



【摘要】:表3-74 槽铣刀和圆柱铣刀的几何参数表3-75 面铣刀的几何参数表3-76 热固性塑料与层压塑料的铣削用量范围表3-77所示为加工热固性塑料与层压塑料的钻头角度。表3-78 硬质合金刀具钻削热固性塑料和层压塑料的推荐切削用量注:塑料加工用钻头的磨钝标准,在外缘后面上磨损量0.12~0.25mm,加上表面质量稳定;若工件质量要求不高且塑料材料耐热温度较高时,可将磨钝标准增大到0.35~0.45mm。表3-79 部分工程塑料的推荐车削用量及条件
车刀材料可以是高速钢、硬质合金、金刚石、金刚石涂层等。常用工程塑料切削刀具的推荐几何参数见表3-73~表3-79。
表3-73 部分塑料加工用硬质合金的推荐几何参数
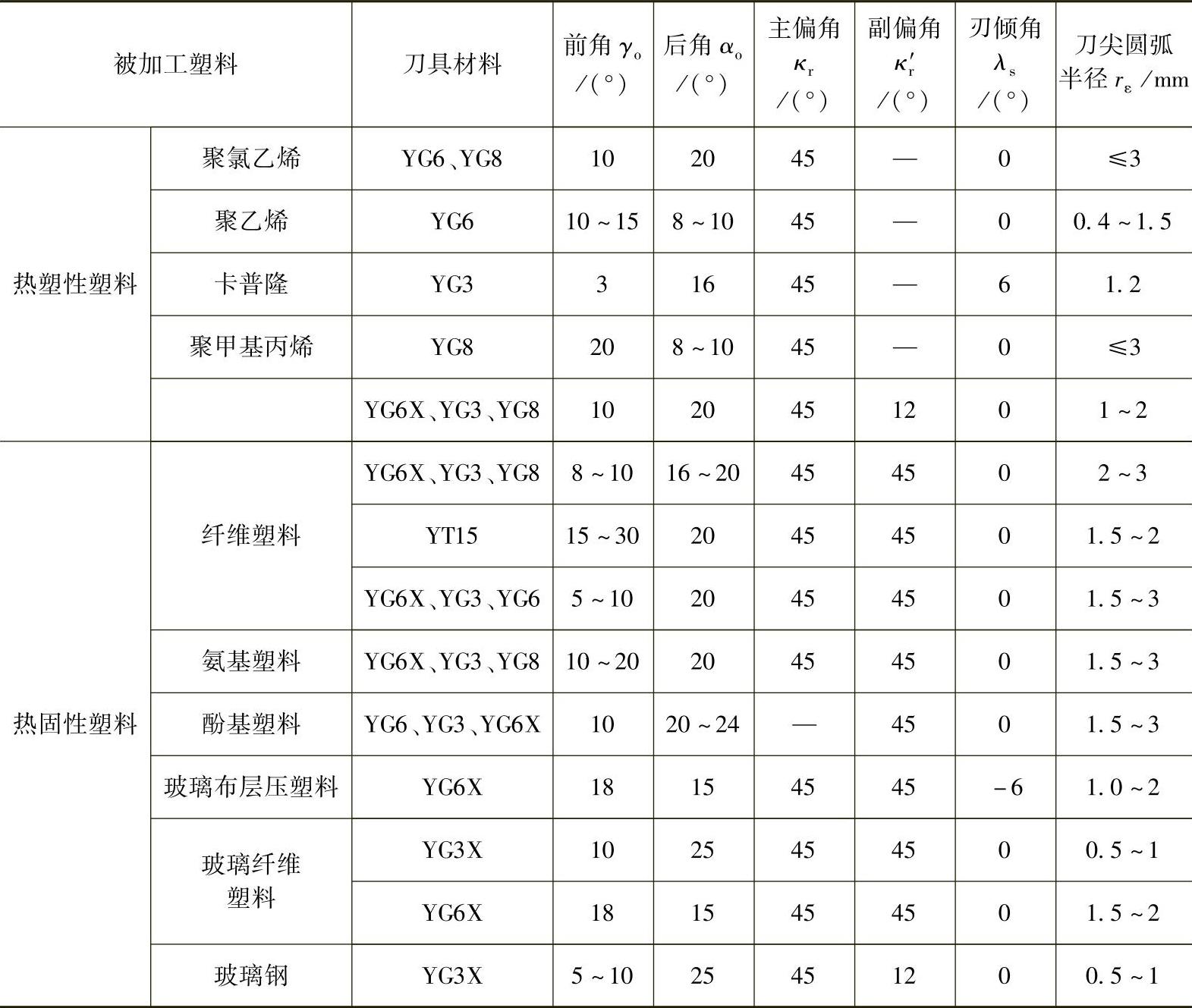
注:加工刚性差的零件,主偏角可取90°;粗车热塑性塑料时,因背吃刀量、切削力较大,为提高刀头强度,前角取0°~10°。
表3-74 槽铣刀和圆柱铣刀的几何参数
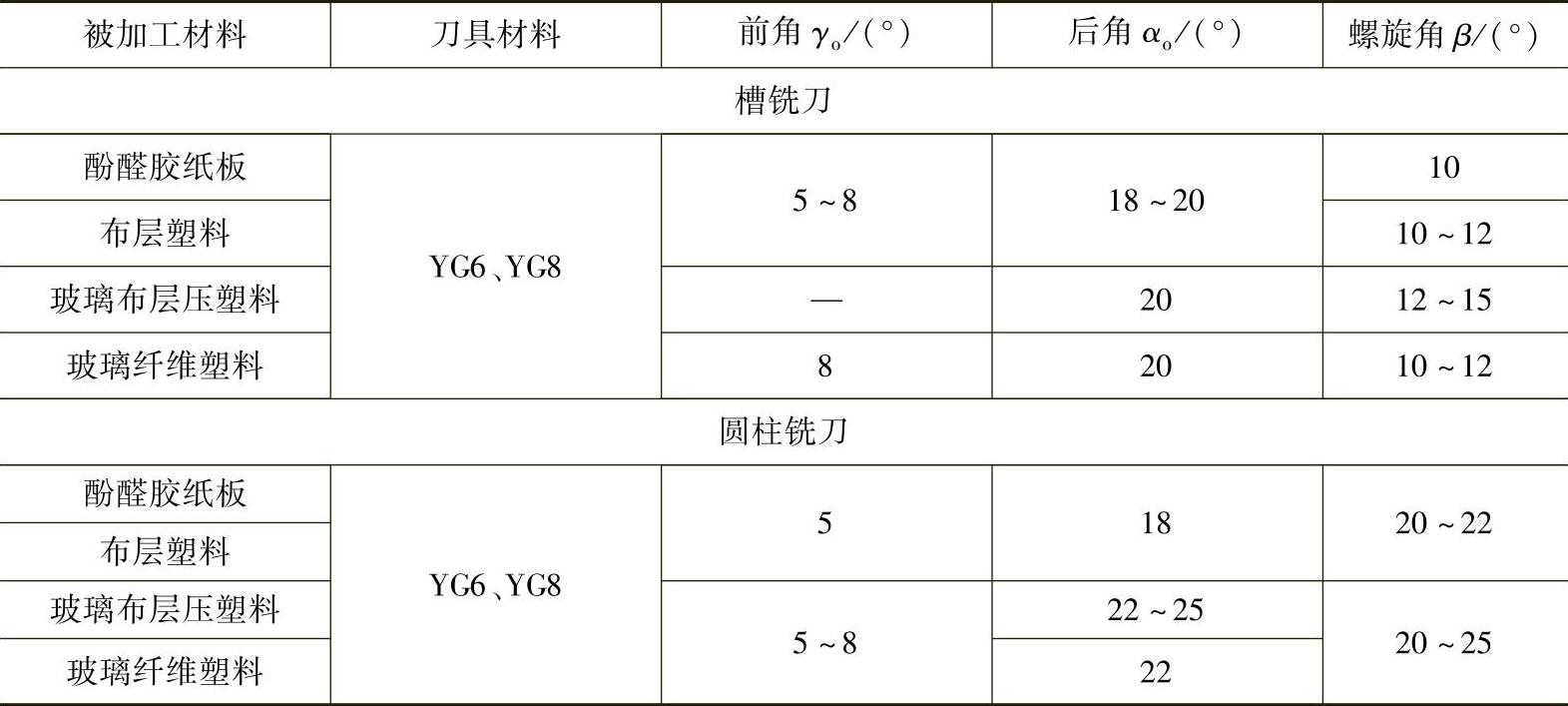
表3-75 面铣刀的几何参数
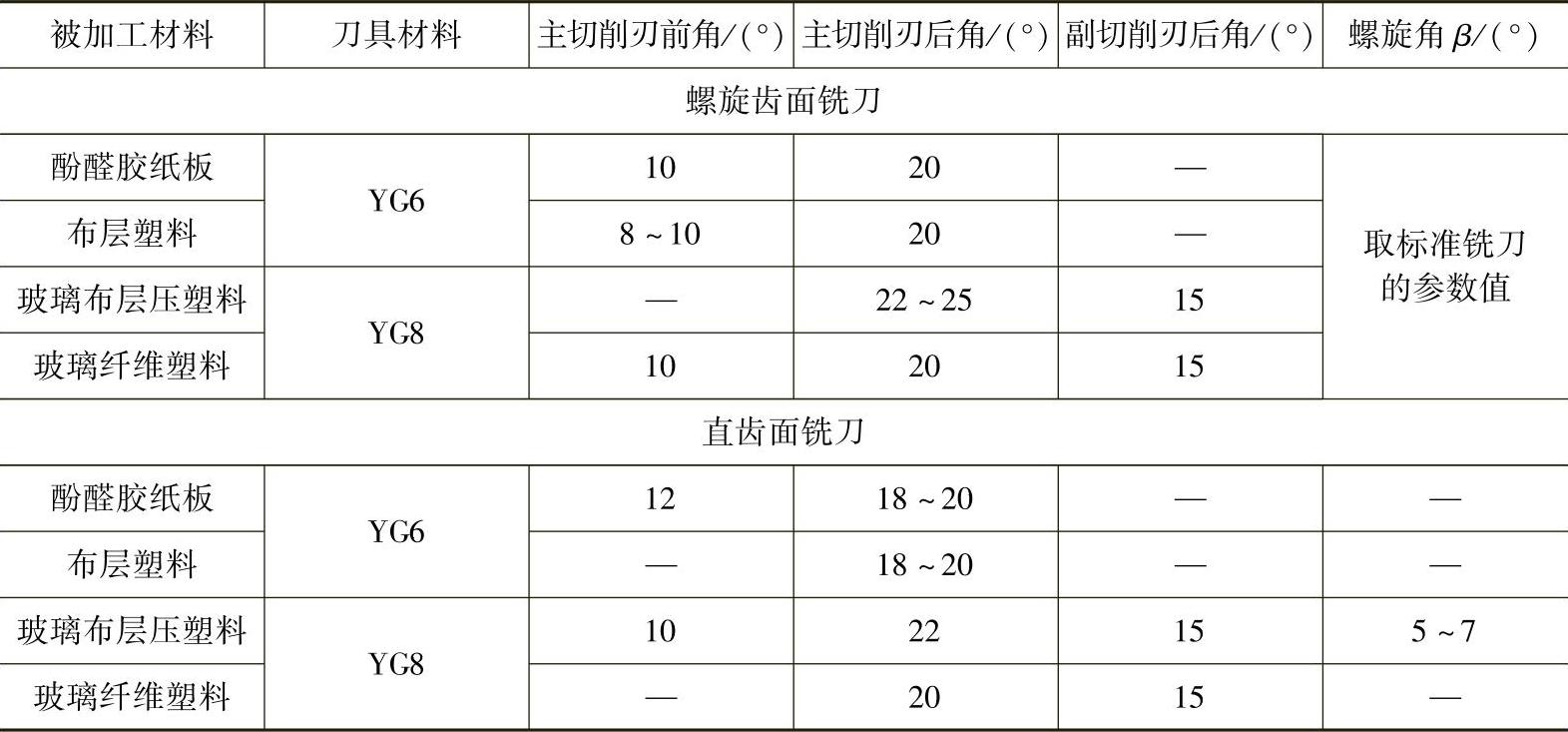
表3-76 热固性塑料与层压塑料的铣削用量范围
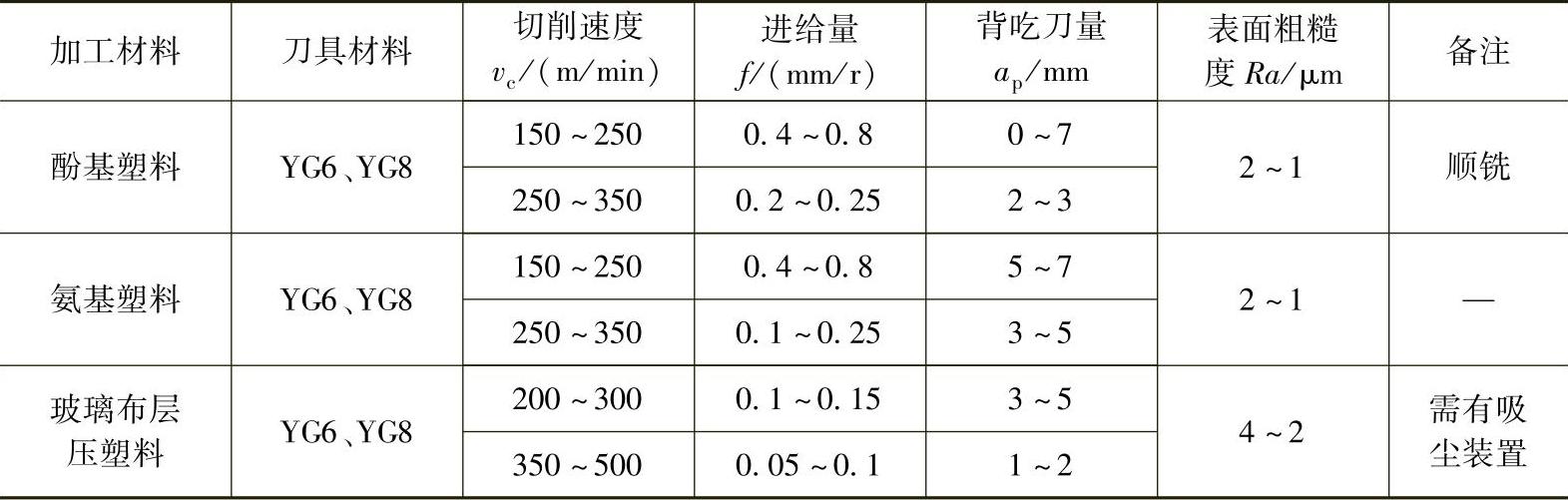
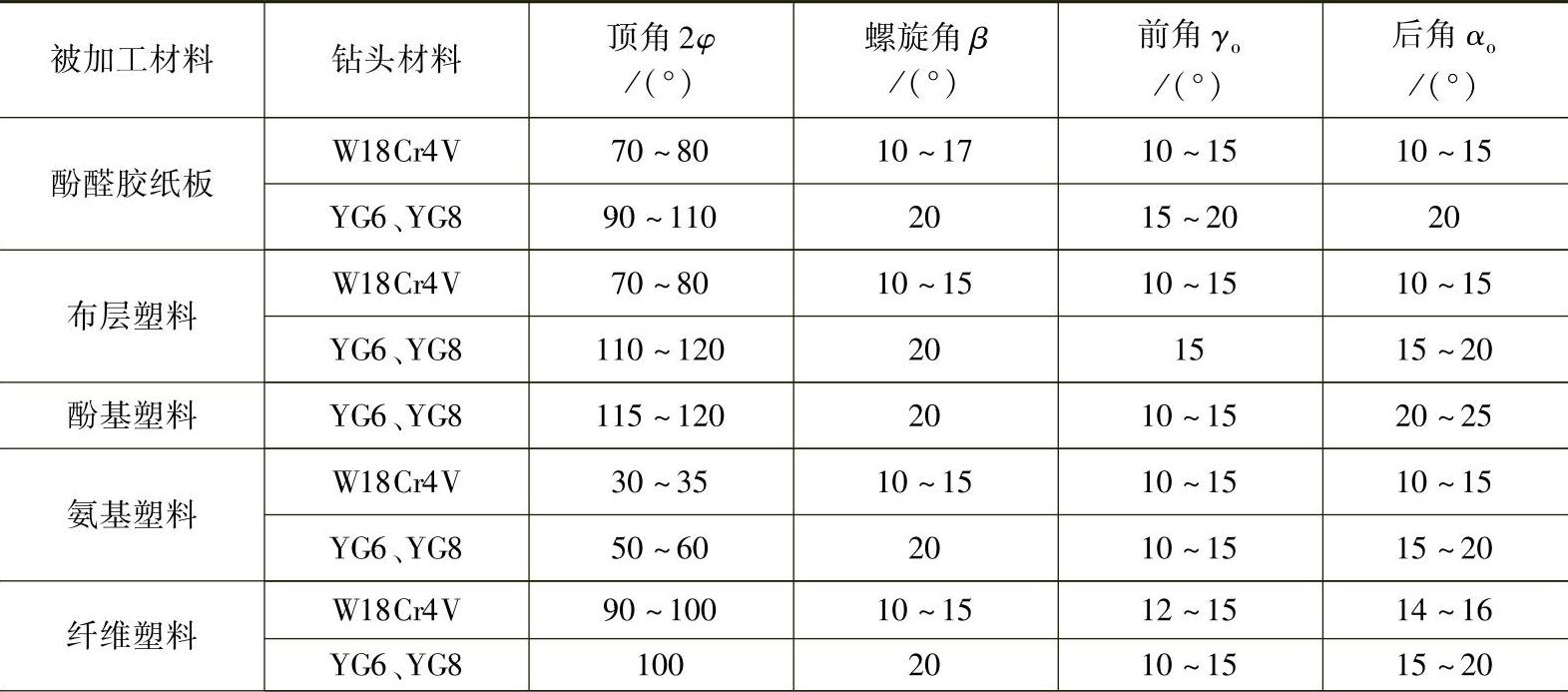
表3-77所示为加工热固性塑料与层压塑料的钻头角度。
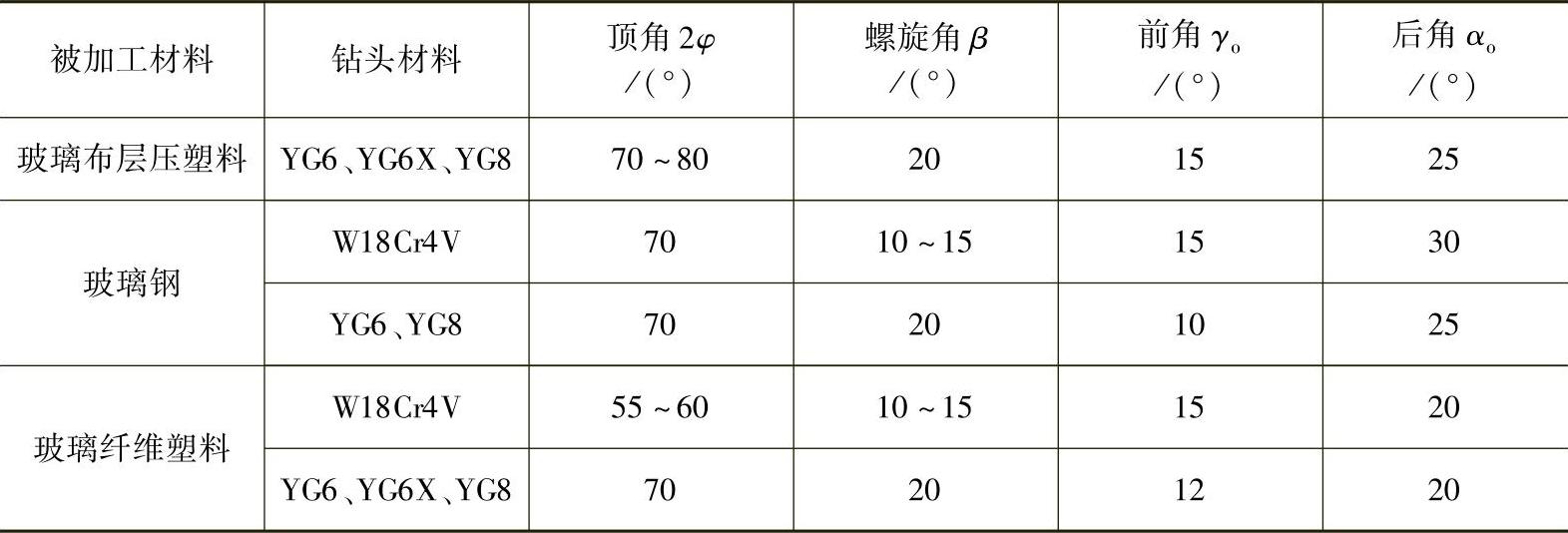
表3-77 加工热固性塑料和层压塑料的钻头角度(https://www.xing528.com)
(续)
对普通钻头主切削刃、横刃修磨,使钻头主切削刃呈内凹圆弧形,外刃刀尖角为锐角,形成一中心钻尖加两外缘刀尖的三尖两刃钻头。
硬质合金刀具钻削热固性塑料和层压塑料的推荐切削用量见表3-78。
表3-78 硬质合金刀具钻削热固性塑料和层压塑料的推荐切削用量
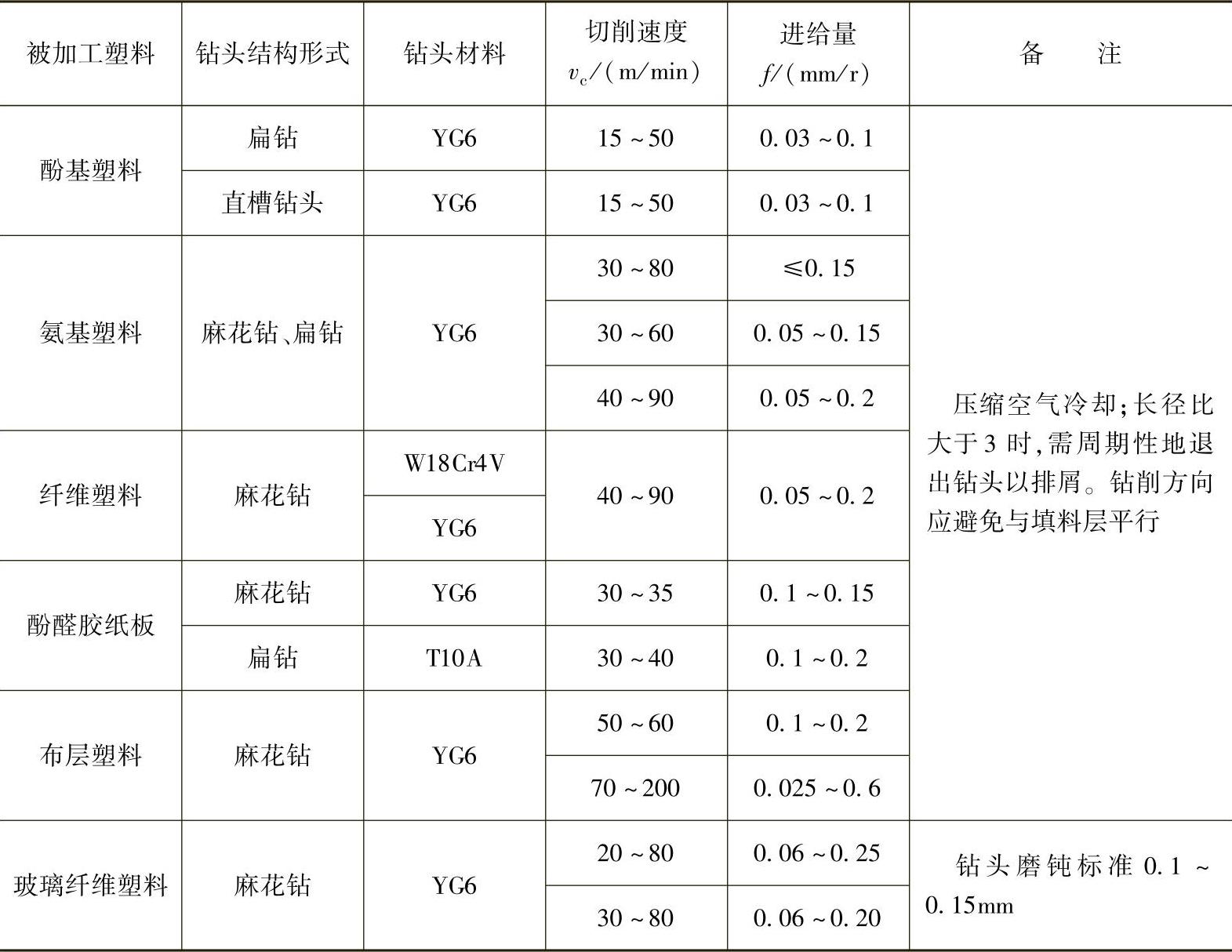
注:塑料加工用钻头的磨钝标准,在外缘后面上磨损量0.12~0.25mm,加上表面质量稳定;若工件质量要求不高且塑料材料耐热温度较高时,可将磨钝标准增大到0.35~0.45mm。在层压塑料上钻孔时,应尽量避免填料方向与加工方向相同。
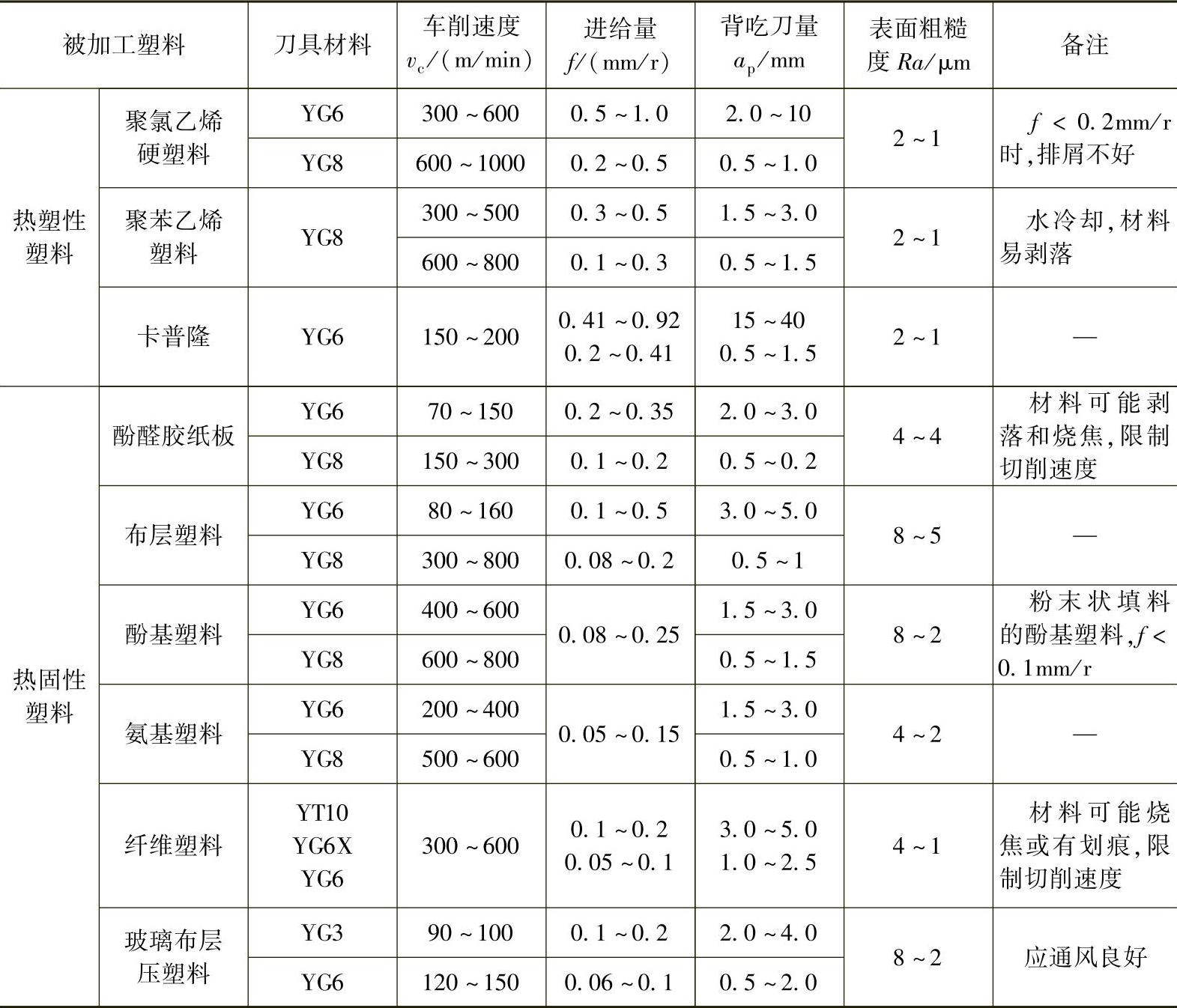
表3-79列出了部分工程塑料的推荐车削用量及条件。
表3-79 部分工程塑料的推荐车削用量及条件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。