



【摘要】:不锈钢切削加工要求刀具材料的晶粒度小、导热性能好。目前,常用的刀具材料有高速钢、硬质合金。表3-67 淬硬钢及热喷涂层外圆切削用硬质合金车刀几何参数表3-68 山特维克可乐满部分硬质合金材料(H类)切削刀具的切削参数注:外圆车刀预期的使用寿命为15min,刀具主偏角为90°~95°。
不锈钢切削加工要求刀具材料的晶粒度小、导热性能好。目前,常用的刀具材料有高速钢、硬质合金。车削不锈钢螺纹时,常用的主轴转速和背吃刀量见表3-66。表3-67~表3-72列出了硬质合金、淬硬钢的相关参数,供参考。
表3-66 车削不锈钢螺纹时常用主轴转速和背吃刀量
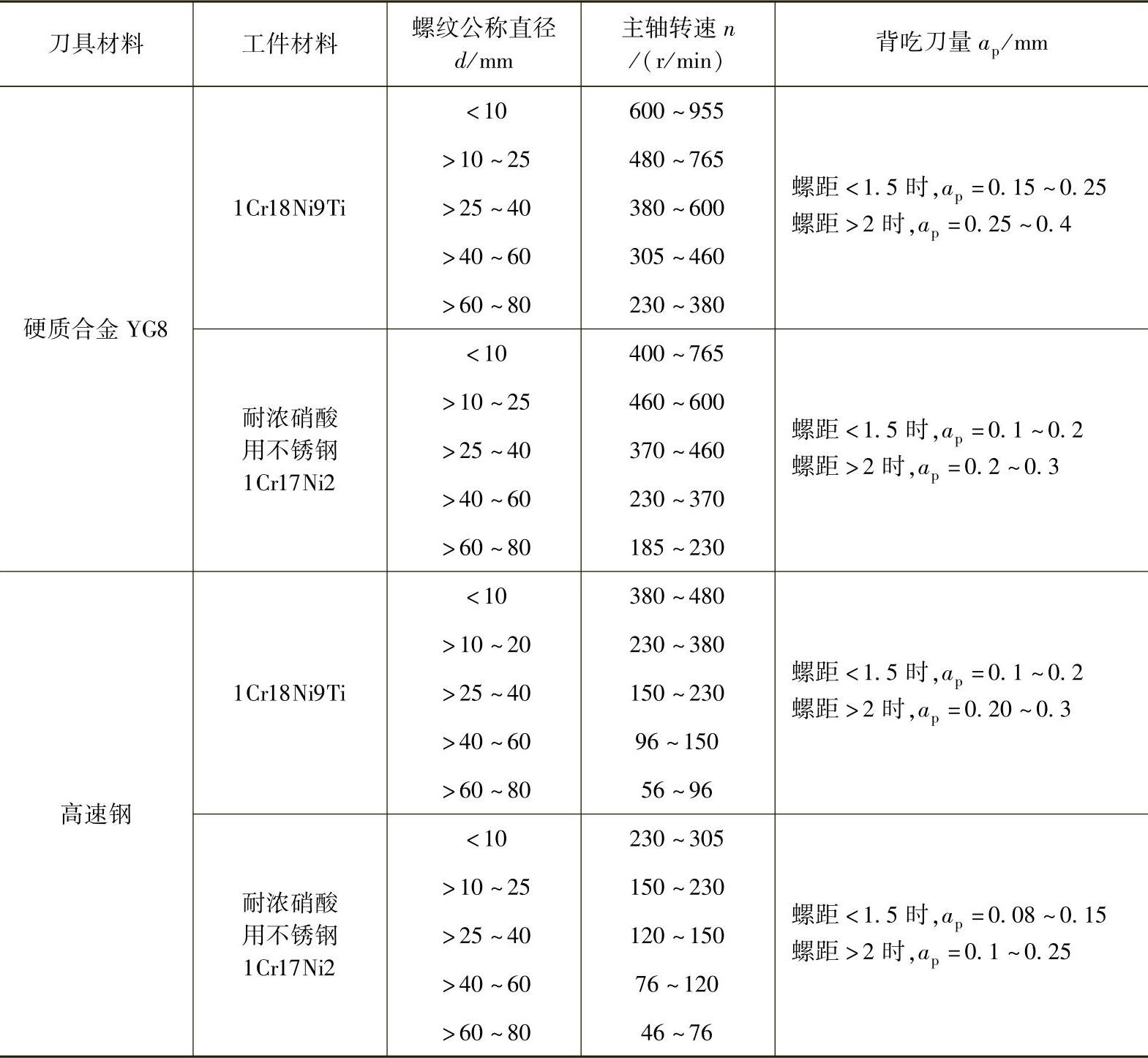
注:切削速度对螺纹表面粗糙度的影响较大,当表面质量不满足要求时,可调整切削速度。
表3-67 淬硬钢及热喷涂层外圆切削用硬质合金车刀几何参数

表3-68 山特维克可乐满(Sandvik Coromant)部分硬质合金材料(H类)切削刀具的切削参数
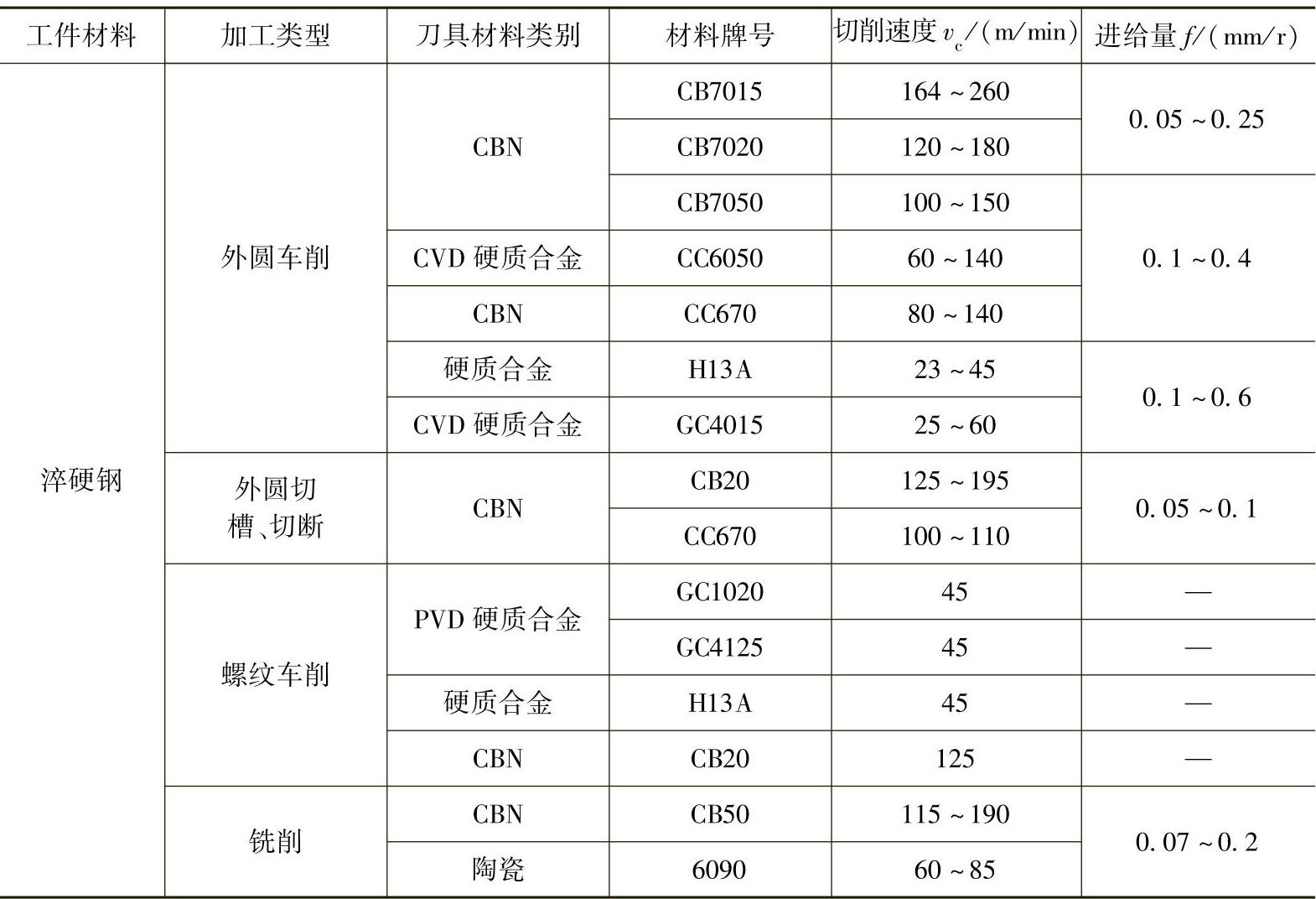
注:外圆车刀预期的使用寿命为15min,刀具主偏角为90°~95°。
表3-69 特固克(TaeguTec)硬质合金(H类)刀具车削淬硬钢参数
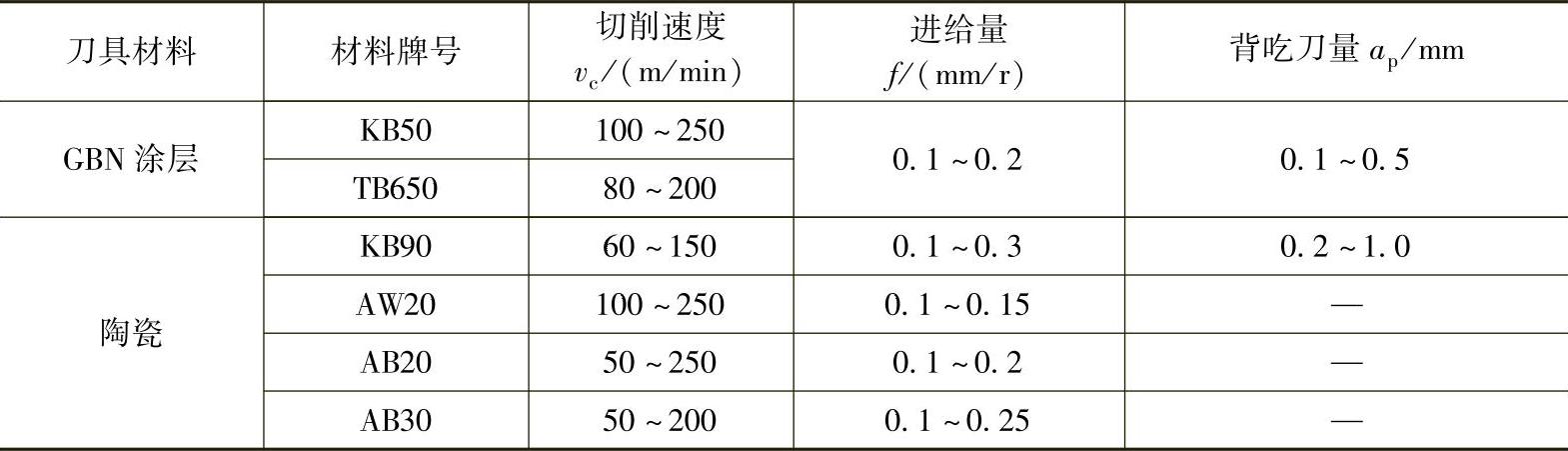
表3-70 淬硬钢及热喷涂层车削用量范围(https://www.xing528.com)
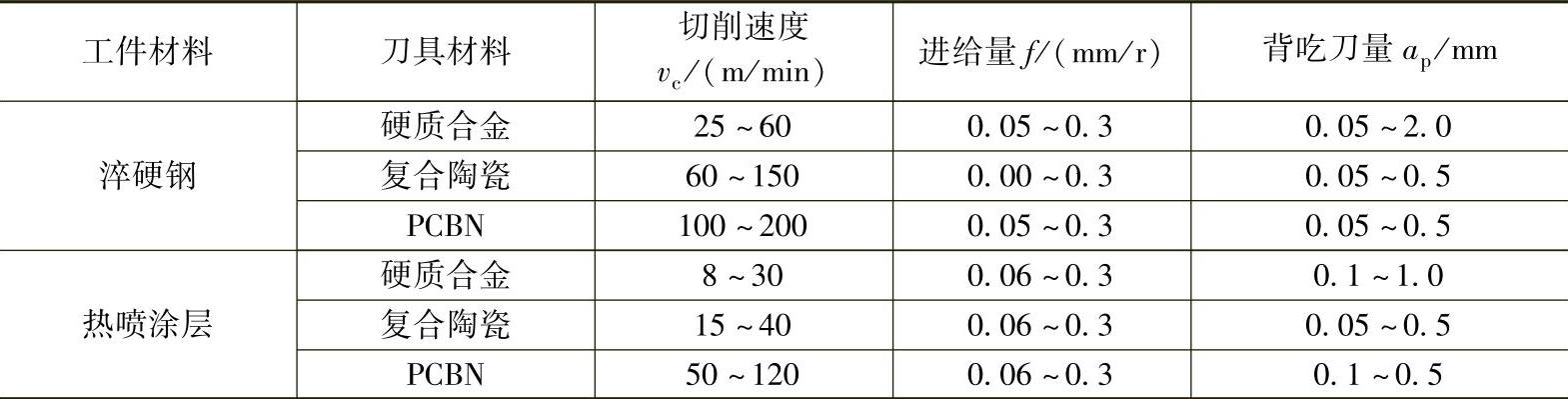
表3-71 淬硬钢的镗孔、螺纹车削用量范围
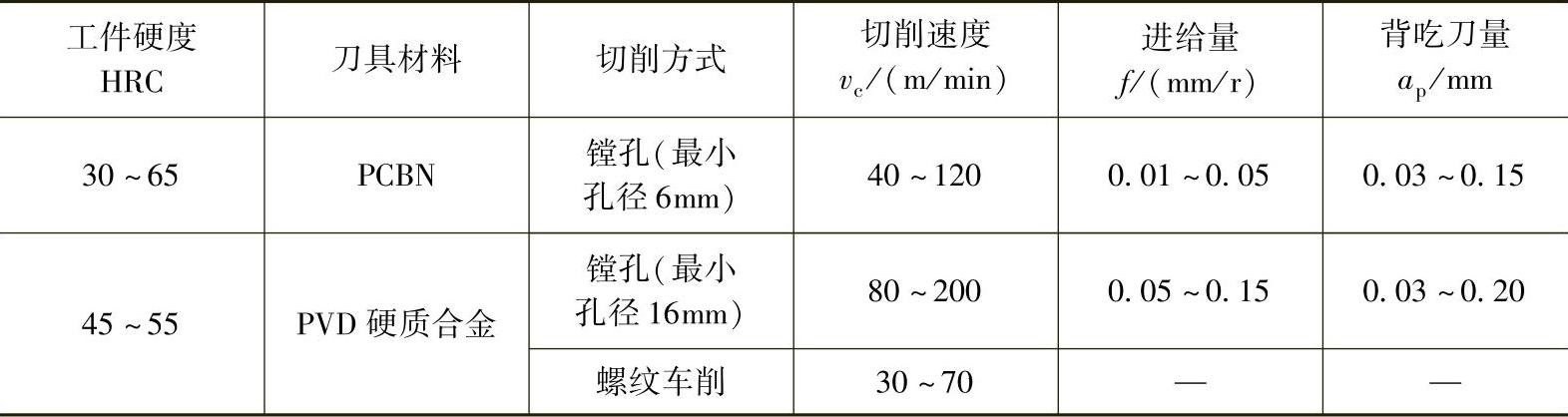
表3-72 淬硬钢的铣削用量范围
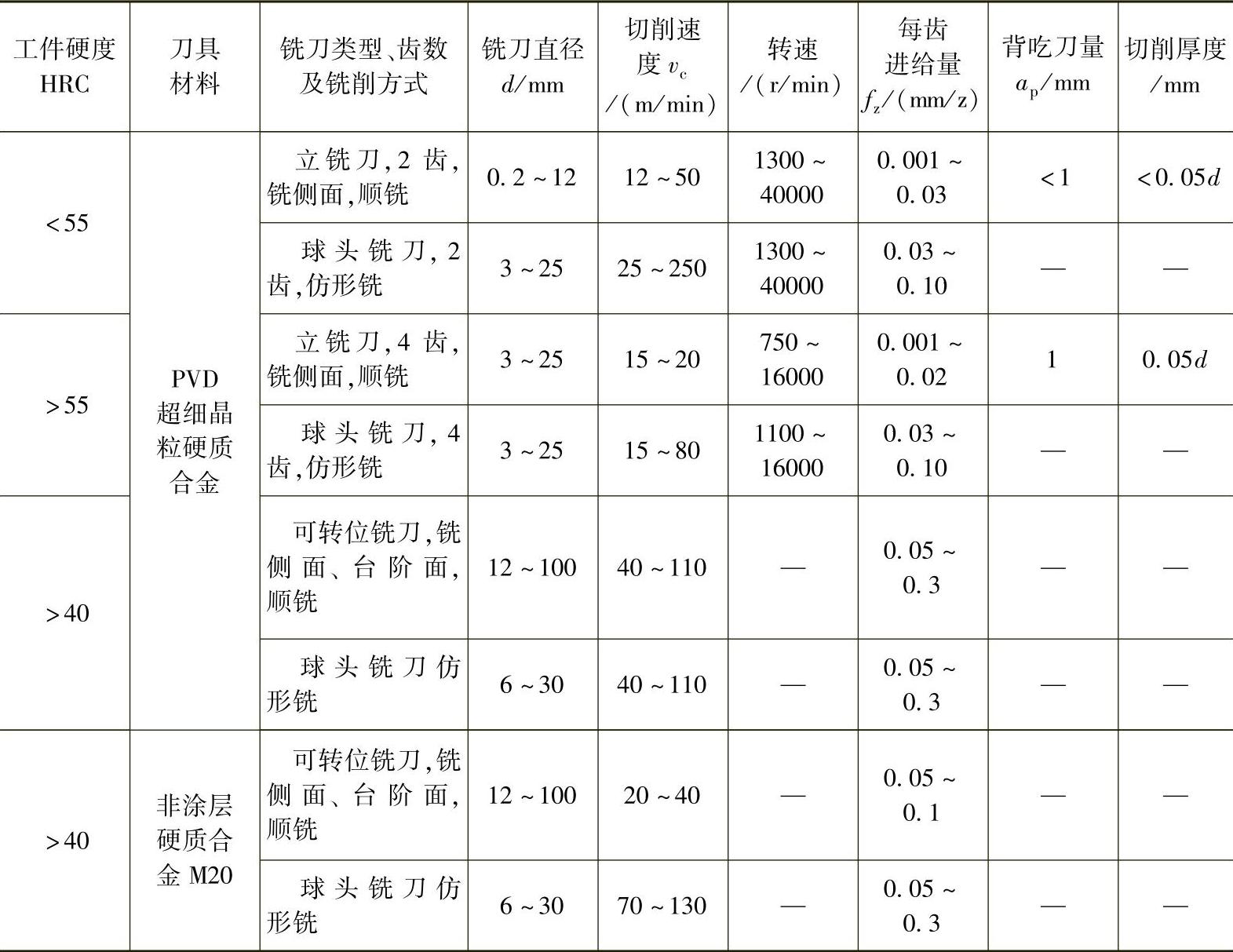
注:1.小直径铣刀的切削用量宜选用低值,包括切削速度、背吃刀量、进给量。
2.当铣刀用于切槽时,背吃刀量ap<0.05d,切削用量在铣侧面的基础上降低15%。
3.工件硬度提高5HRC,切削速度约降低25%。
4.可用水溶性切削液或油雾充分冷却润滑。
5.当切削过程中有振动、声音较大时,降低切削用量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。