



以废旧TPX6113镗床的横向导轨再制造过程为例。导轨是机床的基准部件,主要作用是承载其余主要部件并作为其余部件的运动基准,保证机床主要部件运动的准确性[18]。机床导轨大部分都是铸铁件,在机床使用过程导轨需要面临承载力、腐蚀、氧化等多方面影响,容易出现氧化、拉伤、碰伤、磨损、腐蚀等。废旧导轨的修复过程依旧以传统机械加工为主,修复方法包括刮研、刨削和磨削三种。刮研是以基准表面为标准,使用刮刀、测量工具及显示剂等工具,手工操作为辅助的方式,通过边研点、边测量、边刮研加工的方式,使最终工件达到工艺上规定的尺寸、几何形状、表面粗糙度和密合性等要求的一项精加工工序。磨削是指通过利用磨料、磨具等工具将工件上多余材料切除或者磨去的机械方法。磨削加工属于精加工,其加工量少、精度高,主要工作原理是通过高速旋转的高硬度磨具去除零件表面多余的加工余量。刨削加工是用刨刀对工件做水平相对直线往复运动的切削加工方法,是平面加工的主要方法之一。
由于回收的废旧导轨存在极大的不确定性,导致导轨再制造方法不确定,从而使其再制造过程存在极大的不确定性。主要体现在如下几个方面:
1)由于废旧导轨回收数目、回收时间的不确定,导致再制造导轨的数量和时间不确定,其数据分布已不再符合正态分布。
2)由于其服役工况、本身质量的不确定性,使得再制造加工余量不确定。
3)由于加工余量的不确定性,使得过程使用的加工设备不确定,导致再制造加工工艺不确定。因此,导轨回收数量与时间的波动、本身质量的波动及加工余量与加工方法的波动导致其再制造加工过程存在极大的波动性。
所以,针对废旧机床导轨再制造过程中的不确定性与波动性极大的问题,需对导轨的再制造过程质量特征属性进行严格的质量监控,从而有效保证再制造导轨的质量。导轨的质量特征属性主要包括表面粗糙度、直线度、平行度、平面度、垂直度等。
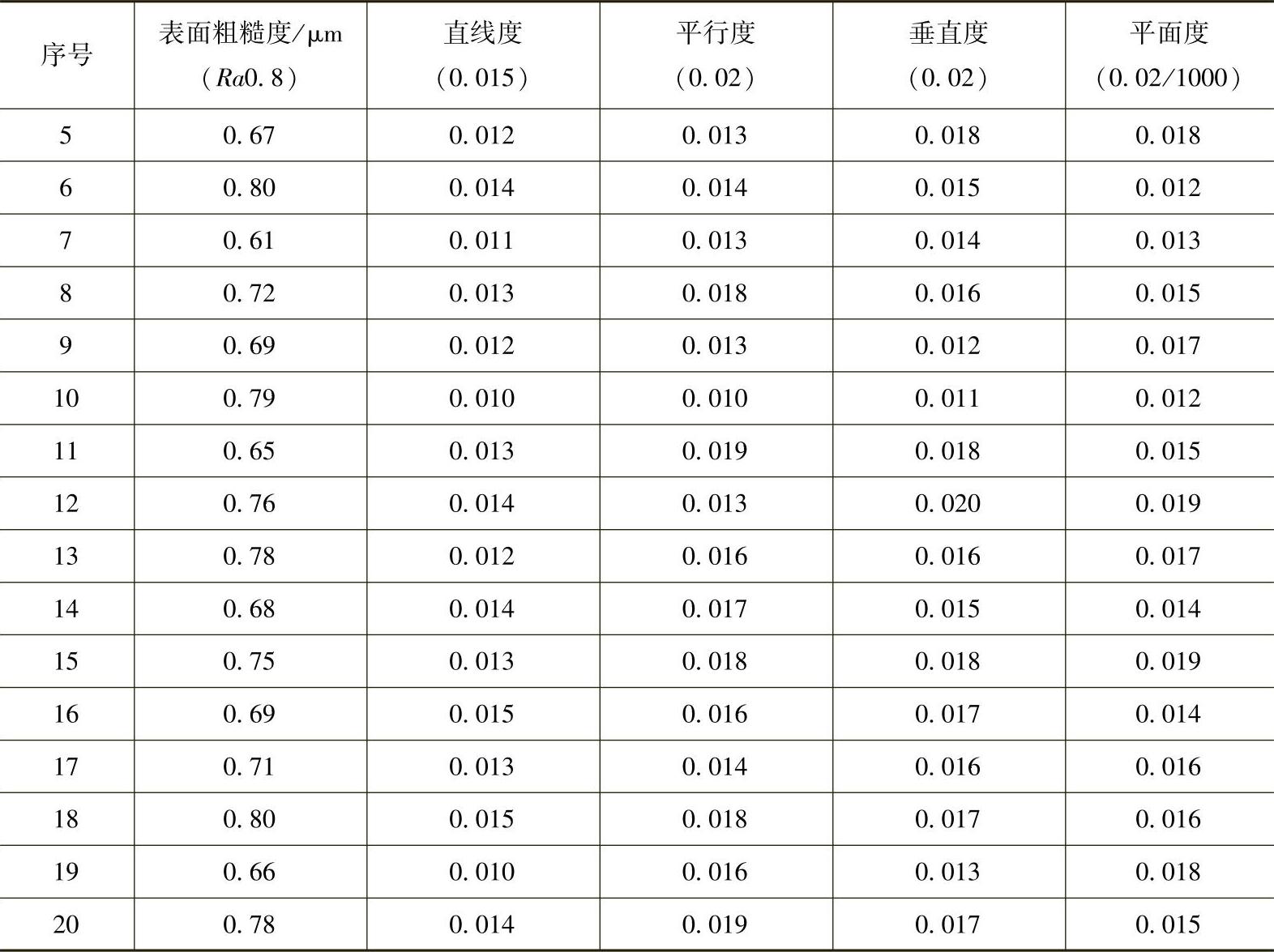
1)确定机床导轨的质量监控点。TPX6113镗床再制造车间需要对一批镗床导轨进行再制造。当废旧导轨为再制造时,要求其精度达到新导轨的精度要求,导轨的表面粗糙度要求小于Ra为0.8μm,直线度要求小于0.015mm,平行度要求小于0.02mm,垂直度要求小于0.02mm,平面度要求小于0.02mm。其中,垂直度是指加工导轨相对于装夹平面的垂直度。从再制造车间采集导轨再制造过程的在控质量特征属性值数据,例如利用研点法、垫塞法、平尺拉表法求得导轨的直线度。由于控制图第一阶段需要一定量的数据保证其过程的稳定性,故采集废旧导轨的历史加工数据,再制造导轨质量特征属性值的历史数据具体见表6-1。
表6-1 再制造导轨质量特征属性值样本数据 (单位:mm)

(续)
注:( )数值参照值。(https://www.xing528.com)
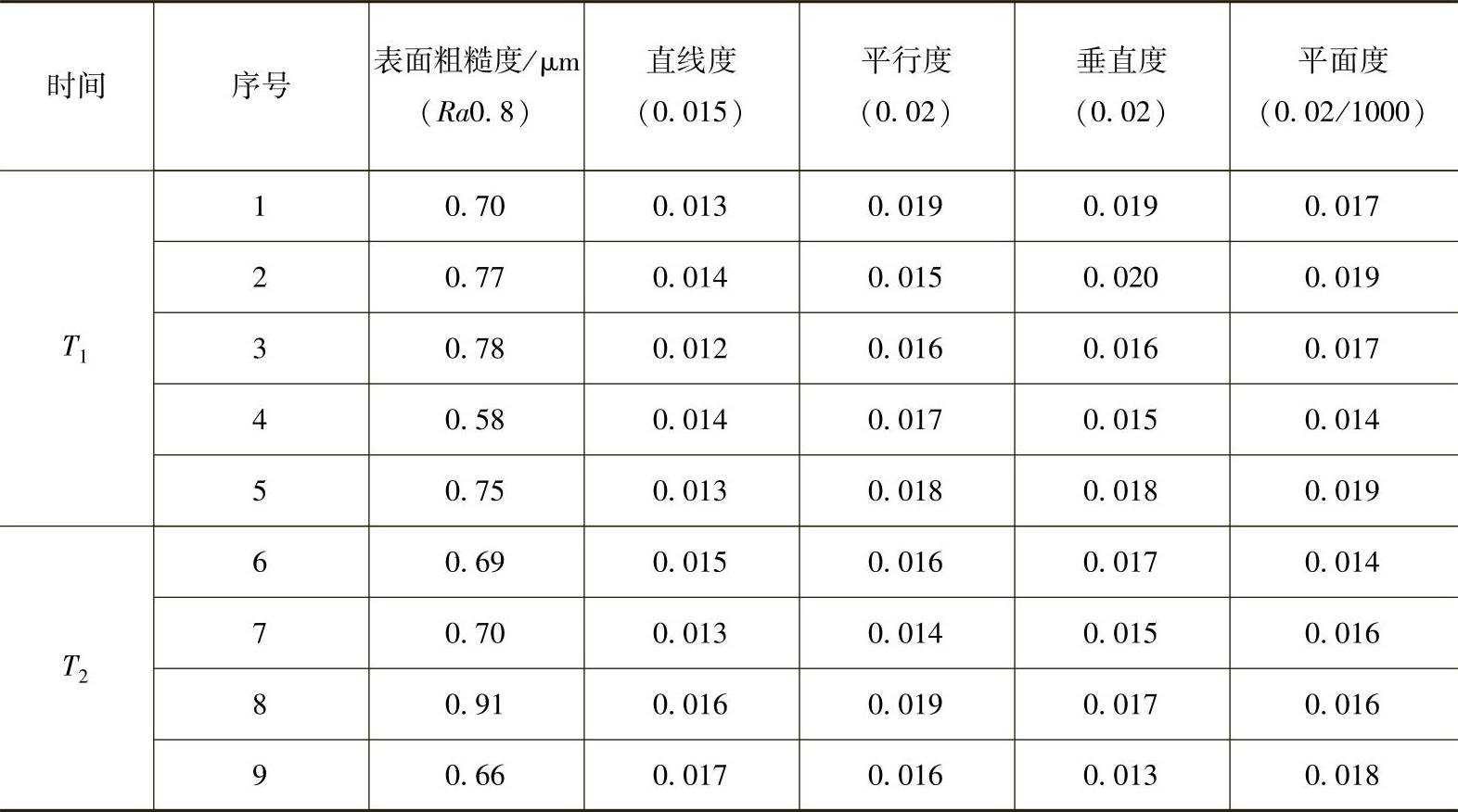
2)根据受控的数据对控制图进行参数估计,以保证控制图第一阶段的稳定性。接下来监控导轨再制造过程实时质量情况,由于再制造机床是根据用户需求或工厂自身需求定制的,所以回收的废旧机床的数目是不确定的。而过程所需的导轨数目有限,使其再制造过程的加工时段可能是不连续的。取两时段T1、T2的加工过程为例,注意两个时段间隔时间不宜过长,具体数据见表6-2。
首先,采用面向动态、非多元正态分布的再制造过程质量EWMA控制图的方法,利用式(6-13)计算得到每个观测数据的相关的统计量;其次,依据动态控制限的求解式(6-18)及提出的其相关的计算方法求出该质量观测数据相对应的控制限。确定求解控制图统计量和控制限中各个参数值:m0=20,w=5,λ=0.025。利用MATLAB软件按照图6-1具体流程编程,实现再制造过程质量监控统计量及相应控制限有关的计算,并绘制出相应的控制图,如图6-2所示。图6-2中,t表示再制造导轨实时监控时间点;H(t)表示控制图的控制限。导轨再制造过程的每个质量监控点的控制限实时变化的,当质量监控点的质量数据超出了控制限,即说明再制造加工过程处于失控状态,过程出现了异常。由图6-2可以得出,对于不同时段的数据,当再制造导轨过程出现异常时,该控制图能够灵敏地检测出再制造过程质量异常,并发出异常信号。
表6-2 再制造导轨质量特征属性值实时数据 (单位:mm)
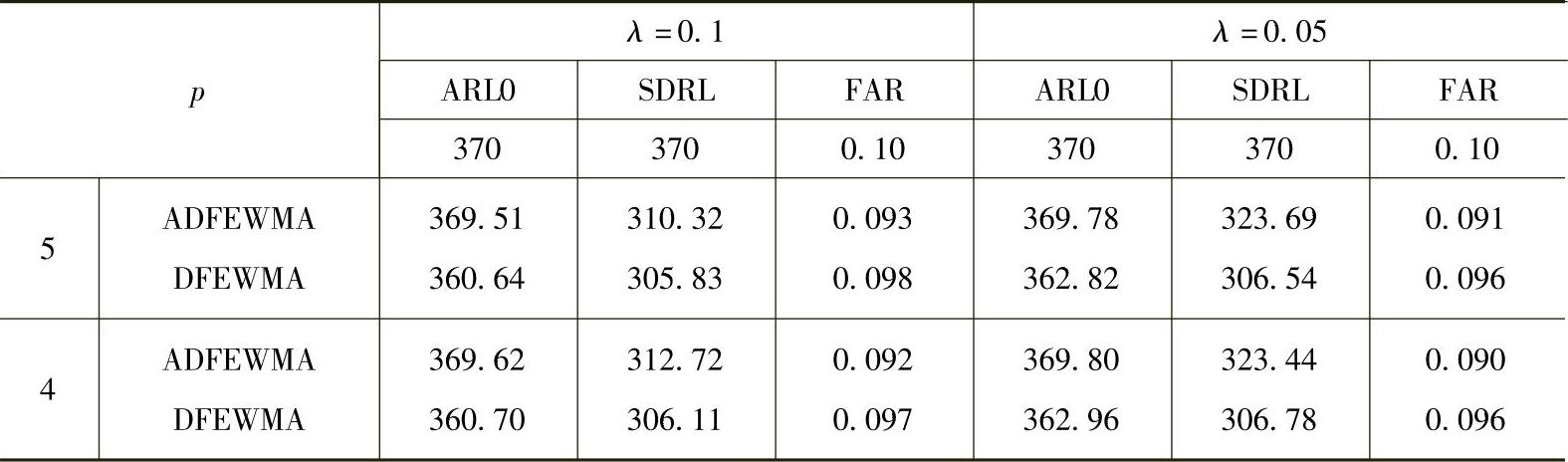
为了进一步说明此控制图良好的表现,通过MATLAB模拟求得上述两种控制图的平均运行链长(Average RunLength,ARL)来比较控制图表现的优劣。在进行控制图的性能比较时,通常是在ARL0(将从监测开始到发出误警报所抽取的平均样本组数称为可控的ARL)取定值(通常选择ARL0=200、370、500,本例以ARL0=370为标准进行讨论)的情况下,比较其ARL1(从监控开始到发出异常警报所取的平均样本数量称失控ARL)的大小,ARL1越小说明该控制图在生产过程出现异常时能越早报警,表示其监测性能越强。
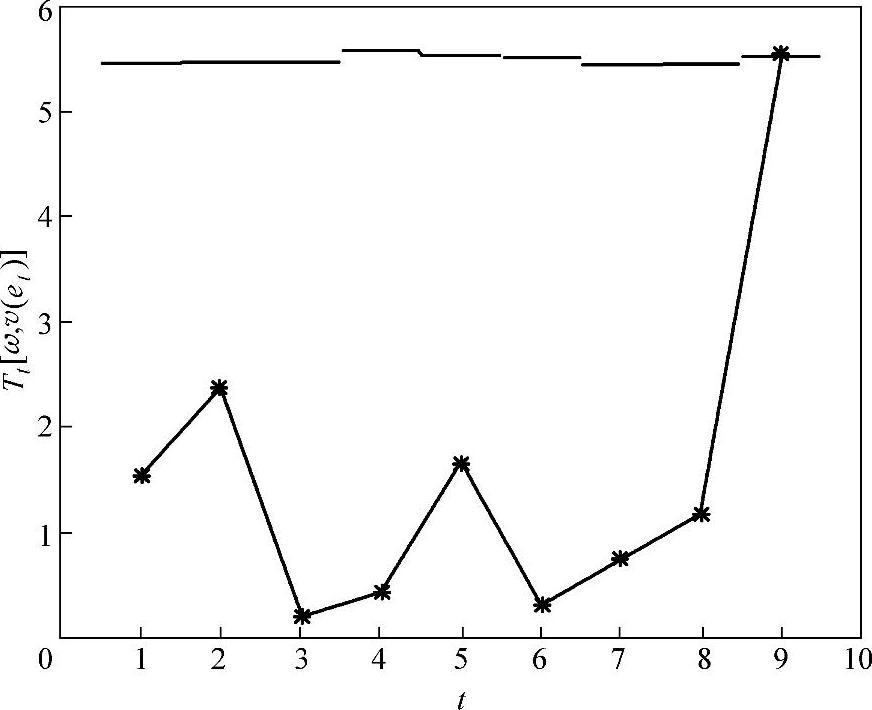
图6-2 再制造导轨质量监控控制
从表6-3中可以看出,无论p和λ如何取值,ADFEWMA控制图的表现都很稳定。无论是可控平均运行链长(ARL0),还是运行链长的方差(SDRL)都非常接近于标准值370。说明ADFEWMA的控制图的表现优于DFEWMA控制图,有改进效果。
表6-3m0=20时,不同p、λ下得到控制图ADFEWMA、DFEWMA的ARL0
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。