



切削用量的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。在确定切削用量时要充分考虑数控加工的特点,综合考虑机床工艺系统的刚度、工件材料的物理力学性能和工件所要求的精度及表面质量,根据陶瓷刀具的强度、硬度和耐热性等特点来合理地选用其切削用量。合理选择切削用量的原则是,粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。由于陶瓷刀具具有耐磨性能好、耐热温度高、脆性大、断裂韧度低等特点,因此,选择切削用量的基本原则是从防止或减小陶瓷刀具破损的观点出发,根据机床的功率、工艺系统的刚度以及工件材料的特性,尽量选择高的切削速度、较大的背吃刀量和较小的进给量,以求得到高生产率和低成本。同时,在切削过程中还应尽量避免中途停车或变换切削用量。
1.背吃刀量ap的选择
为了充分发挥高温性能好的特点,使切削机动时间最短,陶瓷刀具在切削时应尽可能地选取较大的背吃刀量。在粗加工时,可以选尽可能大的背吃刀量,一次切除余量。如尚需精加工,可先切除2/3~3/4的余量,最后一刀精加工。由于背吃刀量受机床功率和工艺系统刚性的限制,一般粗加工钢和铸铁时,允许的最大背吃刀量为2~5mm,通常取ap>1.5mm,精加工取ap<0.5mm;加工淬硬钢,一般都是半精加工或精加工,余量和背吃刀量较小。当工艺系统刚性比较差时,应取较小的背吃刀量,否则容易引起振动,使刀片破损。
2.进给量f的选择
合理选择进给量是成功应用陶瓷刀具的关键。由于进给量对陶瓷刀具破损的影响比切削速度大,所以,选取较小的进给量,有利于防止或减少陶瓷刀具的破损。因此,对于陶瓷刀具应选用较小的进给量和尽可能高的切削速度。进给量的大小主要受机床-工件-刀具系统的刚性、陶瓷刀片强度、选定的背吃刀量及精加工的表面粗糙度和精度的影响。因为陶瓷刀具的抗弯强度比硬质合金刀具的稍低,所以在选用进给量时一般应略低于普通硬质合金刀具。一般可预选得小一些,通过实践逐步增加。因用陶瓷刀具加工后的表面粗糙度略低于硬质合金刀具,所以在这方面参照硬质合金刀具的选用,就可以保证达到所要求的表面粗糙度。粗车普通钢和铸铁,进给量f=0.1~0.5mm/r;精加工取0.05~0.25mm/r;端铣时可取每齿进给量fz=0.1~0.3mm/z。加工淬硬钢,随硬度不同而选取进给量。一般取车削f=0.1~0.3mm/r;端铣取每齿进给量fz=0.05~0.15mm/z。如有表面粗糙度要求则可按表5-74数据选取。
表5-74 有表面粗糙度要求时陶瓷刀具的进给量推荐值

3.切削速度vc的选择
选定背吃刀量和进给量后,就可确定切削速度vc。陶瓷刀具适合高速切削。这是因为用陶瓷刀具作低速切削时,不但与硬质合金刀具的切削性能相近,而且容易引起工艺系统的振动,使刀具发生崩刃。如在vc<50m/min车削高强度钢时,陶瓷刀具很容易发生崩刃,甚至无法切削。另外,高速切削时,往往可以获得良好的切屑形状,如在高速车削淬硬钢时,可能形成酥化的易于碎断的带状切屑,而使切屑易于清理。
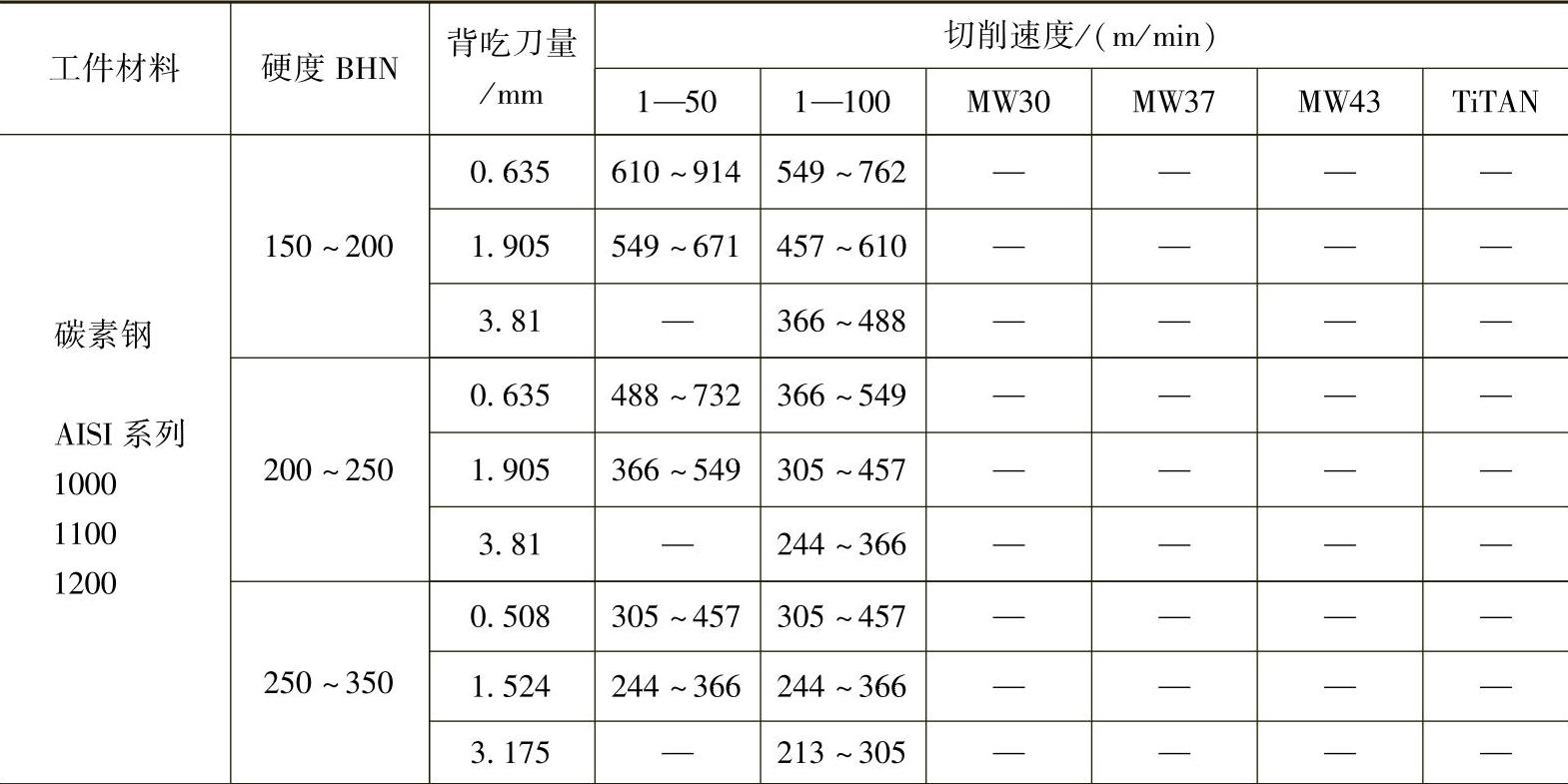
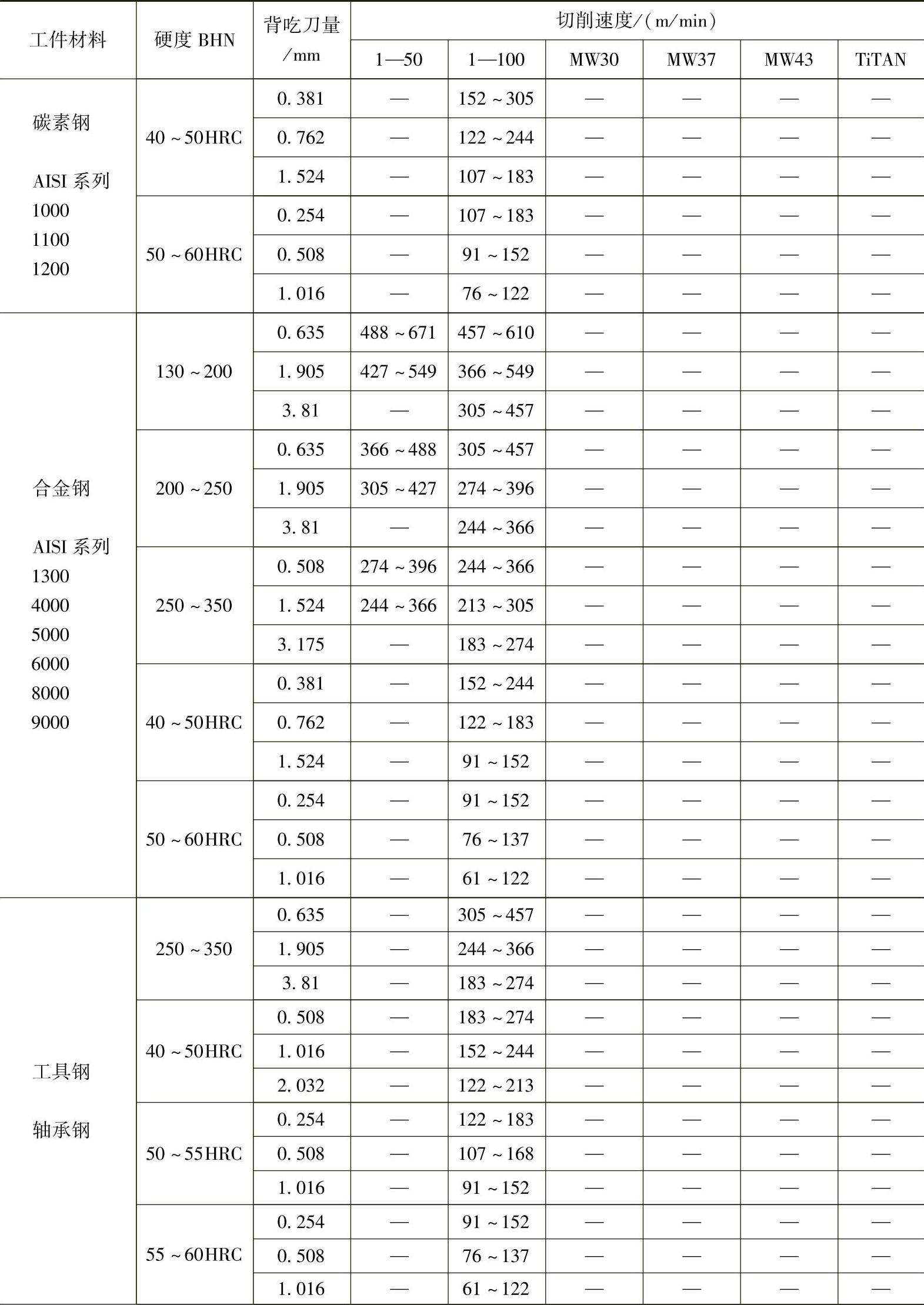
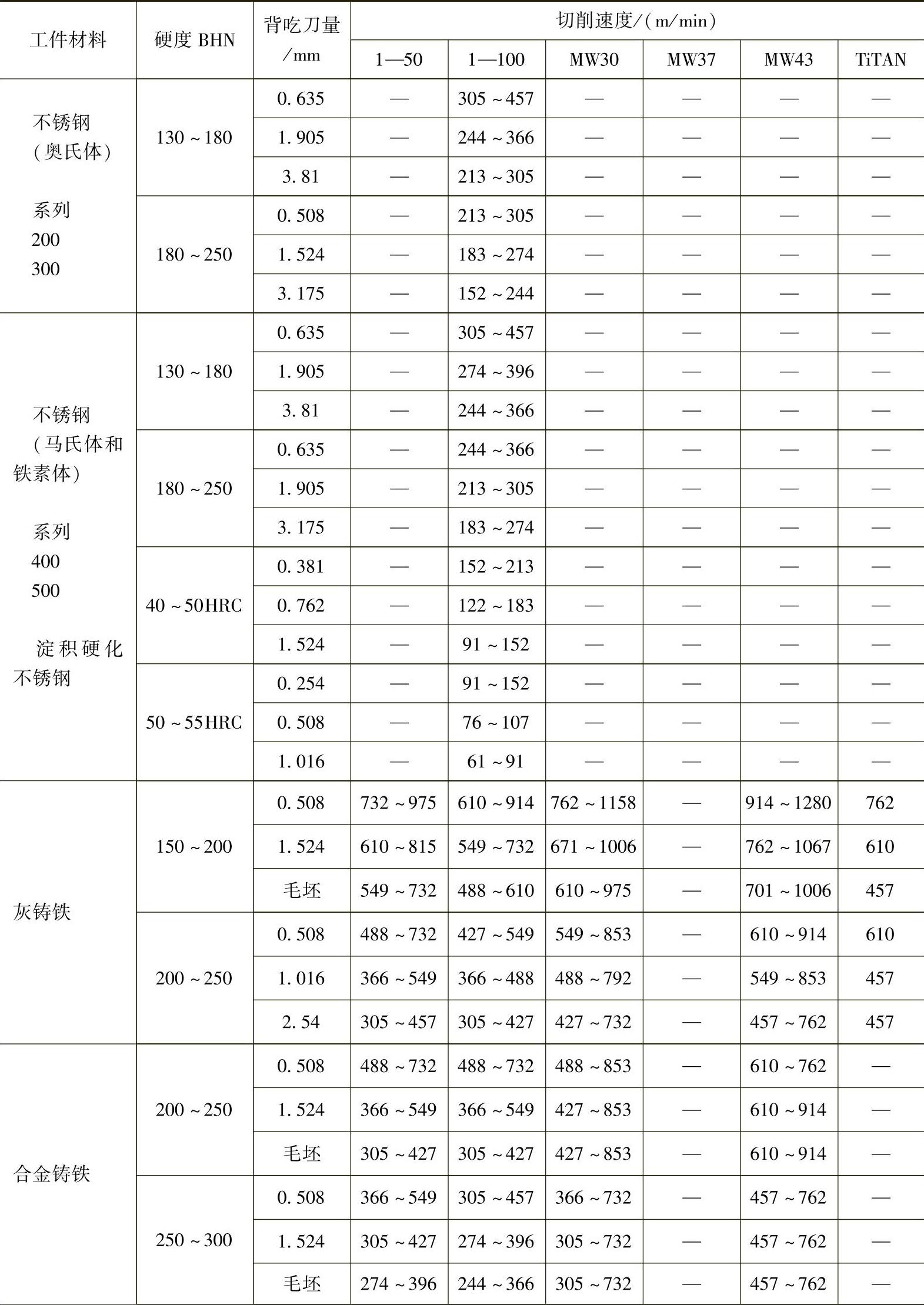
陶瓷刀具切削某种工件材料时,切削速度主要受机床功率限制。如果机床功率低,应适当减少进给量或背吃刀量,从而提高切削速度。但要注意用陶瓷刀具断续切削时,如果切削速度提高太多,温差很大,产生的热应力会导致刀具破损。表5-75所示为陶瓷刀具切削不同材料时的切削速度推荐值。
表5-75 陶瓷刀具切削不同材料时的切削速度推荐值

目前,国内外并没有陶瓷刀具切削用量的定型数据可查,有的只是一些厂商积累的经验数据和各公司自身对陶瓷刀具的实验数据。而且随着陶瓷刀片质量的好坏,具体使用时的加工条件不同,其出入也较大。一般美国切削数据手册中的切削用量偏高,在国内生产中很难达到。表5-76~表5-96所列的数据,在一般情况下,推荐给用户参考。但有些情况就要酌情处理,相同材质的,如大工件、大直径就不能用高转速,但工件小、直径小,就可提高转速。
表5-76 热压新型陶瓷刀具牌号、几何参数和车削用量推荐表
(续)
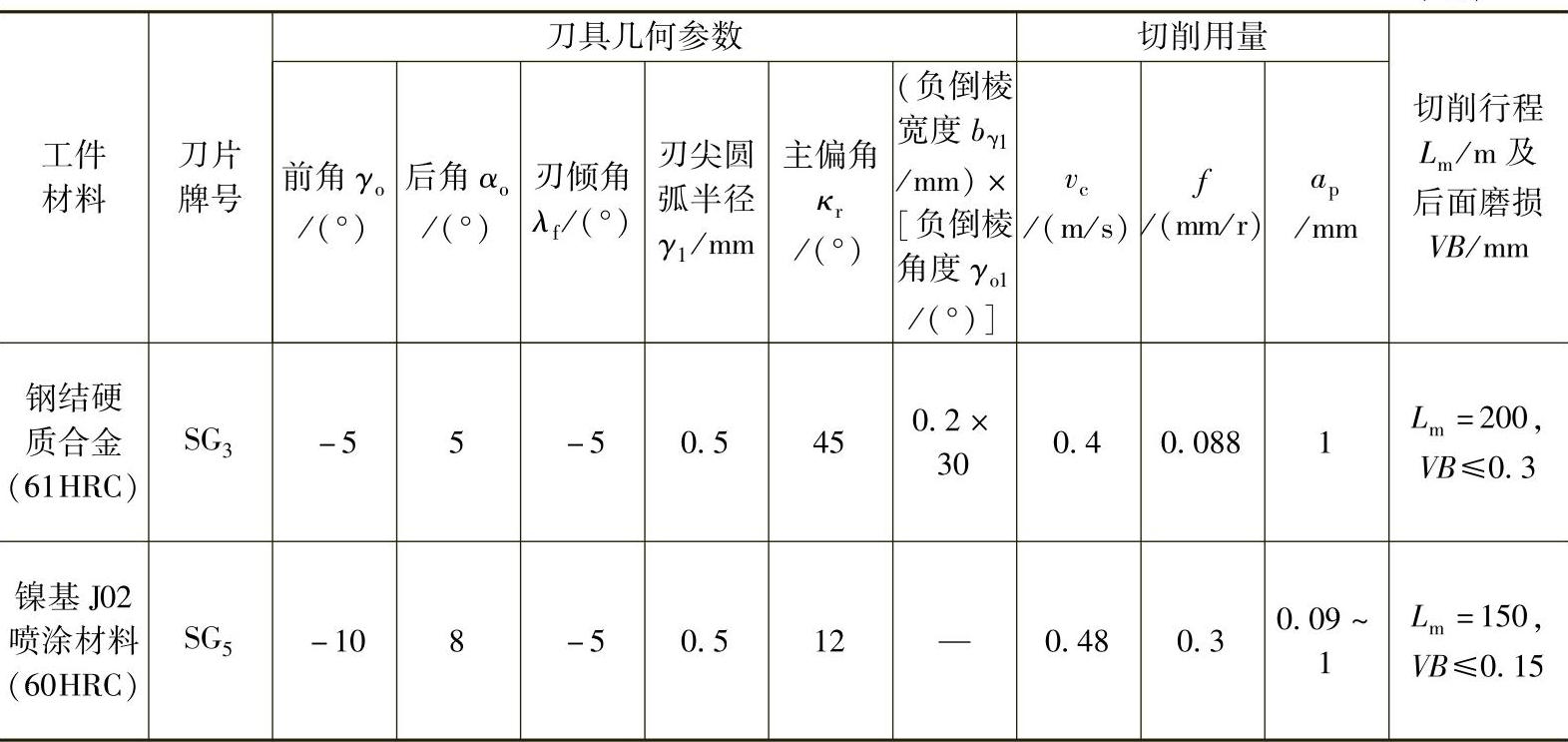
表5-77 利特陶瓷刀具推荐参考切削参数
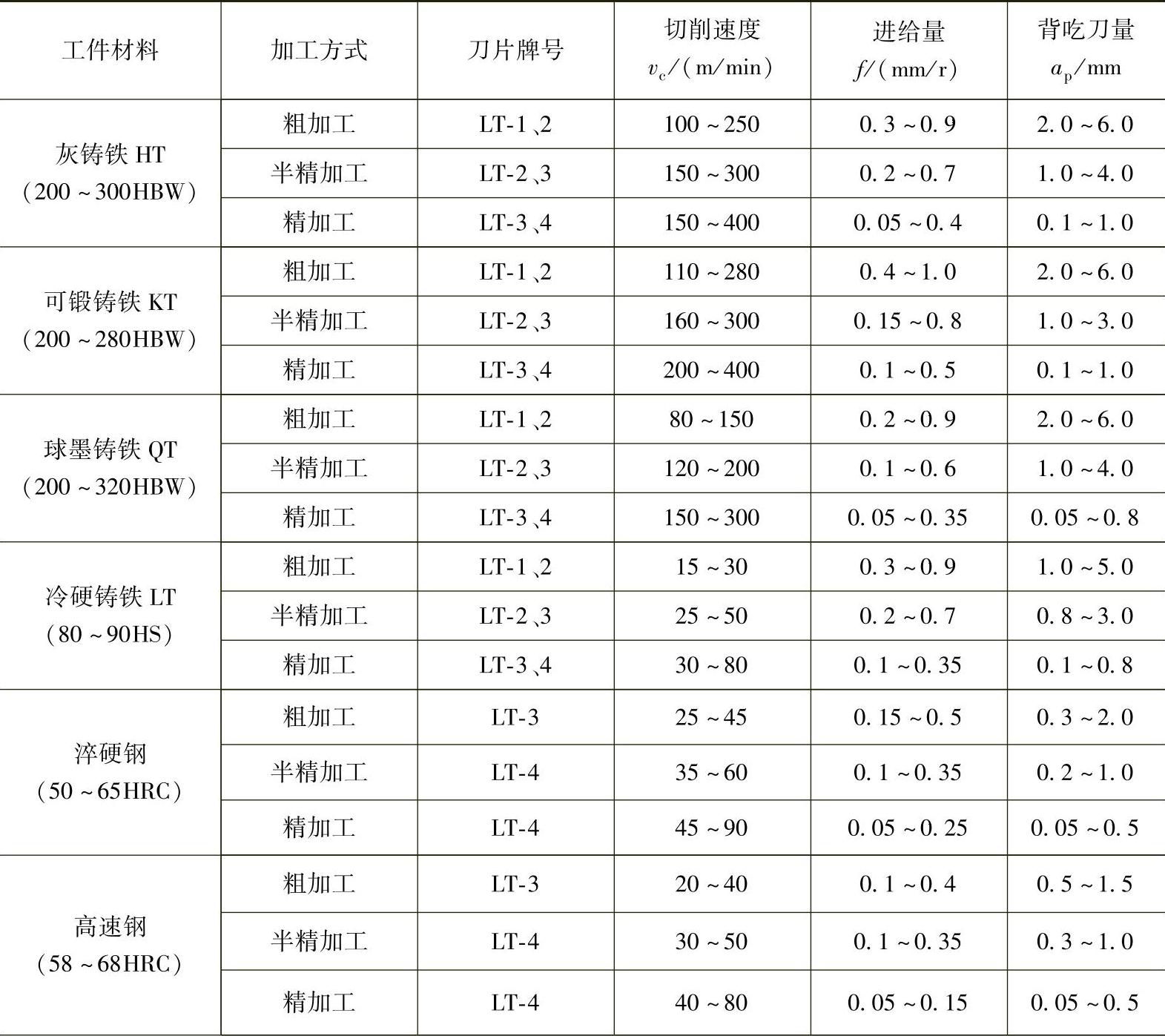
(续)
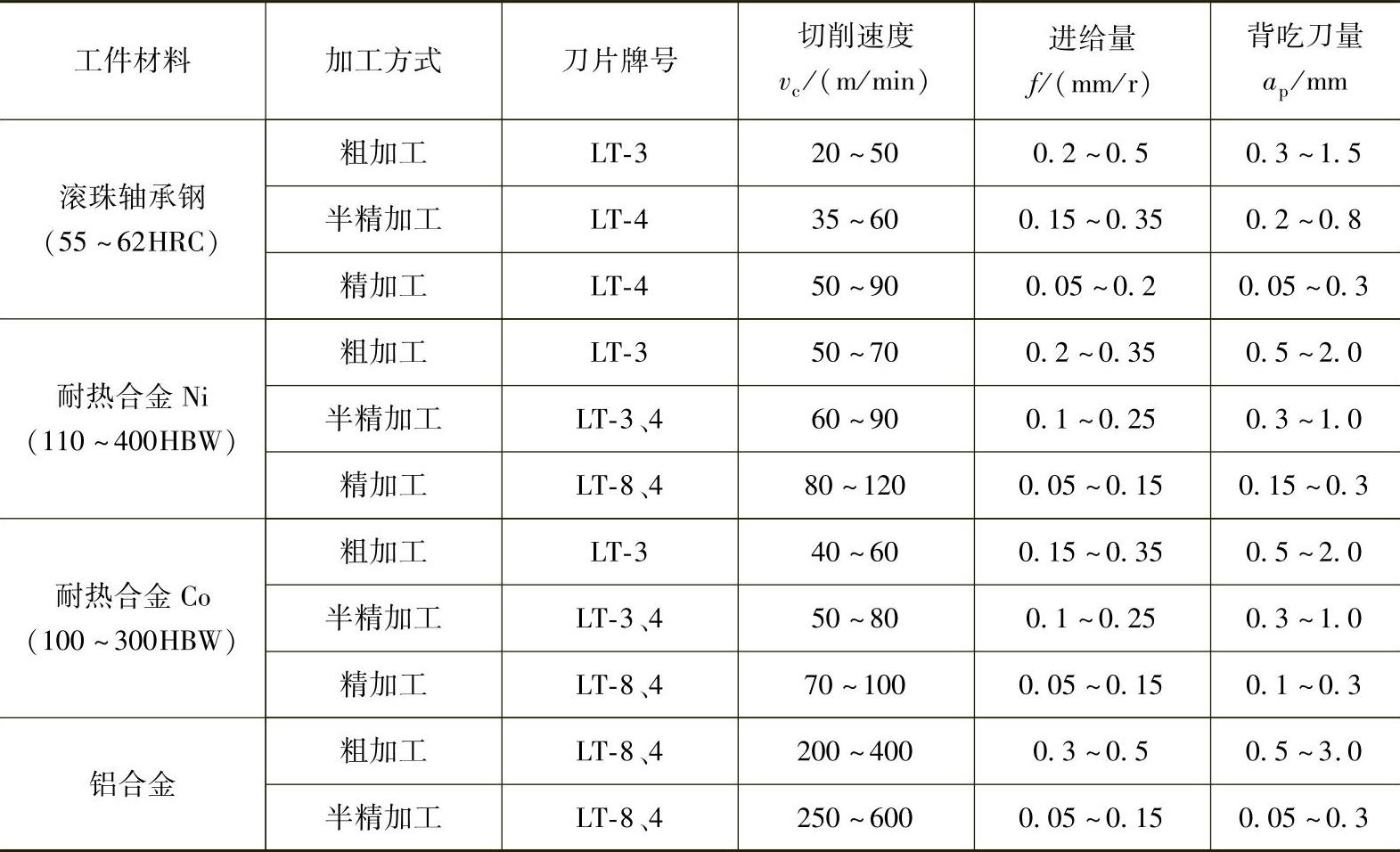
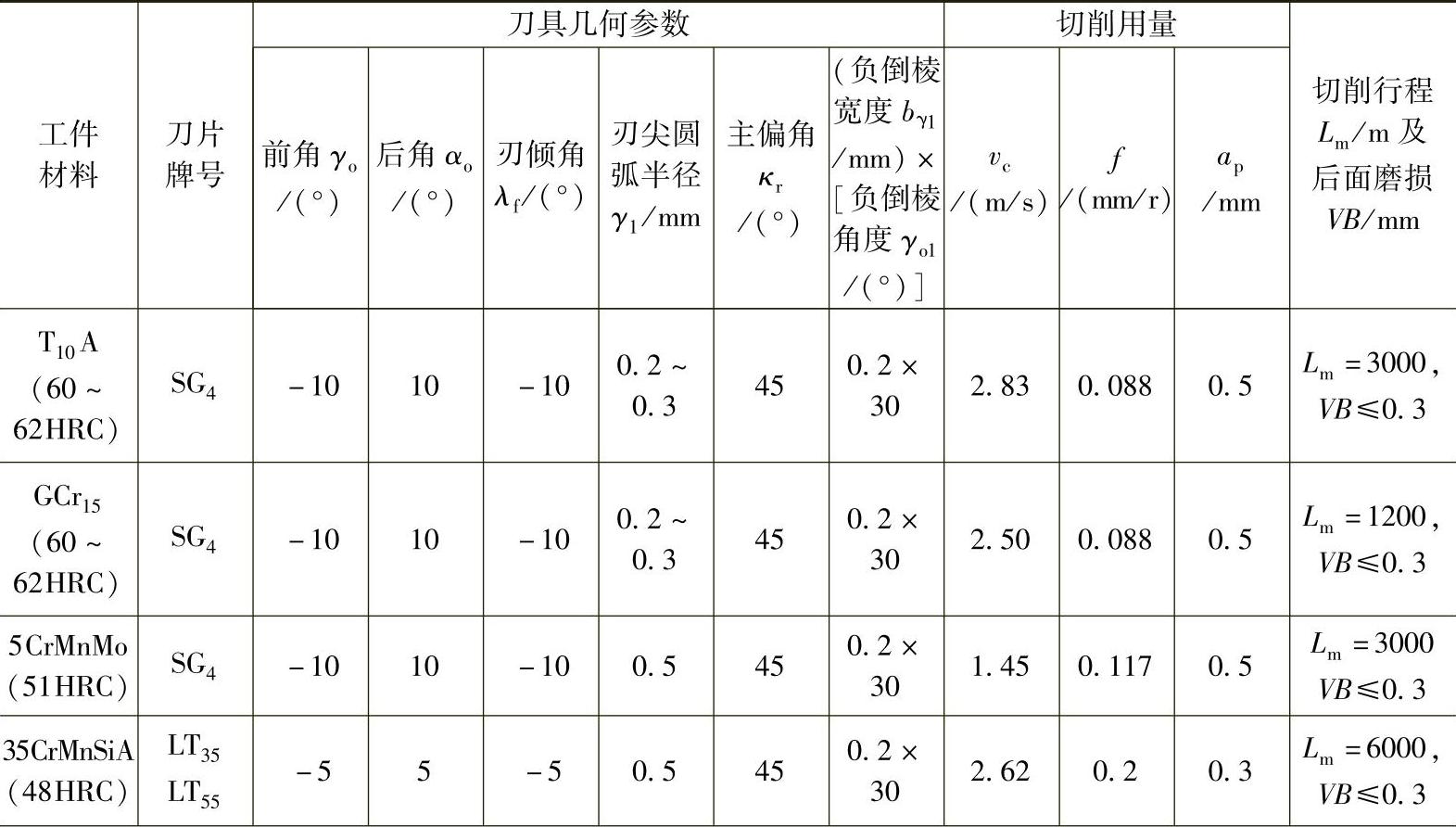
表5-78 几种国产陶瓷刀片加工不同材料时适宜的几何参数和切削用量
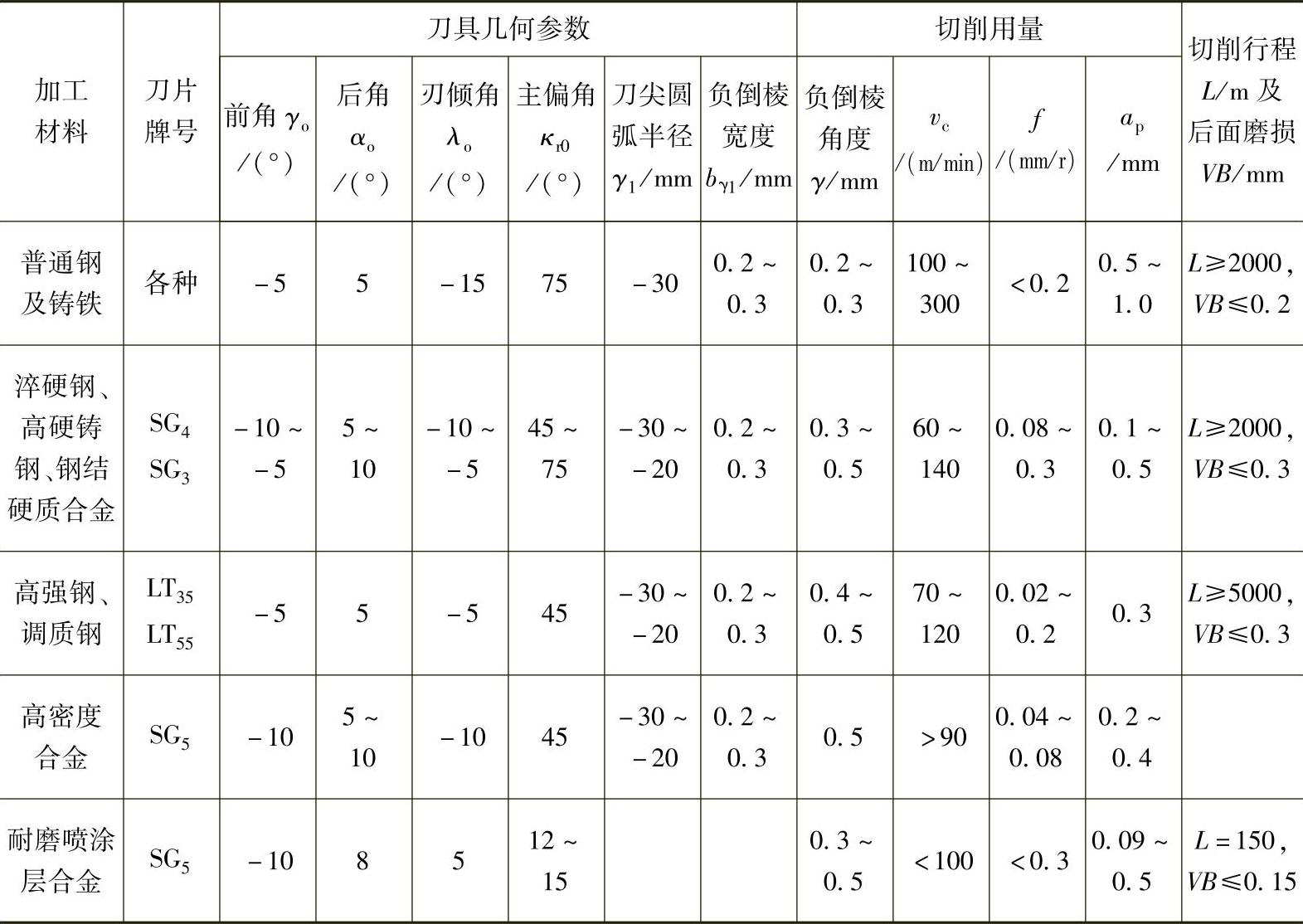
注:在断续切削时,为减少刀具破损,γ值增大至1.2~2mm。
表5-79 中国株钻公司陶瓷刀具的推荐切削参数
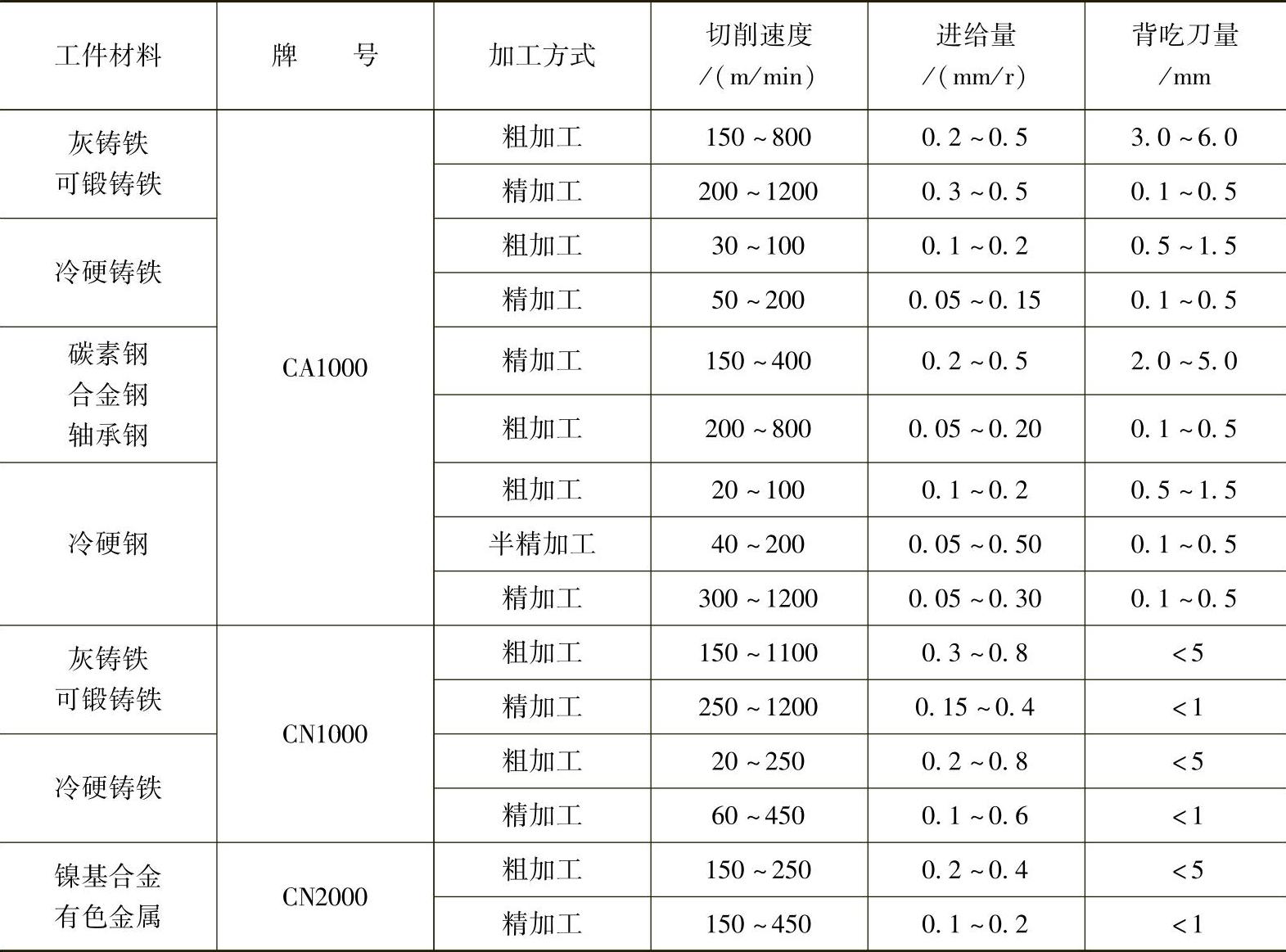
表5-80 美国万耐特(Valenite)陶瓷刀具的推荐车削参数
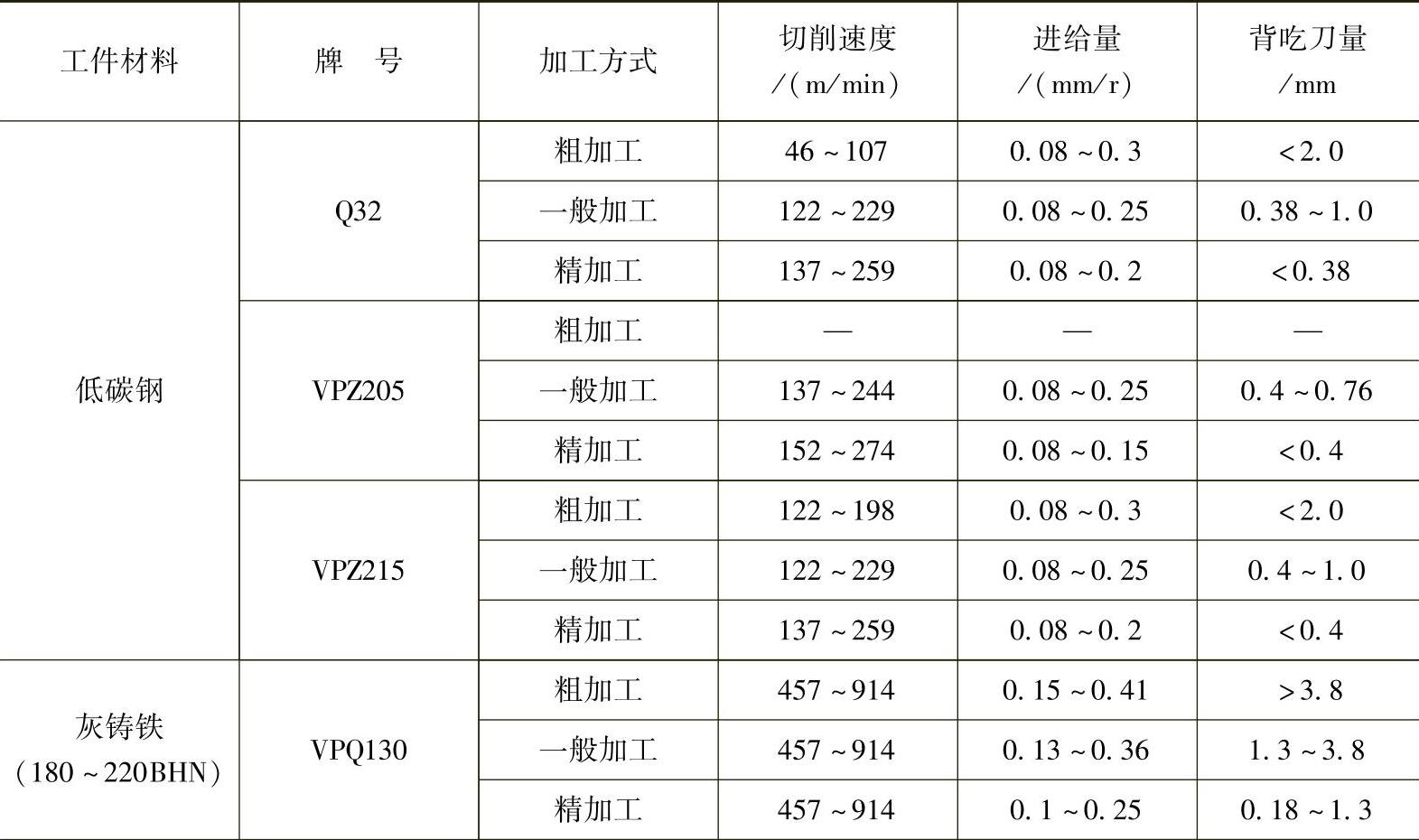
(续)
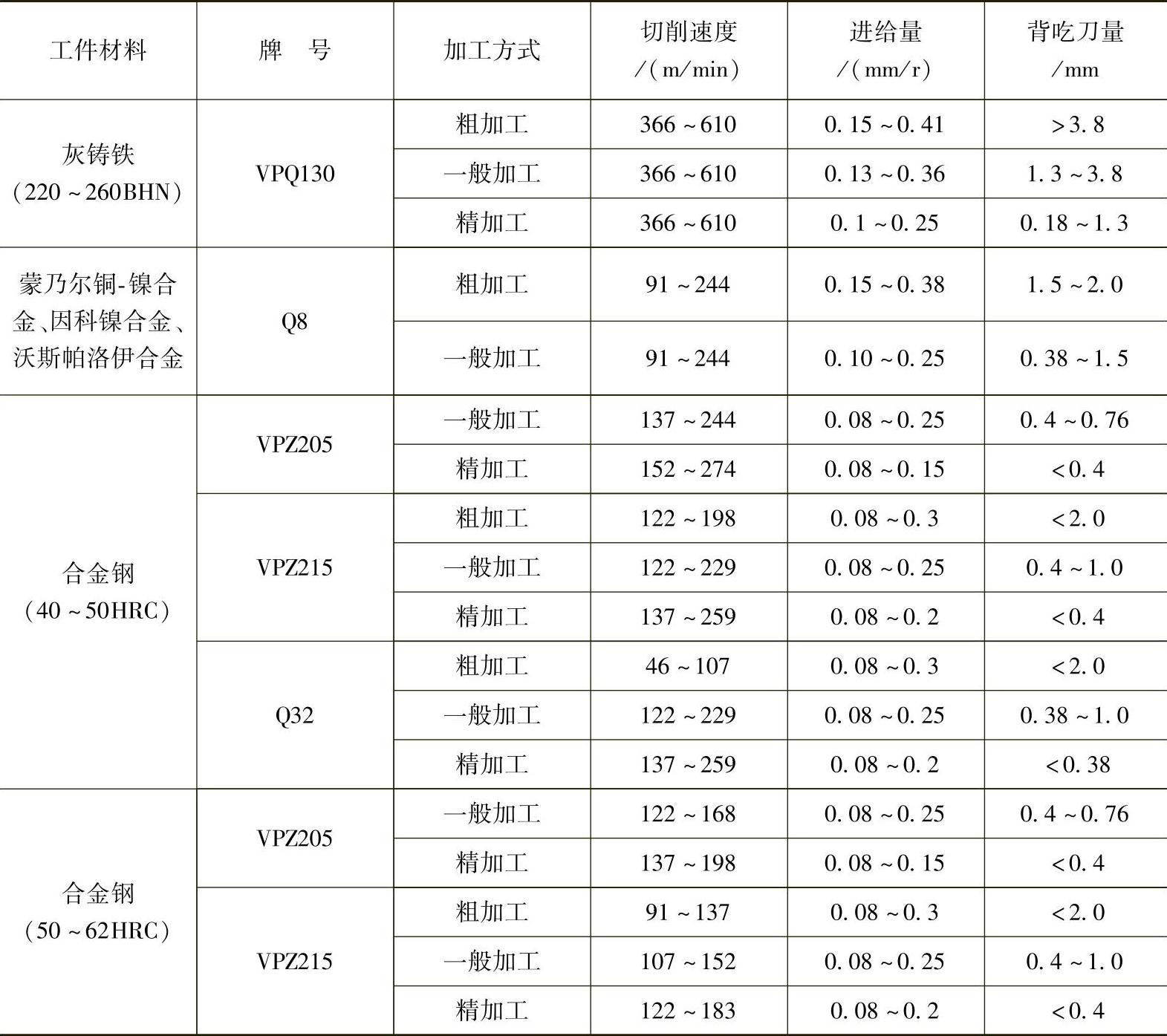
表5-81 美国Romay公司陶瓷刀具车削和镗削时的推荐切削参数
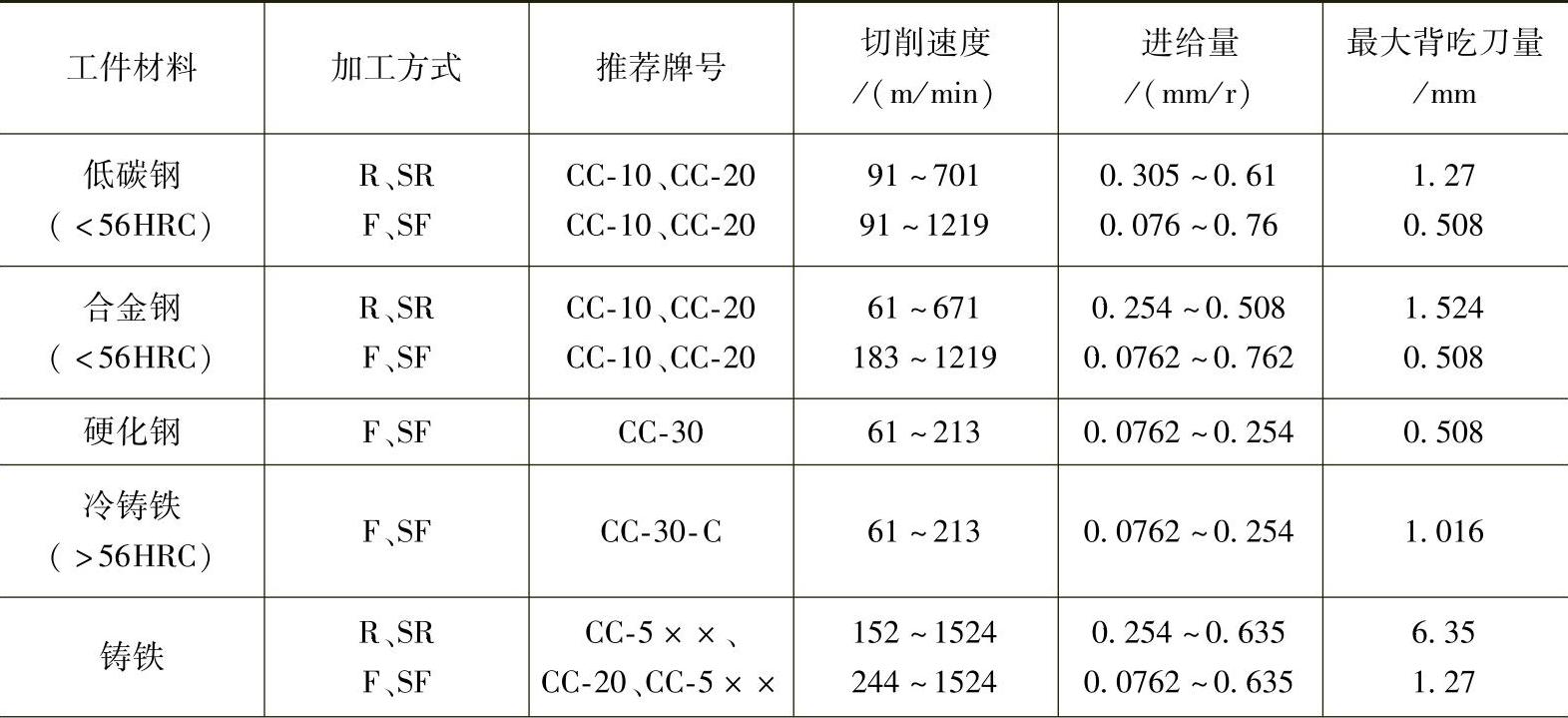
(续)
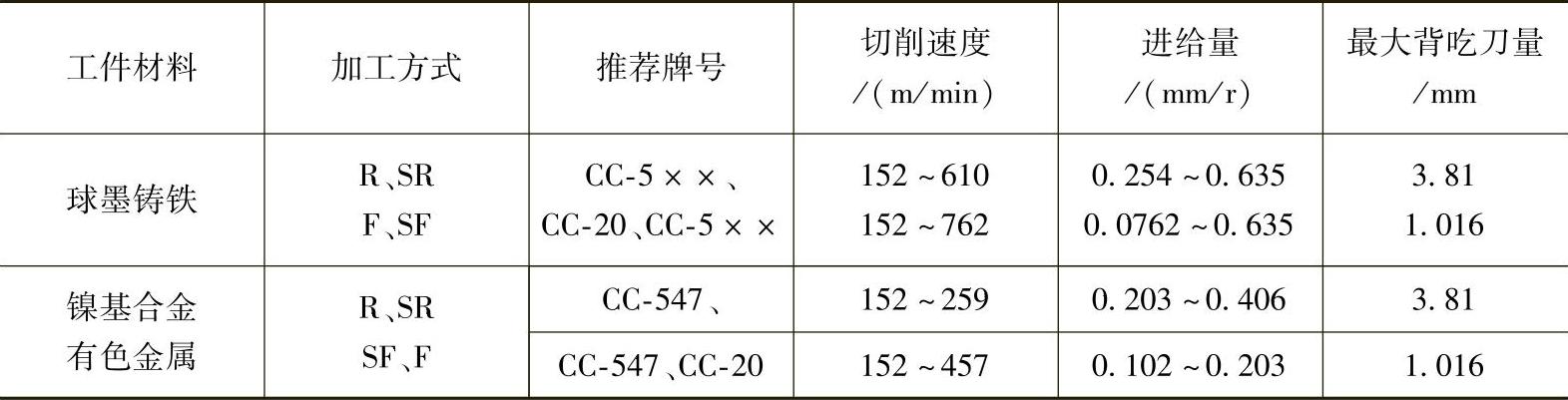
注:R:粗加工;SR:半粗加工;F:精加工;SF:半精加工。
表5-82 美国Romay公司陶瓷刀具铣削时的推荐切削参数
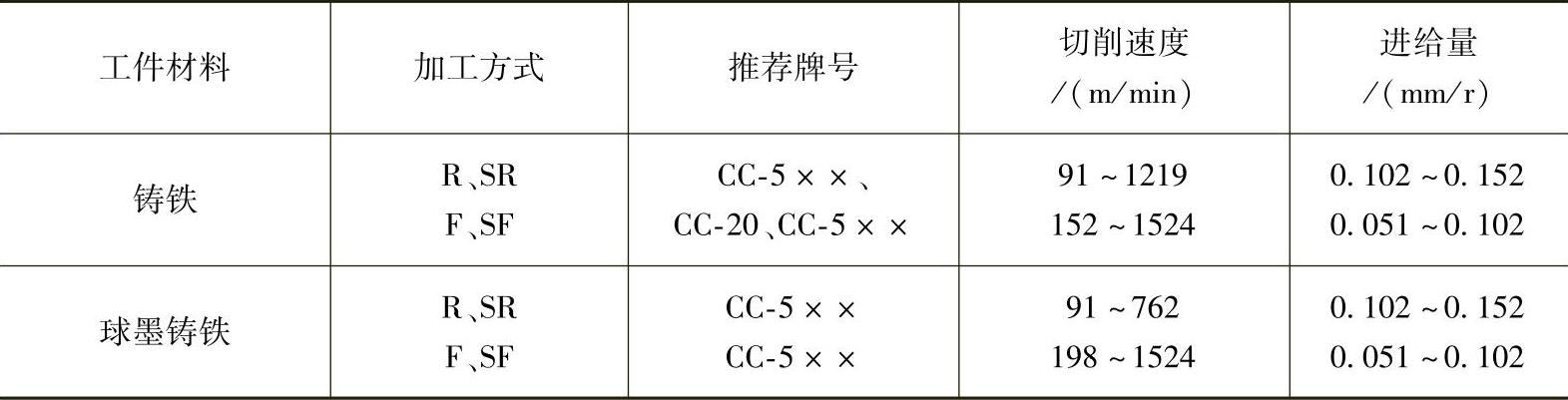
注:R:粗加工;SR:半粗加工;F:精加工;SF:半精加工。
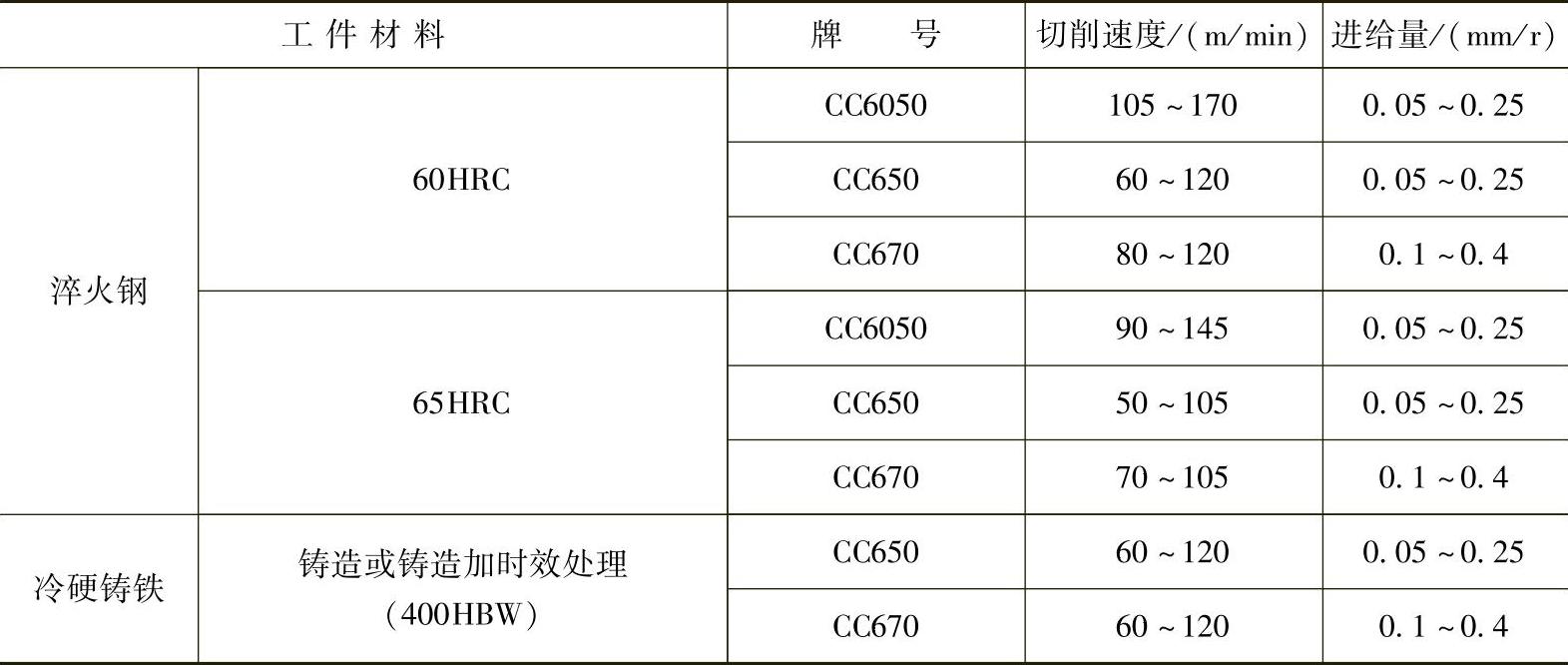
表5-83 瑞典山特维克可乐满(SandvikCoromant)公司陶瓷刀具牌号的推荐切削参数和牌号选择
(续)
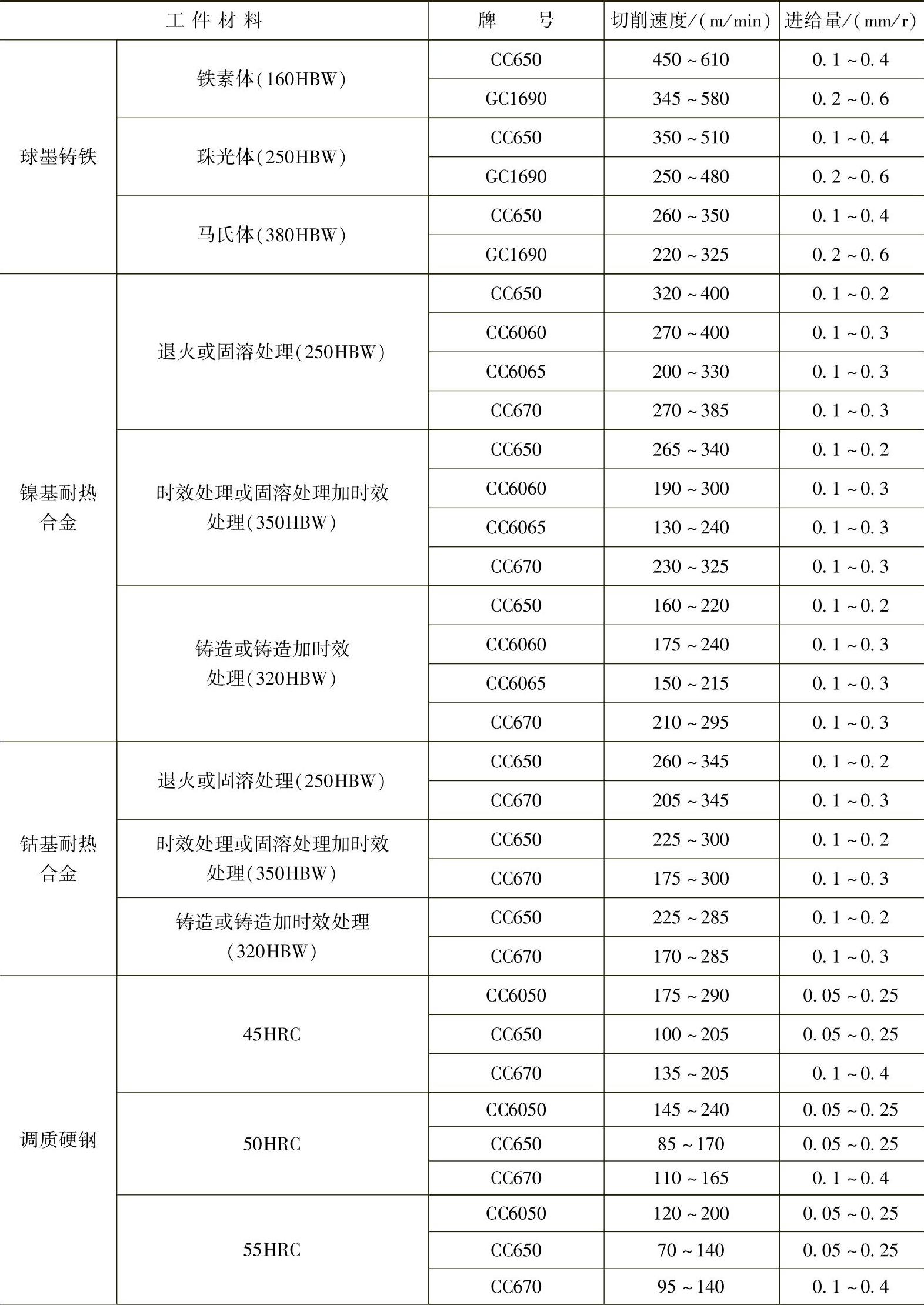
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
表5-84 瑞士斯特拉姆(Stellram)陶瓷刀具牌号推荐切削参数
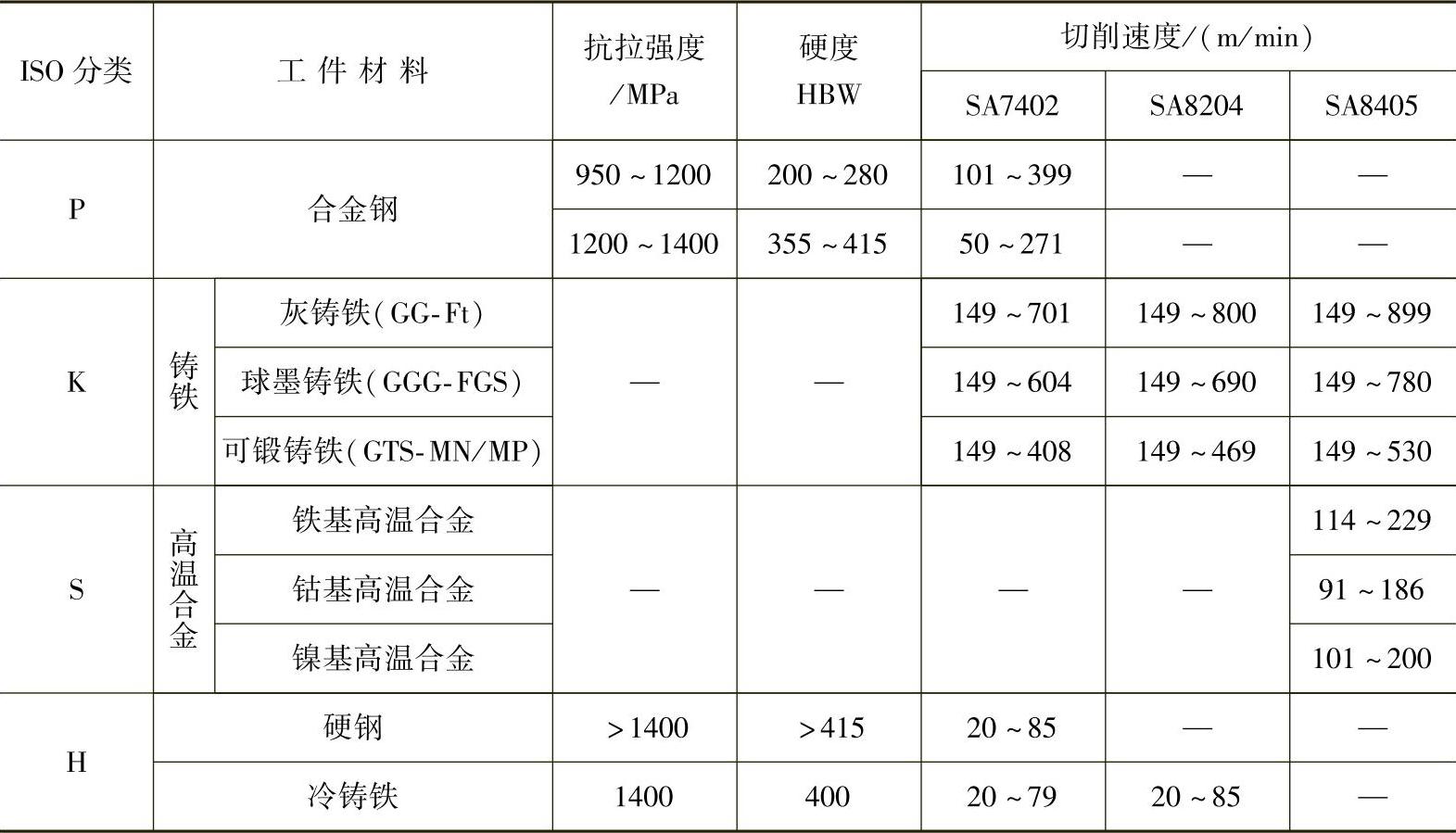
表5-85 荷兰Combidex公司陶瓷刀具推荐切削参数

(续)
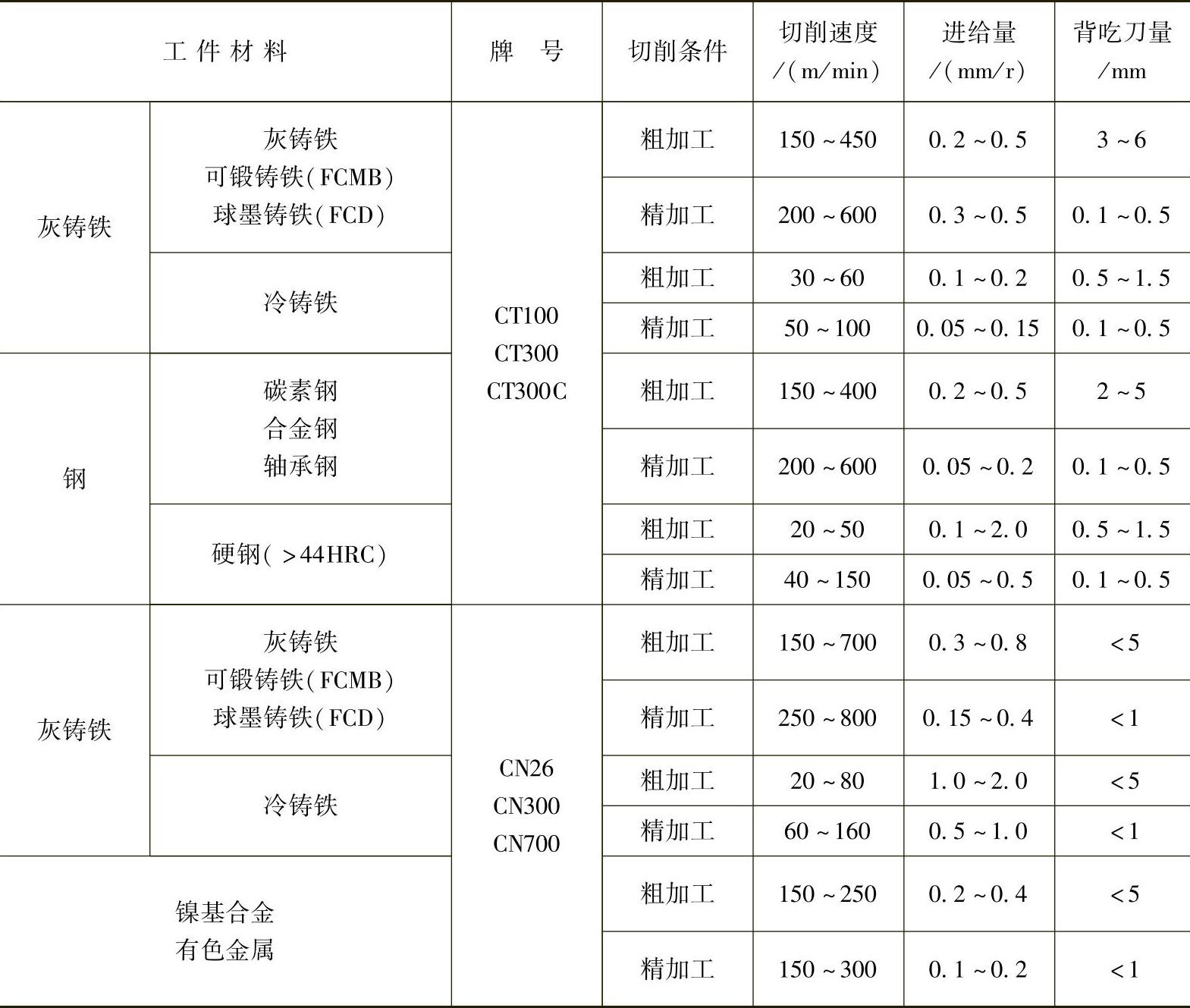
表5-86 加拿大Indexible陶瓷刀具各牌号的推荐切削参数
(续)
(续)
(续)
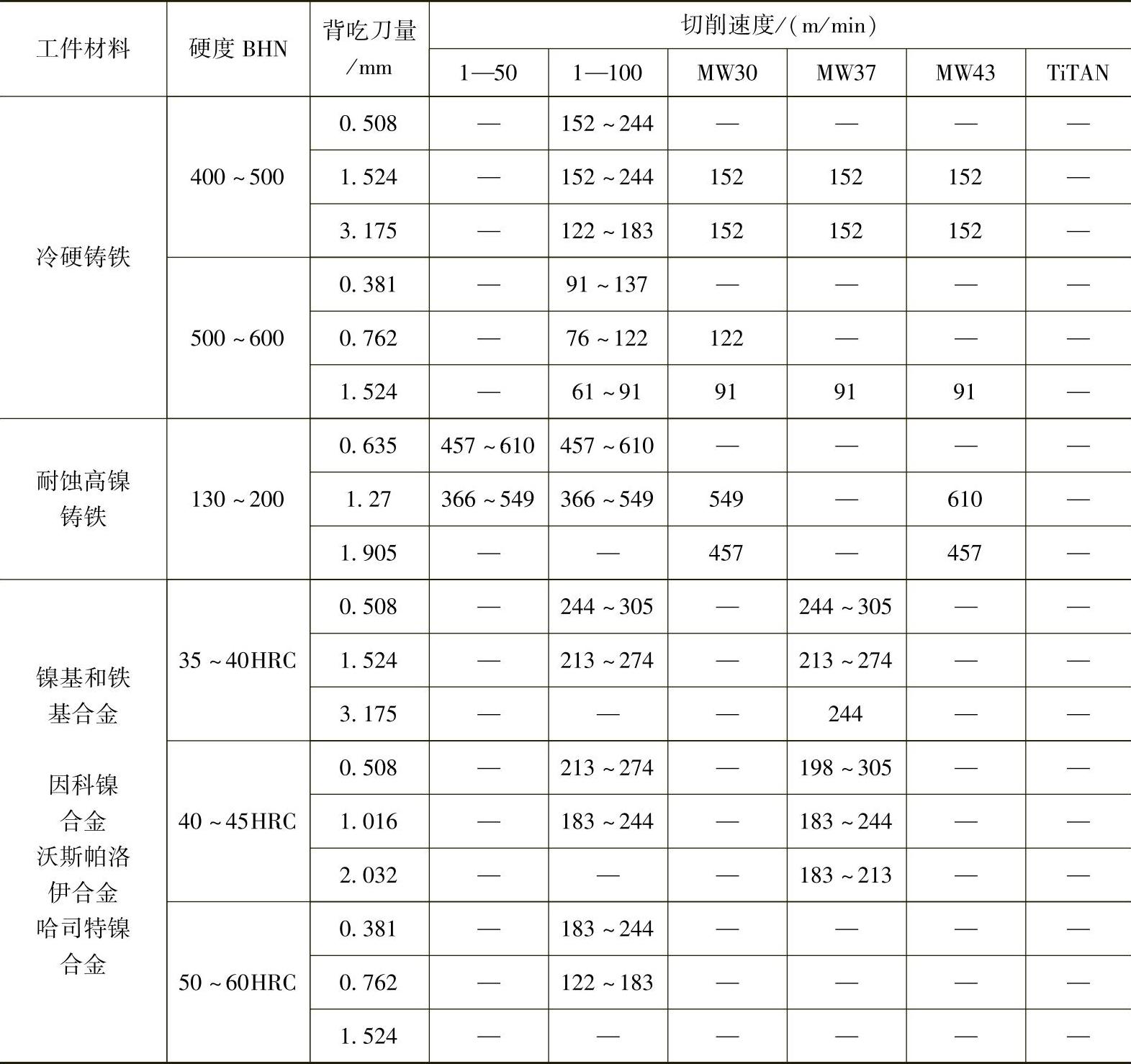
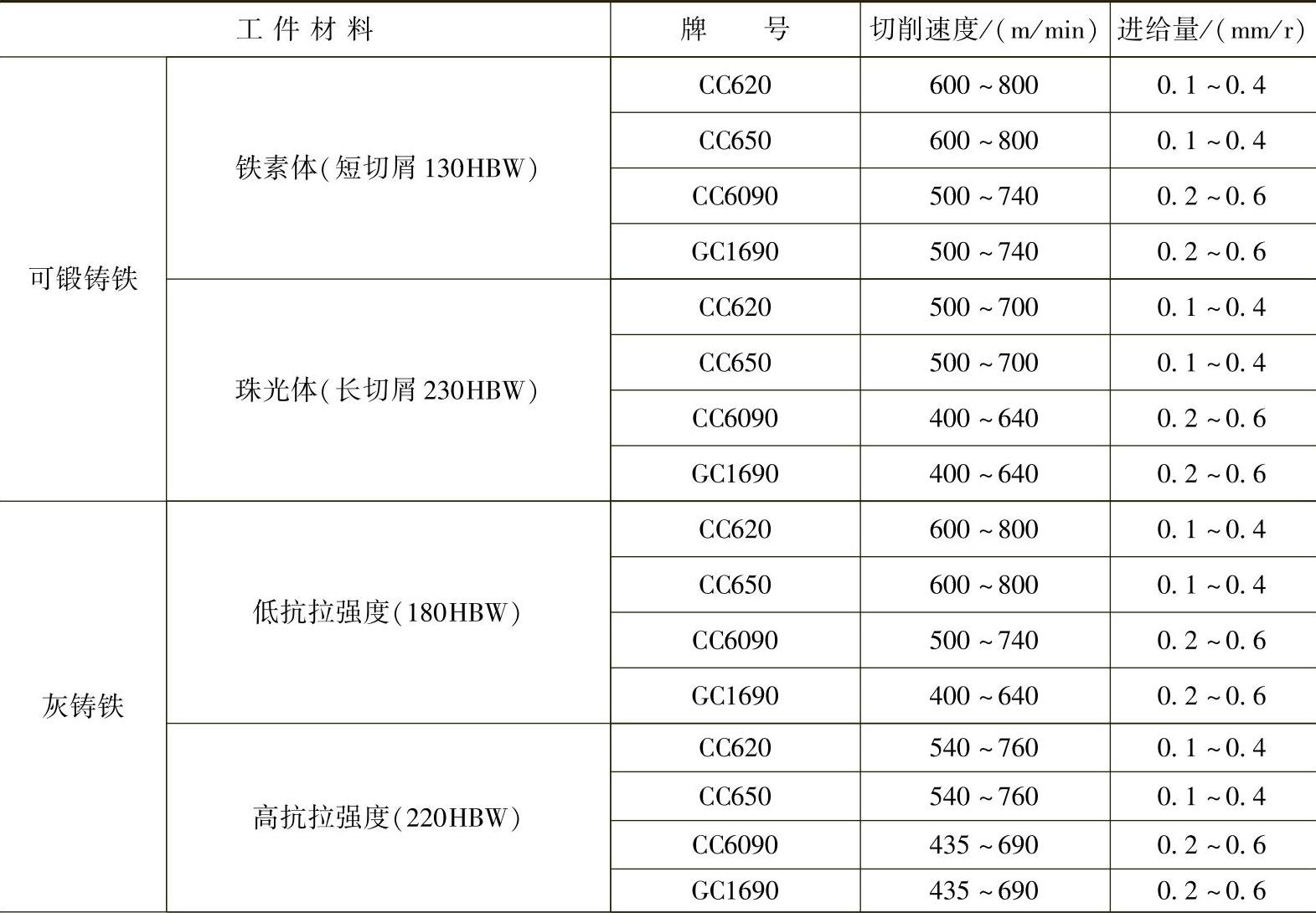
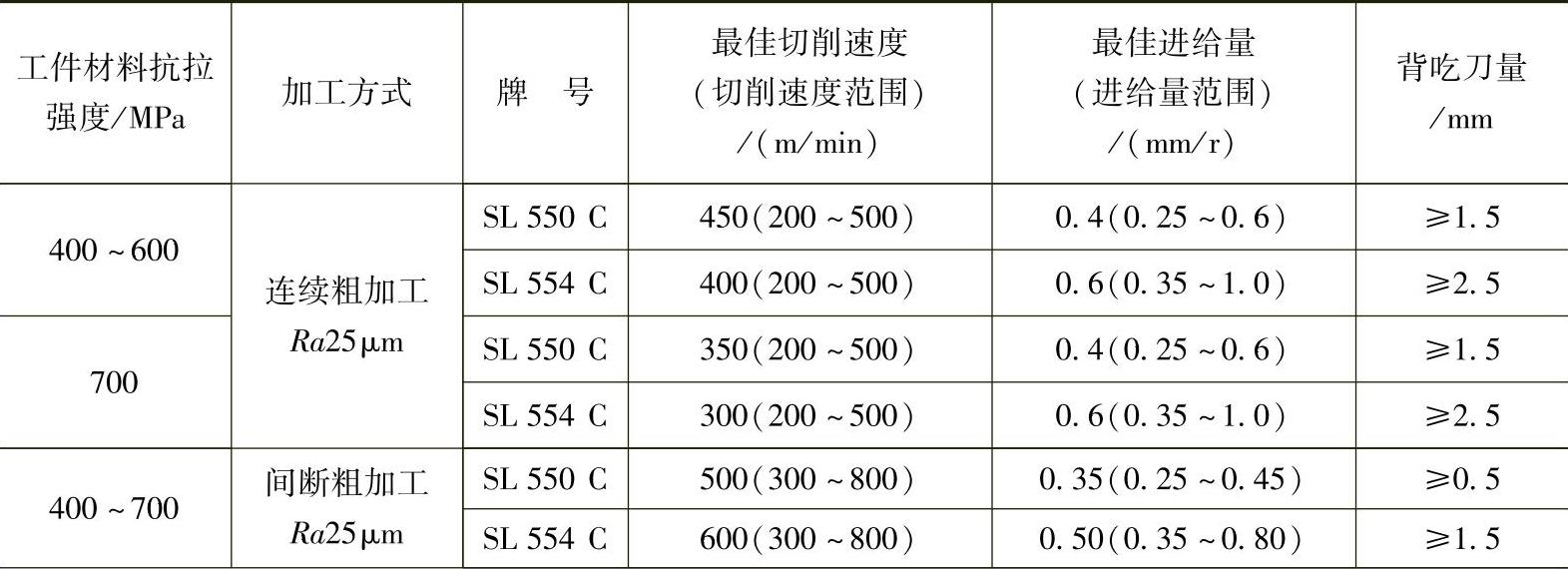
表5-87 德国赛琅泰克公司(CeramTeck)SPK陶瓷刀具切削灰铸铁的参考切削参数
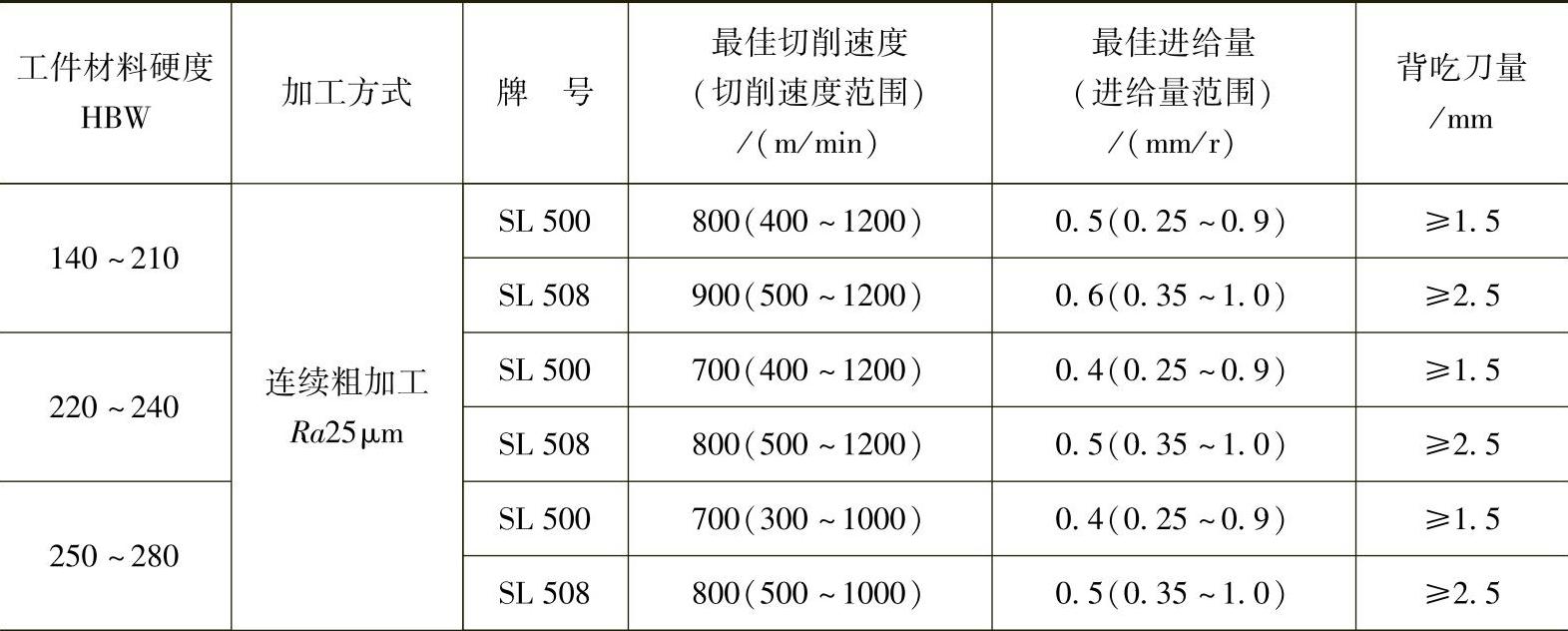
(续)
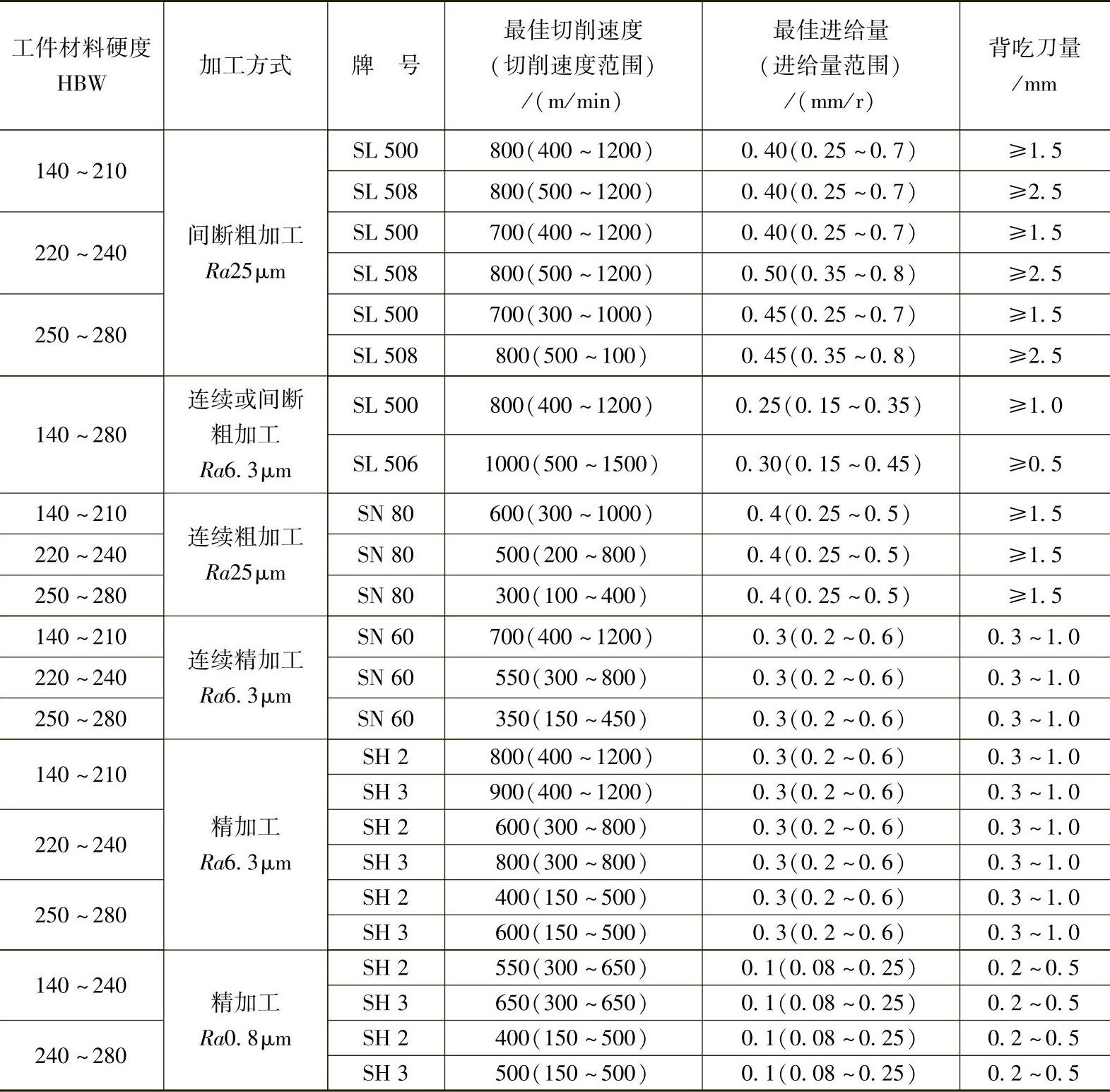
表5-88 德国赛琅泰克公司(CeramTeck)SPK陶瓷刀具切削球墨铸铁的参考切削参数
(续)

表5-89 德国赛琅泰克公司(CeramTeck)SPK陶瓷刀具切削冷硬铸铁的参考切削参数
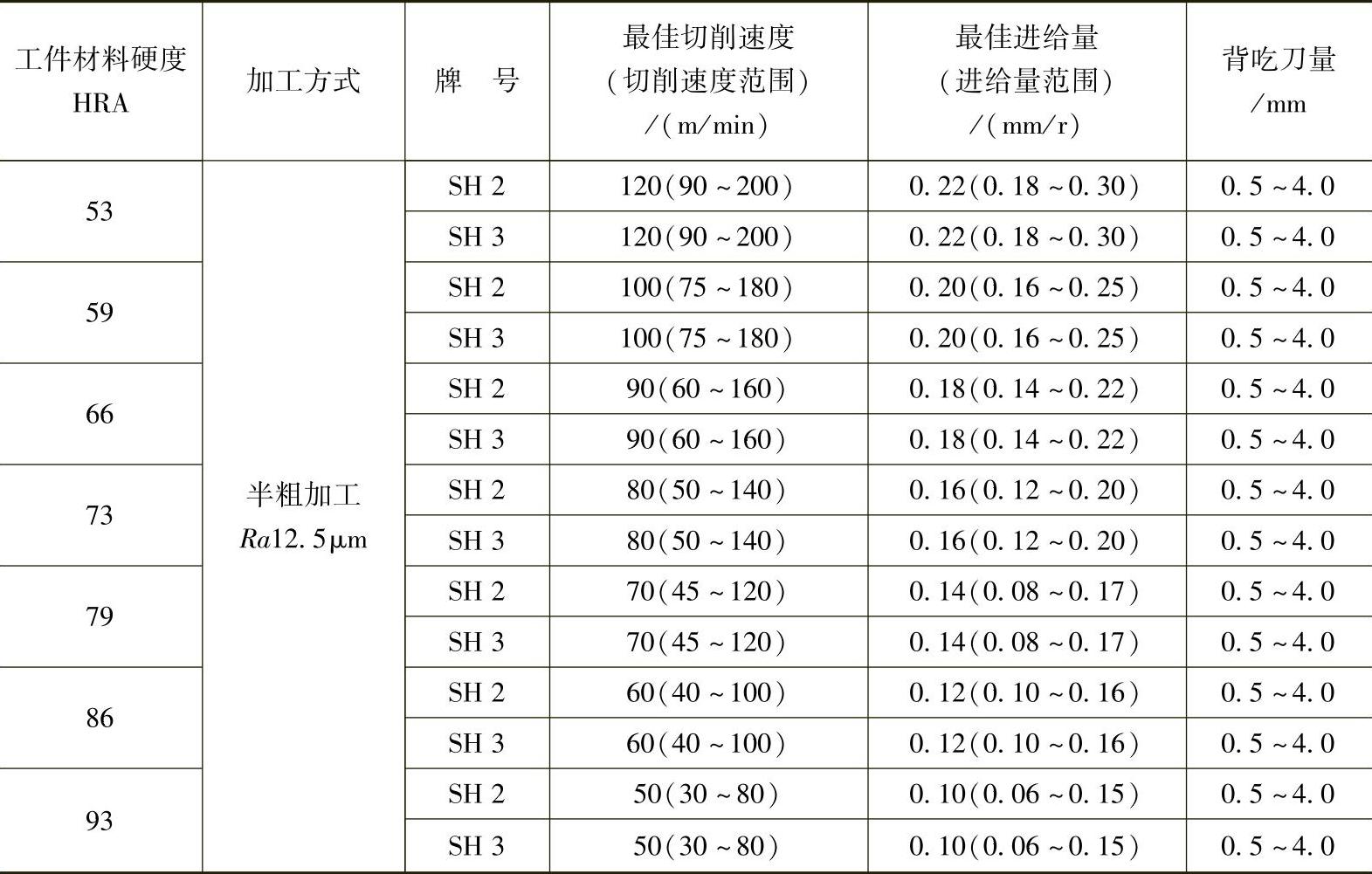
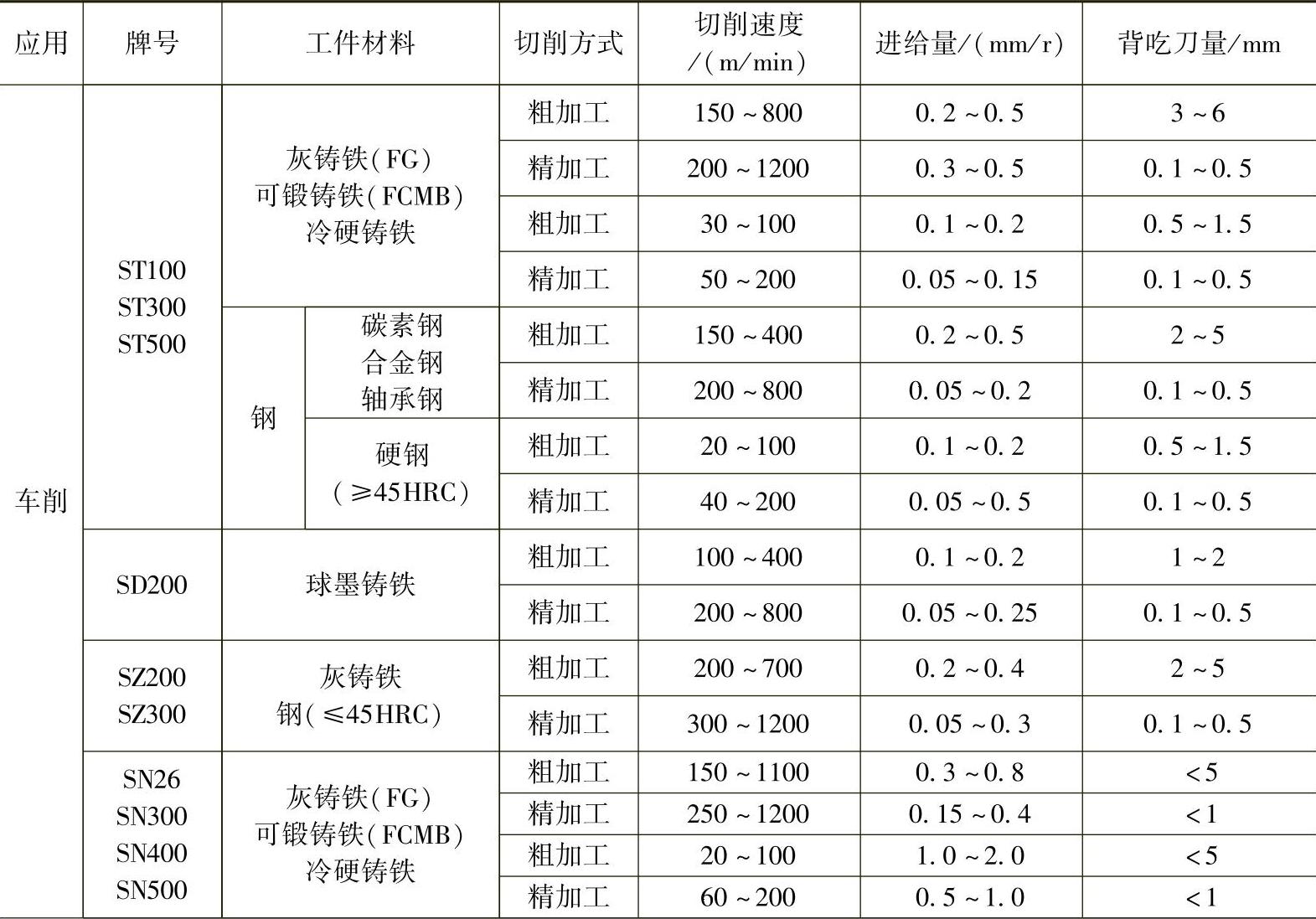
表5-90 日本特殊陶业公司陶瓷刀具各牌号的切削参数
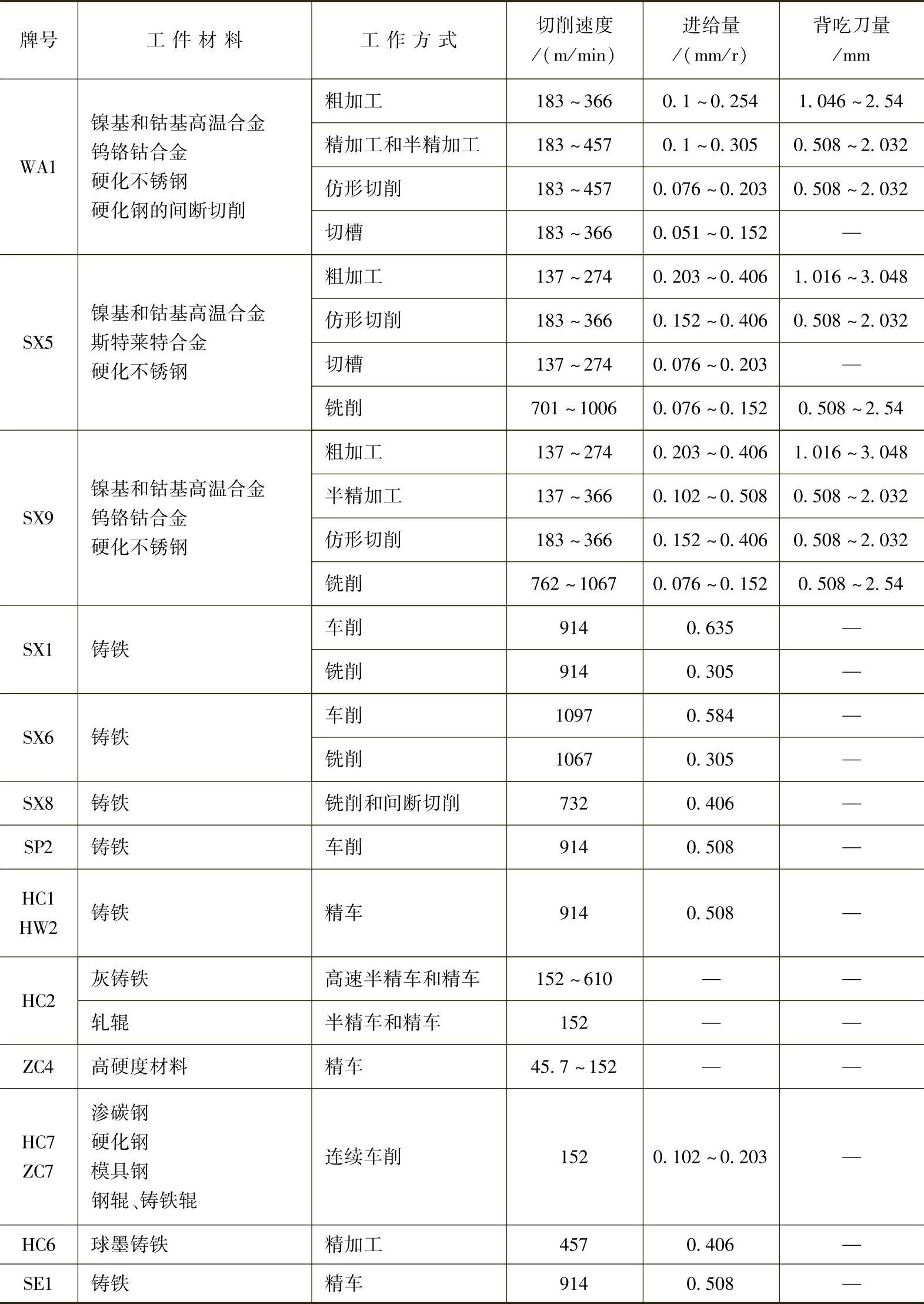
表5-91 日本住友电工陶瓷刀具各牌号的切削参数
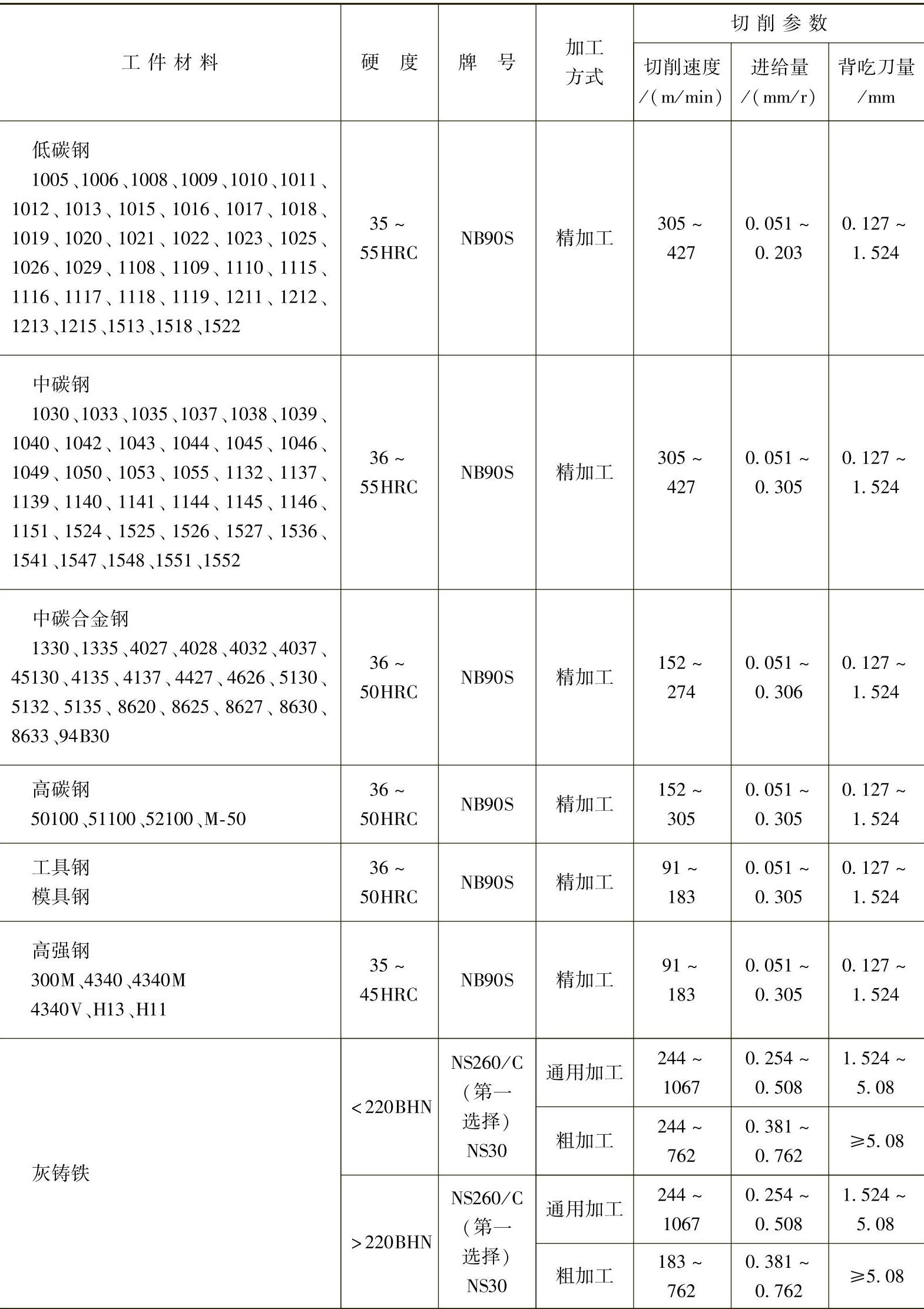
表5-92 韩国特固克(Taegutec)陶瓷刀具各牌号的切削参数
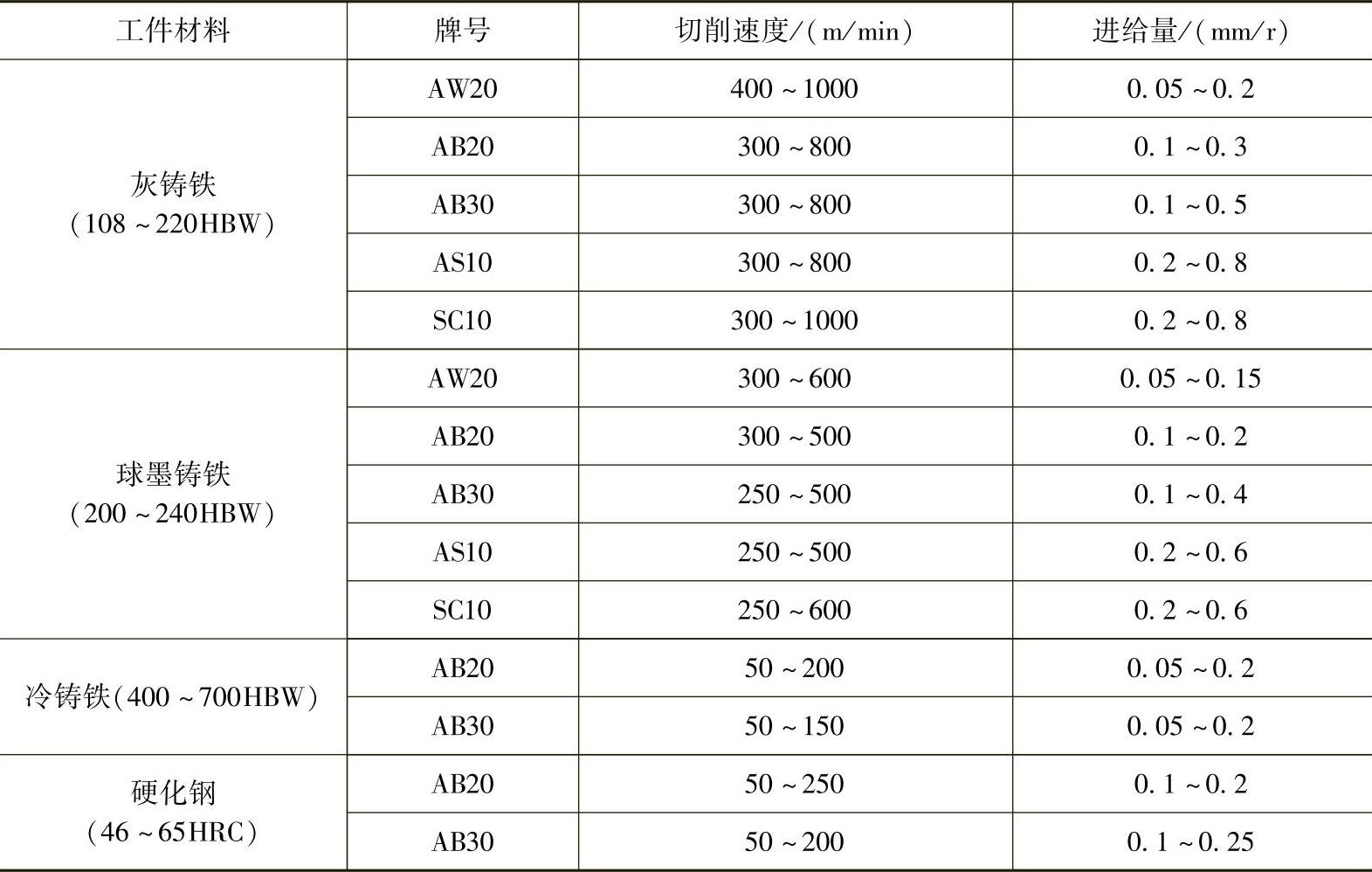
表5-93 韩国Ssangyong(Cerabit)陶瓷刀具的推荐切削参数
(续)

表5-94 韩国Kuksung公司陶瓷刀具切削参数
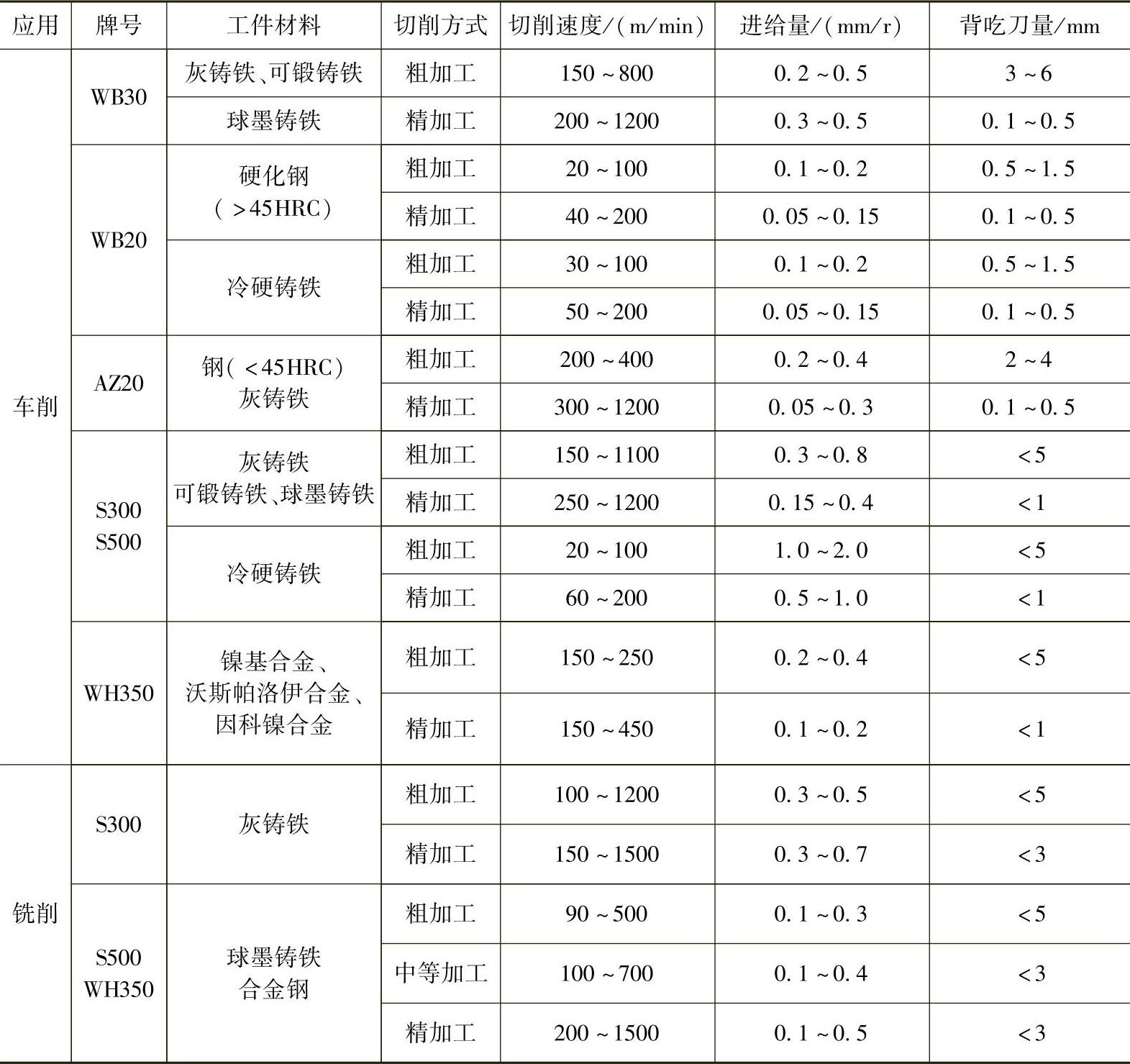
表5-95 清华紫光方大高技术陶瓷有限公司陶瓷刀具切削用量推荐值
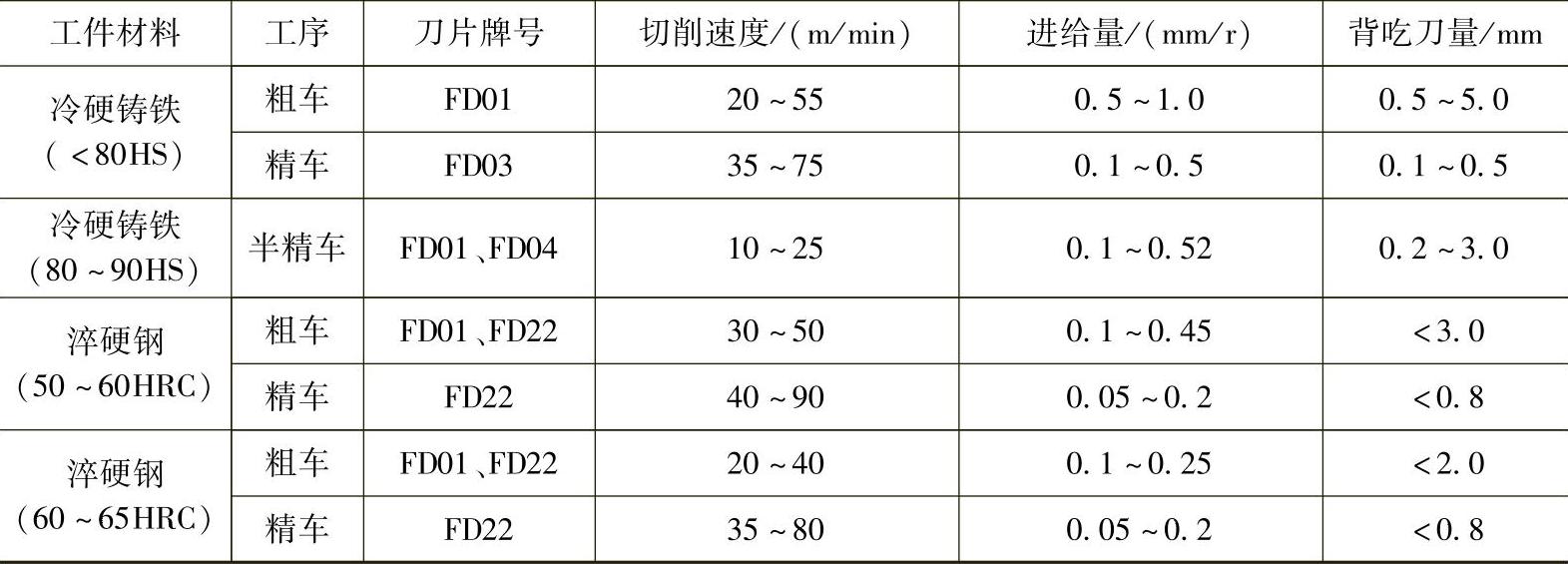
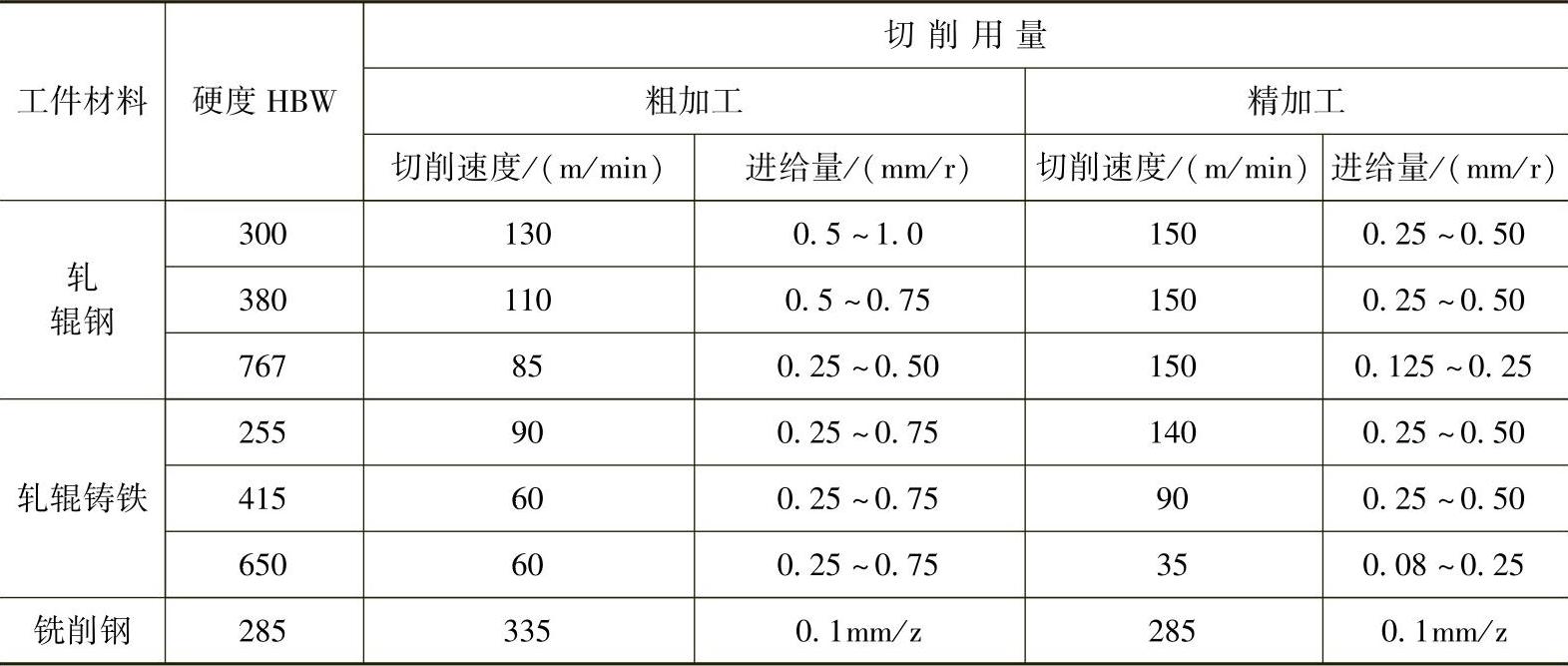
表5-96 热压Al2O3-TiC陶瓷刀具加工钢和铸铁时推荐的切削用量
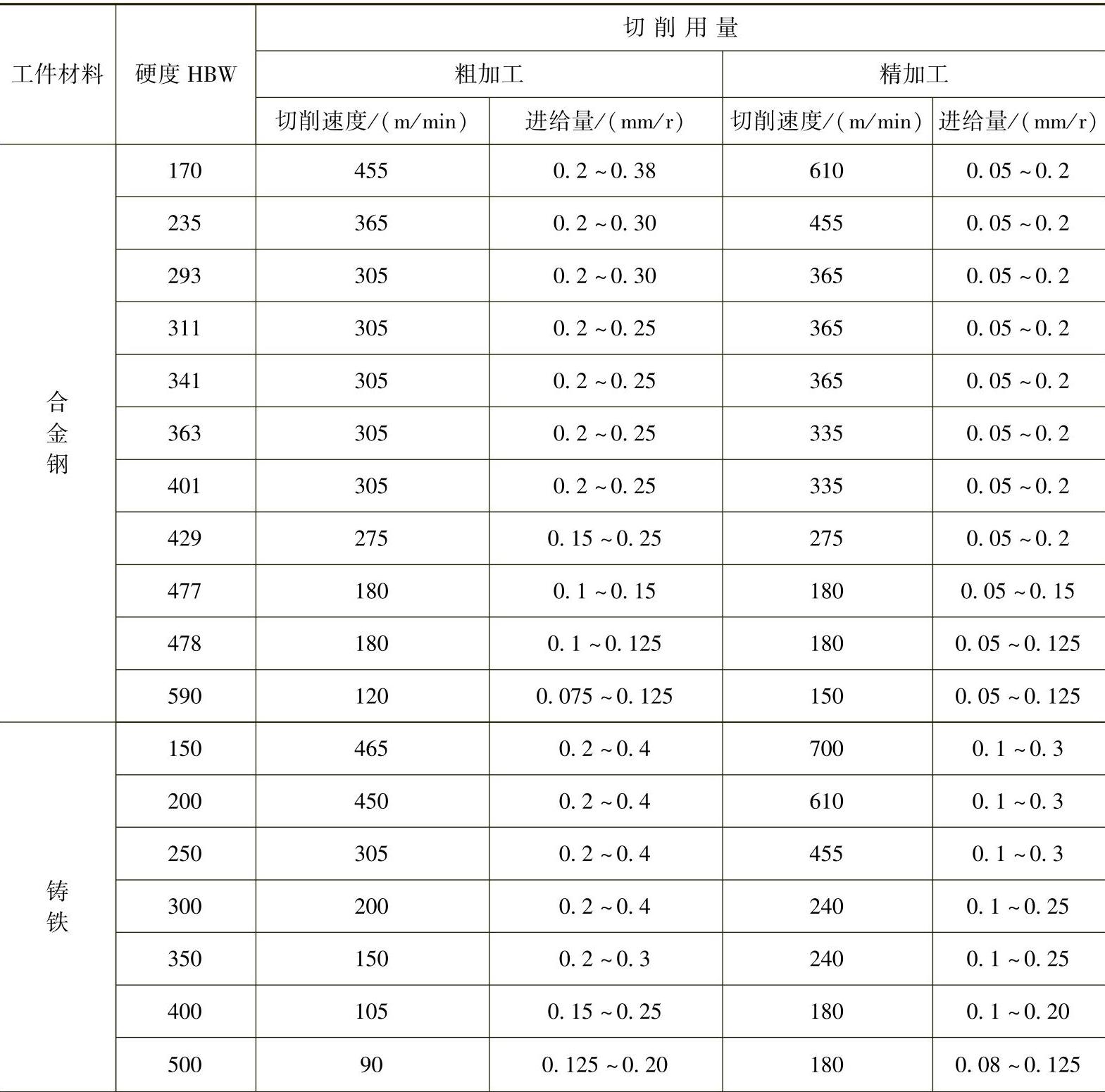
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。