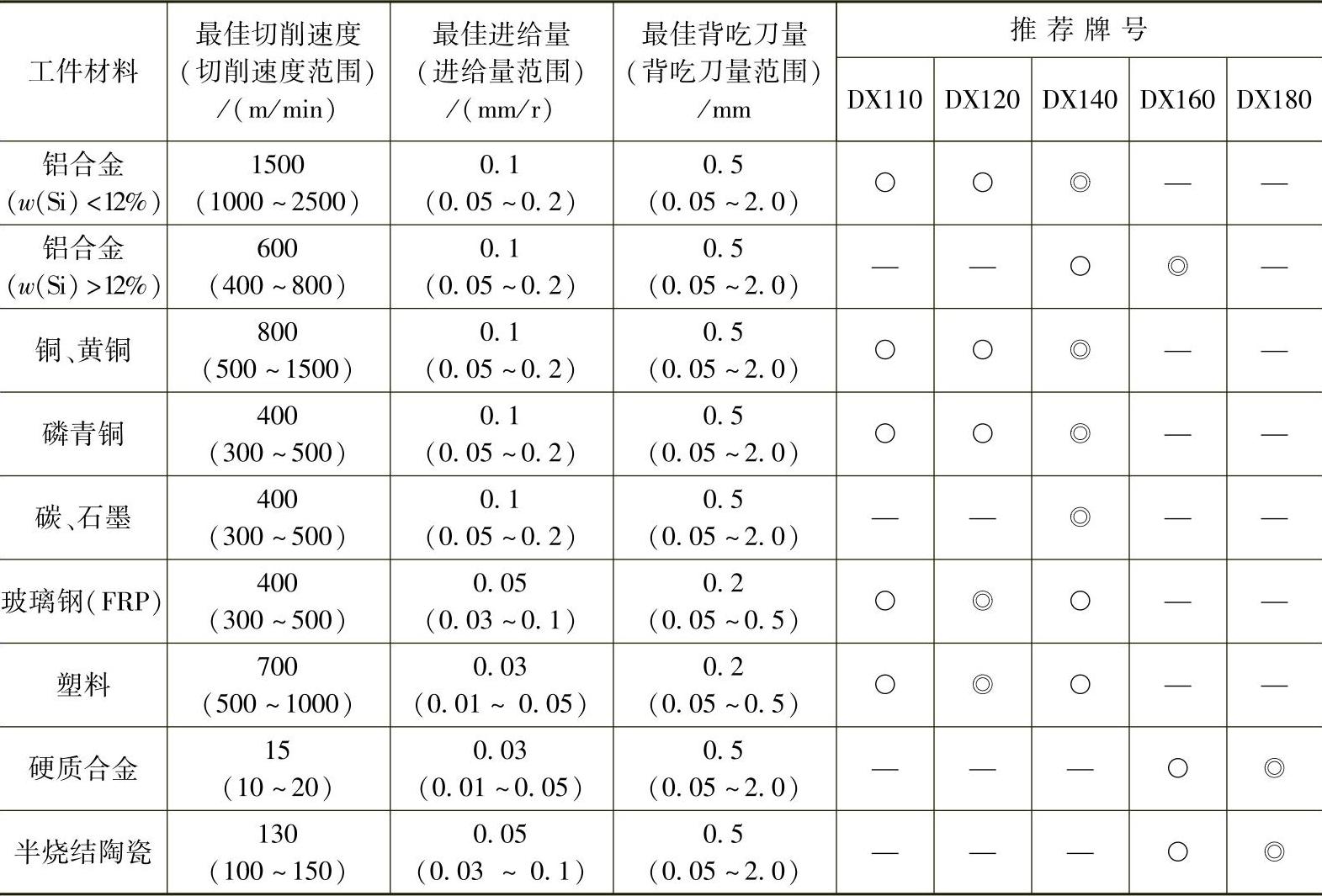
表6-53 韩国日进公司PCD刀具的推荐切削参数和牌号选择
注:◎表示第一优选牌号;○表示第二优选牌号。
表6-54 韩国可乐伊(Korloy)公司金刚石刀具的推荐切削参数和牌号选择
注:◎表示第一优选牌号;○表示第二优选牌号。
表6-55 加拿大Crystallume公司VCD金刚石刀具HCC牌号的推荐切削参数
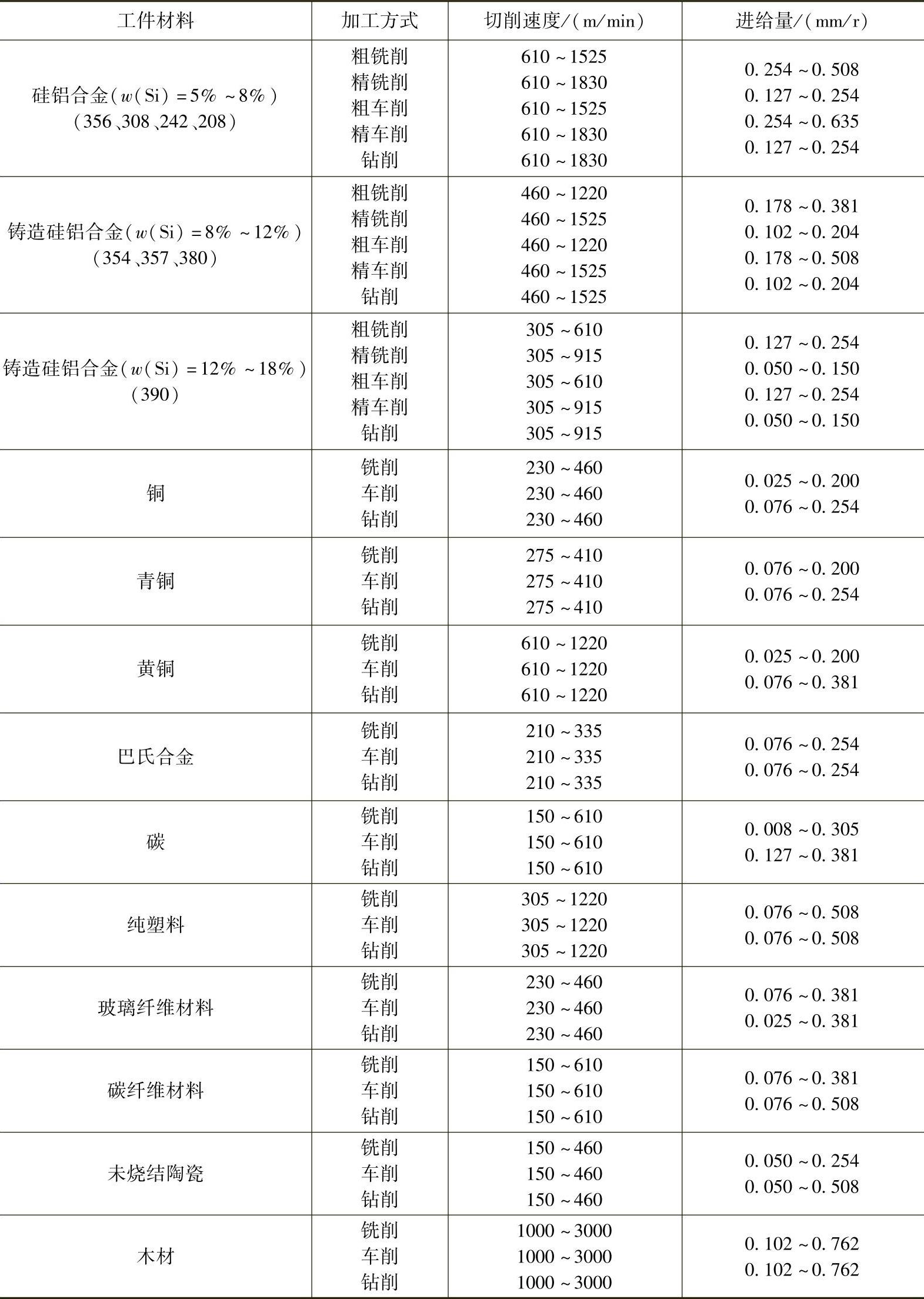
表6-56 以色列伊斯卡(Iscar)公司PCD刀具切削用量推荐值
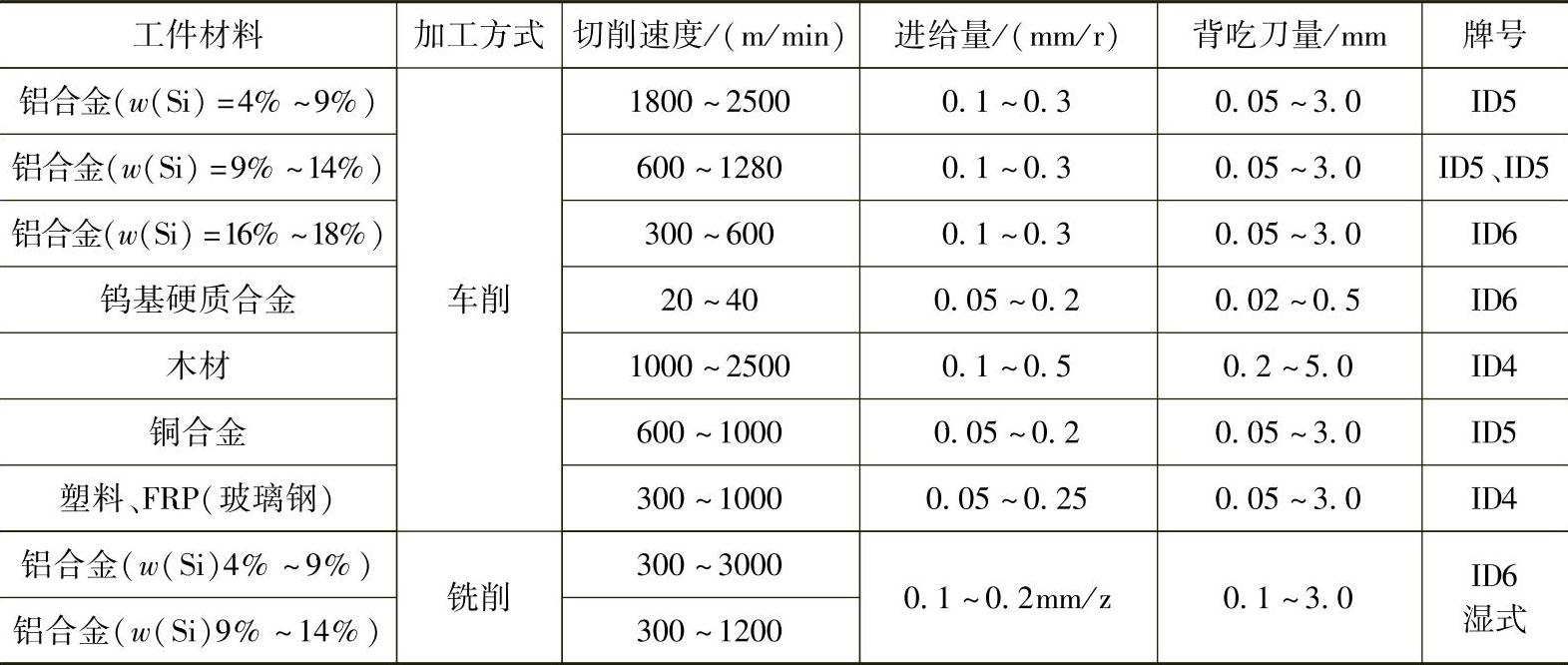
表6-57 瑞典山特维克可乐满(SandvikCoromant)公司PCD刀具牌号的推荐切削参数和牌号选择
(续)
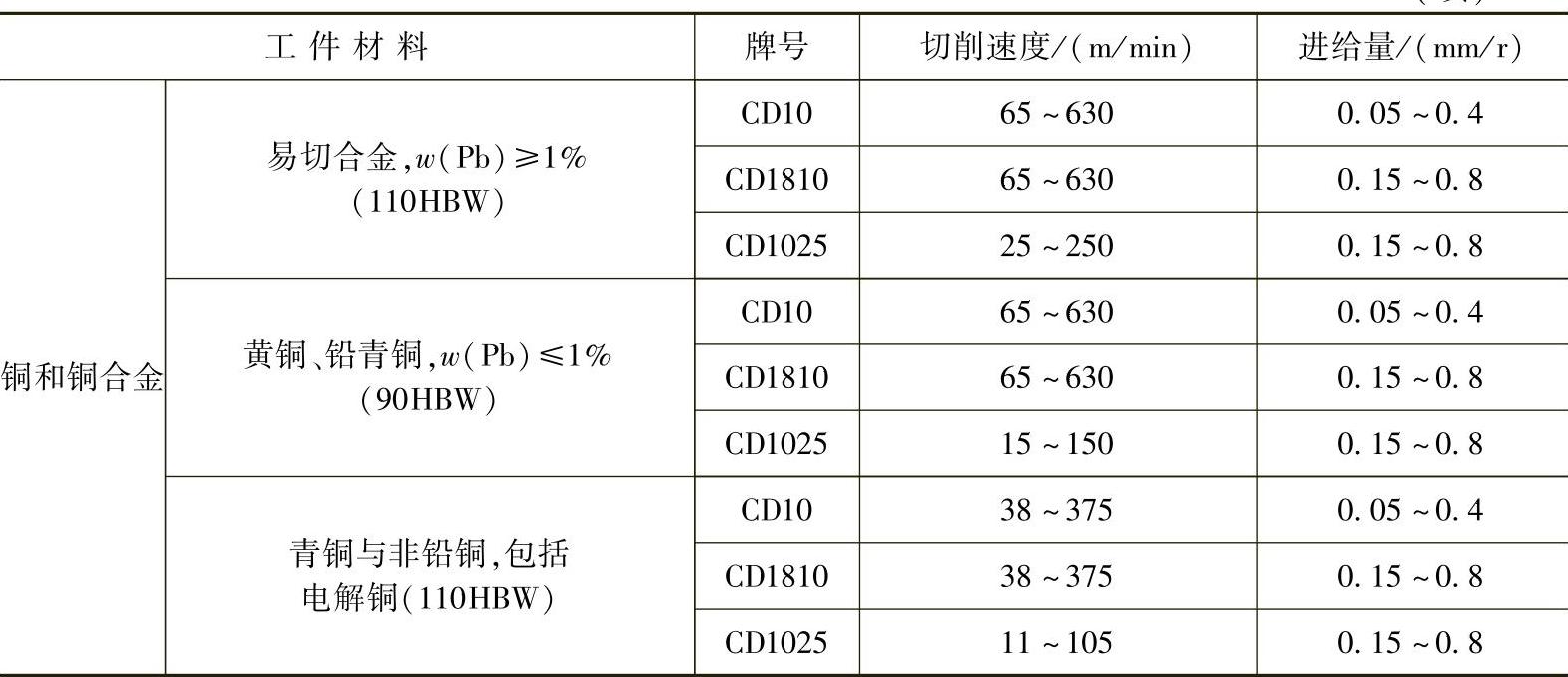
表6-58 瑞典山高(Seco)公司PCD刀具的推荐切削参数和牌号选择
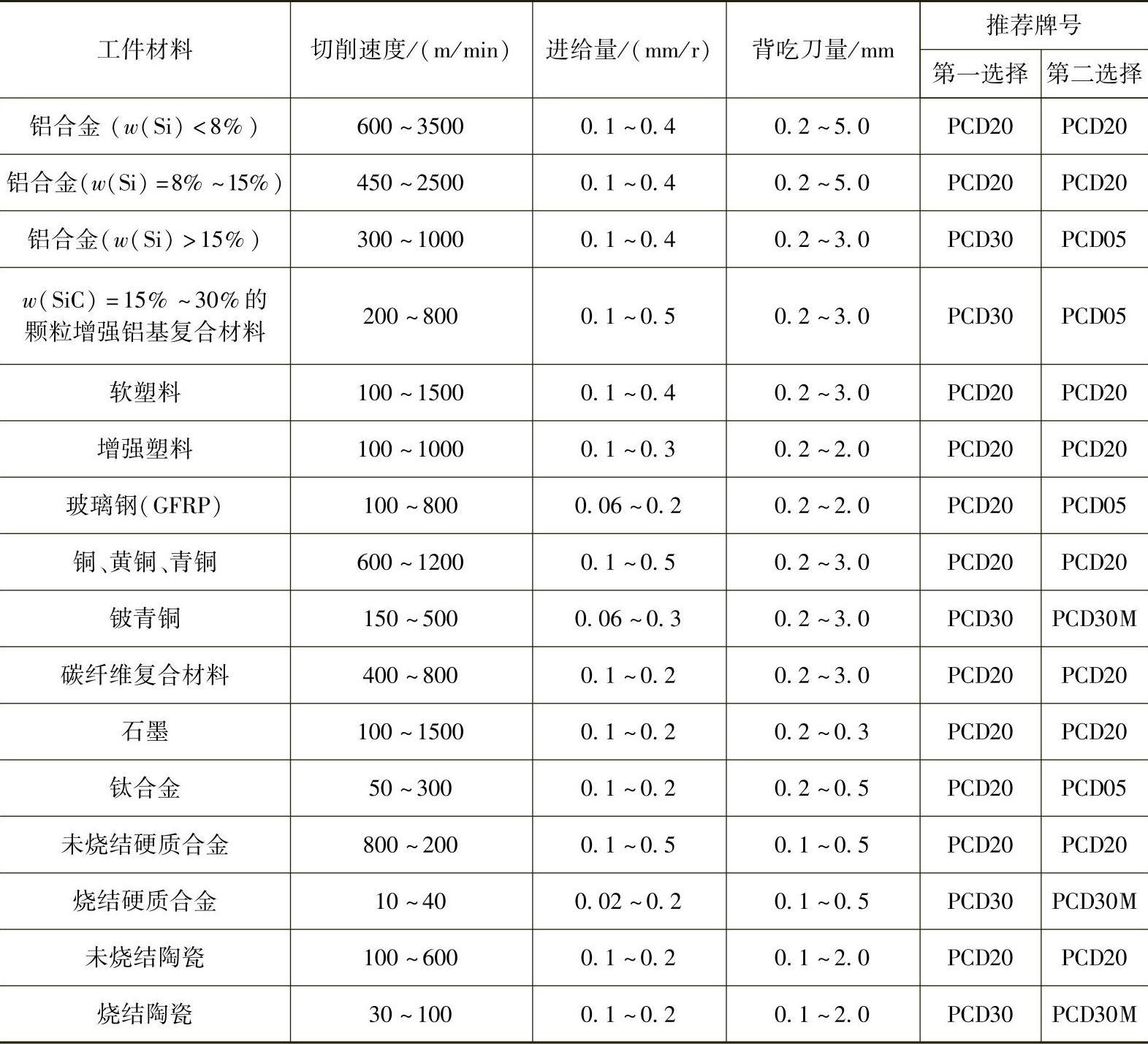
表6-59 德国玛帕(Mapal)公司PCD刀具的推荐切削参数
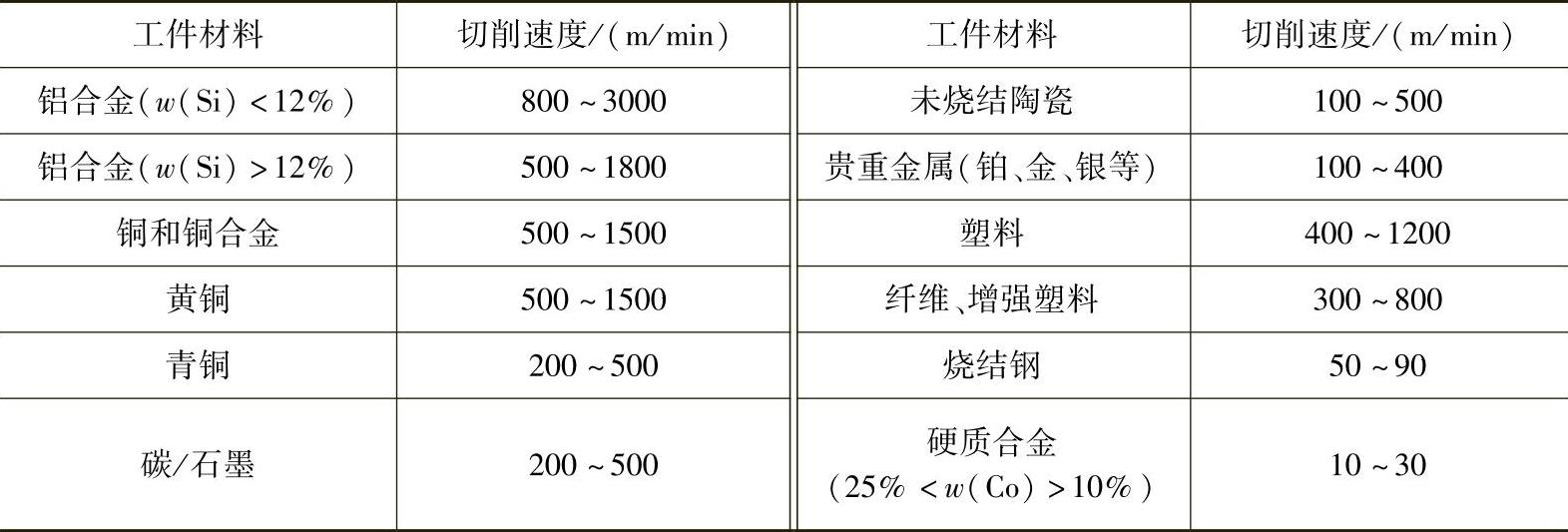
表6-60 成都工具研究所PCD(FJR)刀具切削用量推荐值
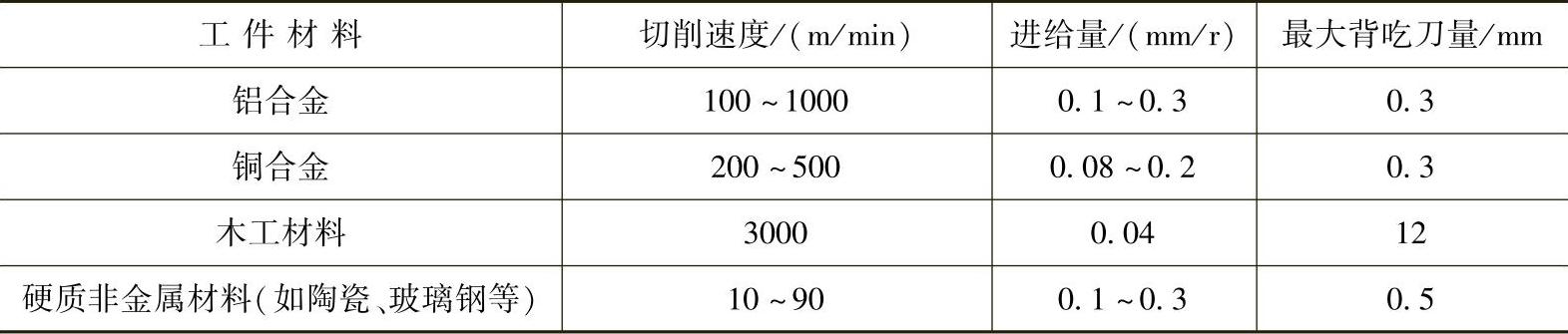
表6-61 中国株洲钻石切削刀具股份有限公司YCD011牌号PCD刀具切削用量推荐值

表6-62 上海斯米克金刚石工模具有限公司推荐PCD刀具的切削用量
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。