



以沈阳精新再制造有限公司的废旧机床导轨再制造修复工艺的决策过程为例,应用基于二级实例推理的废旧机床再制造工艺决策方法对其再制造修复工艺进行决策。在废旧机床回收拆解前,要对其进行性能评估,即预检测。例如通过对该废旧机床尾座套筒轴线对溜板箱移动的平行度进行检测(见图5-6),以便对该废旧机床的导轨状态进行评估。
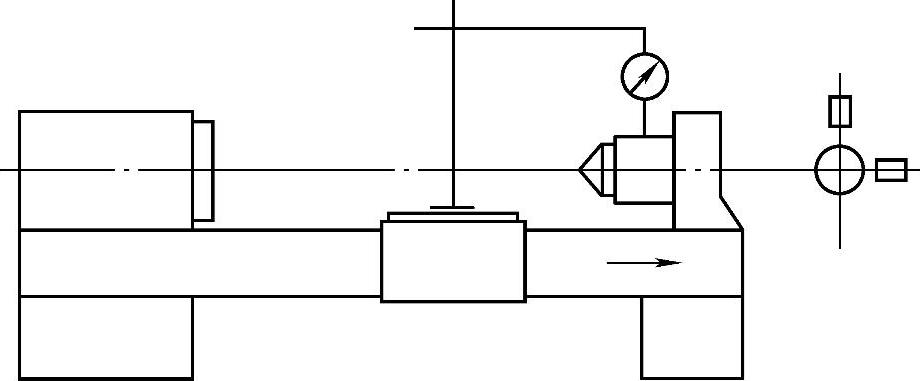
图5-6 平行度检测
通过对该废旧机床进行检测,确认该导轨主要存在的失效形式为黏着磨损。此外,通过对磨损区域的分析与观察可知,导轨面的剪切破坏多发生在黏着面不远的软金属层内,即软金属层之间的相互摩擦与磨损,由此可知该磨损为涂抹磨损,如图5-7所示。导轨总体损伤面积大概为200mm2。此外,导轨面还存在少量腐蚀与疲劳损伤。
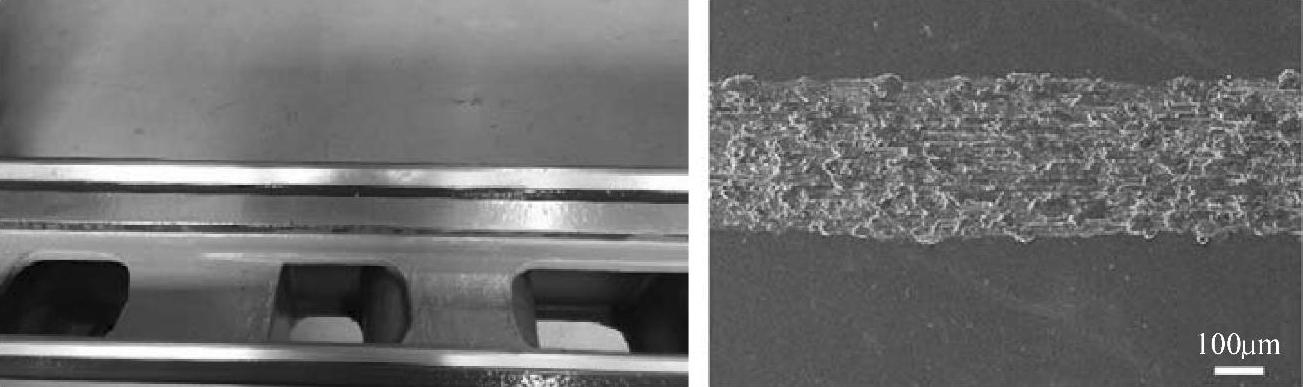
图5-7 废旧机床导轨损伤检测
针对黏着磨损提取相应的失效工艺特征,即失效类型、失效程度,以及磨损面积、疲劳裂纹深度等。
将导轨的失效特征参数以形式化的语言进行表达,以便使计算机能够识别。形式化语言形式多样,本例以基于本体的OWL语言为例,部分废旧导轨的失效特征表达如下:
<owl:class>
<owl:oneof rdf:parse Type="failure">
<owl:Thing rdf:ID="Friction"/>
…………
<owl:Thing rdf:ID="Corrosion"/>
其中,以class定义一种类别,具体类型由parseType定义为failure,即失效类别,而失效类别总体包括了磨损(Friction)与腐蚀(Corrosion)等类型。同理,部分黏着磨损特征参数的表达如下:
<owl:Thing rdf:ID="Wear"/>
<owl:Object Property rdf:ID="AdhesiveWear">
<rdfs:range rdf:resource="#Detection"/>
…………
<owl:Class rdf:ID="CrackDepth"/>
<owl:DatatypeProperty rdf:ID="DepthValue">
<rdfs:domain rdf:resource="#CrackDepth"/>
<rdfs:range rdf:resource="&xsd;positiveInteger"/>
</owl:DatatypeProperty>
其中,通过Thing定义事物类型为Wear,即磨损,而磨损属性通过ObjectProp-erty定义为AdhesiveWear,即黏着磨损,其来源为实测数据(Detection)。同理,对失效类型类中的CrackDepth,即裂纹深度进行定义,以DepthValye表示深度值;数据类型为positiveInteger,即正整数,单位为μm。将形式化的基于本体OWL语言的废旧机床导轨失效特征知识本体输入到再制造工艺实例库中进行实例推理,在实例推理过程中,还将受到技术、成本、绿色性等因素的限制,如对电刷镀的再制造成本限制为:
<owl:Class rdf:ID="BrushPlating">
<rdfs:subClassOf rdf:resource="&CrackRestore"/>
………
<rdfs:subClassOf>
<owl:Restriction>
<owl:onProperty rdf:resource="#hasLimit"/>
<owl:allValuesFrom rdf:resource="#LimitValue"/>
</owl:Restriction>
</rdfs:subClassOf>(https://www.xing528.com)
………
</owl:Class>
其中,在电刷镀修复类型中,通过subClassOf定义其子类别裂纹修复(Crack-Restore),以onProperty定义其特征限制,而限制值由LimitValue定义,LimitValue由制造企业根据再制造工艺难度、成本等因素制定。
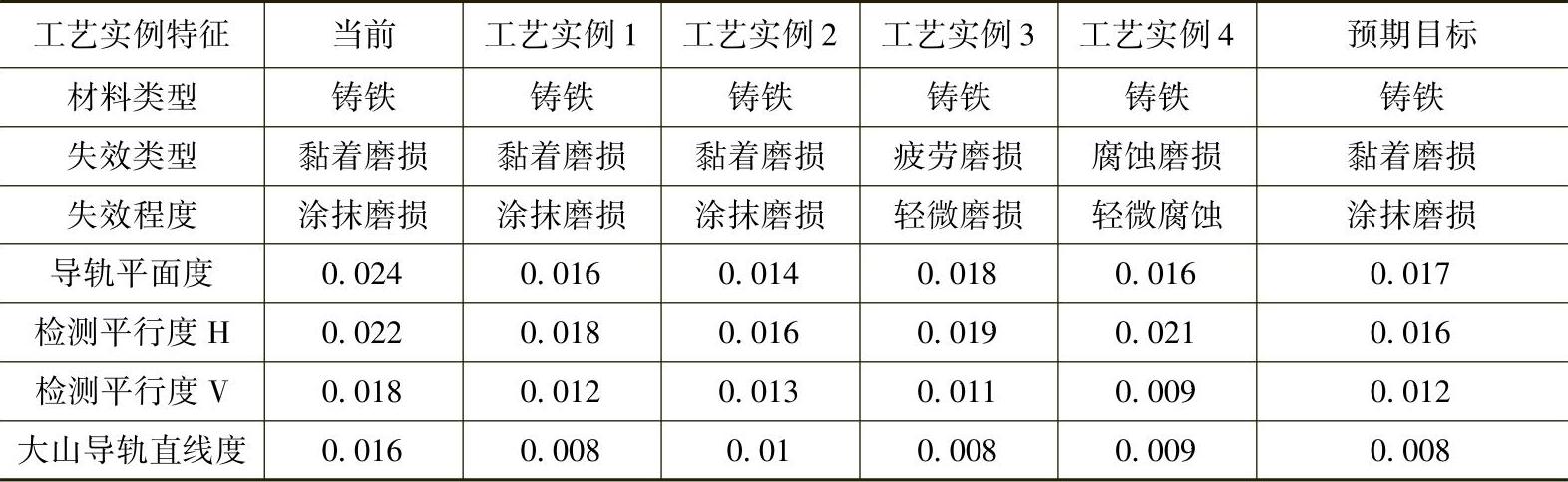
将废旧机床导轨本体知识和再制造工艺要求输入到推理机中,同时提取机床导轨实例特征。再制造工艺知识库中已有的候选工艺实例与根据再制造工艺要求规定的期望工艺实例见表5-2。
表5-2 知识库中的候选工艺实例与期望工艺实例
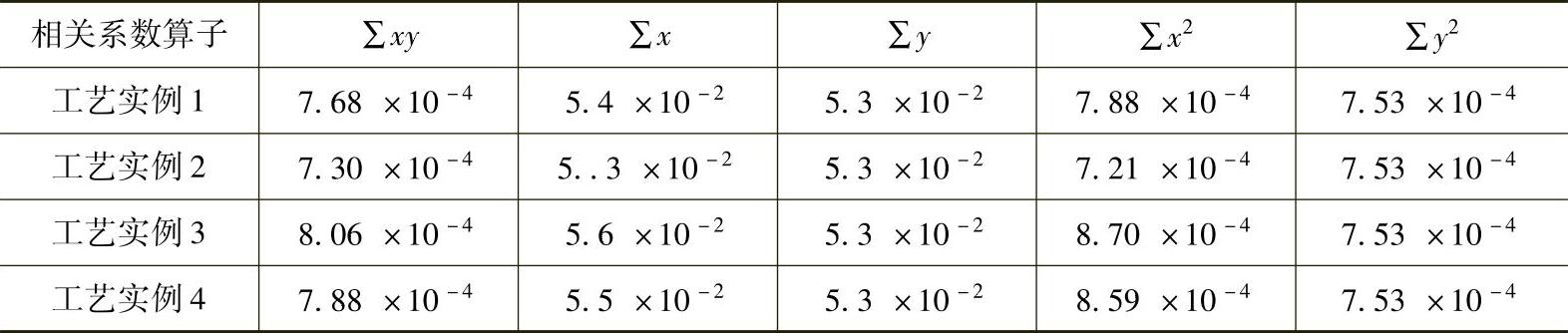
则根据式(5-1),所有候选工艺实例的皮尔森相关系数算子见表5-3、表5-4及表5-5。
表5-3 皮尔森相关系数算子(Ⅰ)
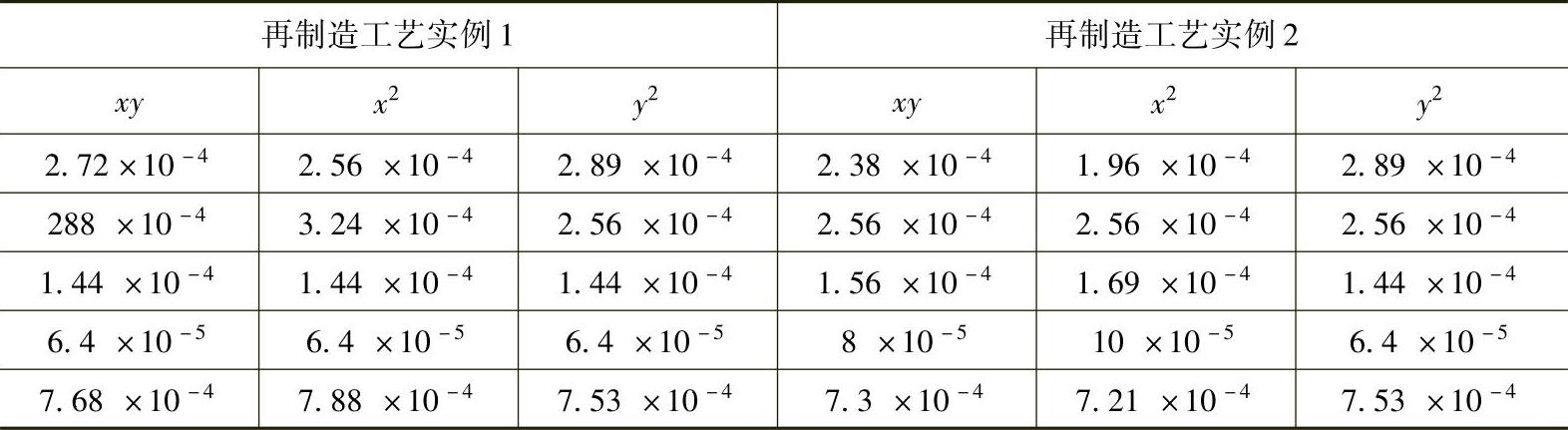
表5-4 皮尔森相关系数算子(Ⅱ)
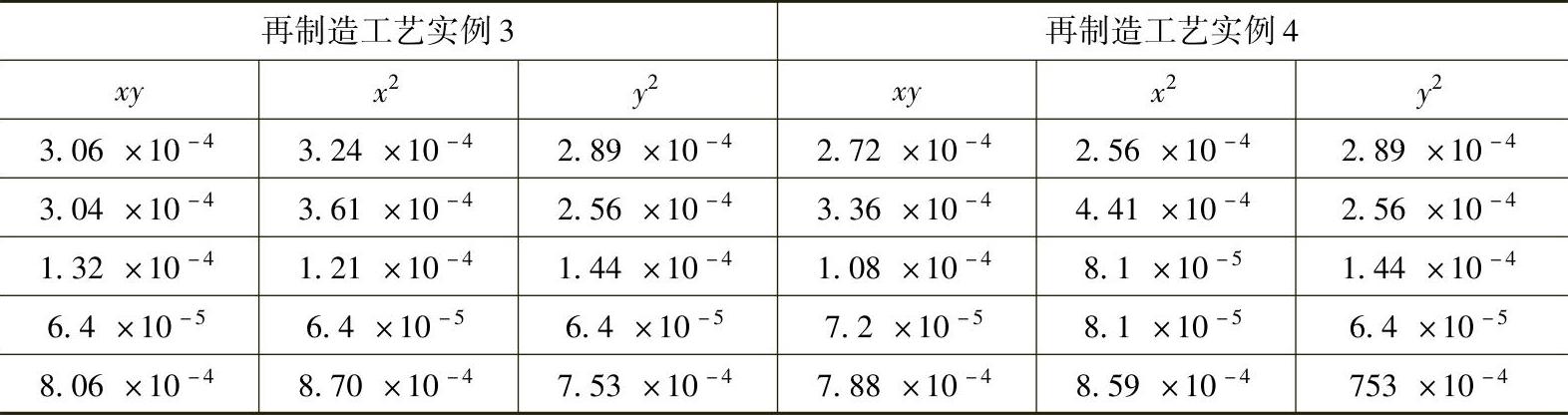
表5-5 皮尔森相关系数算子(Ⅲ)
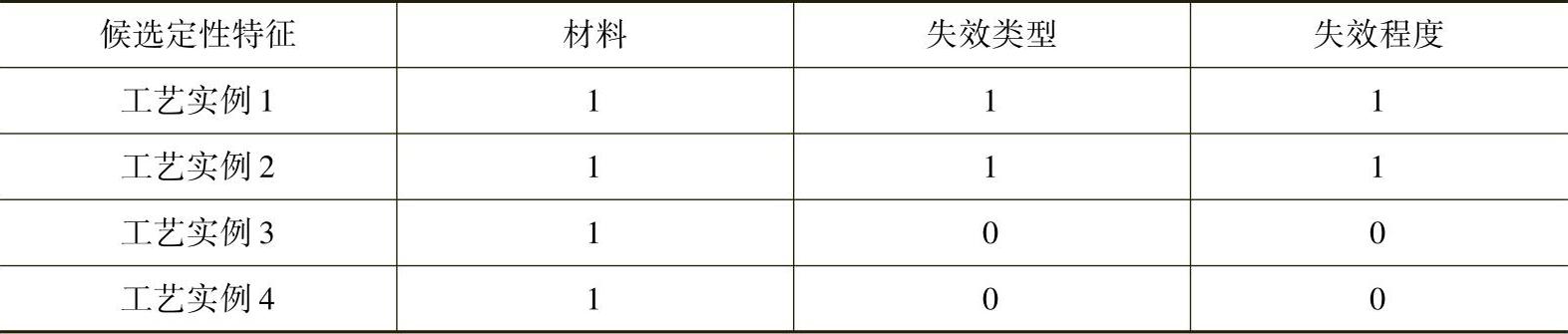
由式(5-2)可得候选再制造工艺实例包含的定性特征相似度,见表5-6。
表5-6 候选定性特征相似度
若再制造工艺特征权重向量V为
V=(k,vl)=(0.5,0.2,0.16,0.14)
则最终各项候选再制造工艺实例相似度见表5-7。
表5-7 候选工艺实例相似度
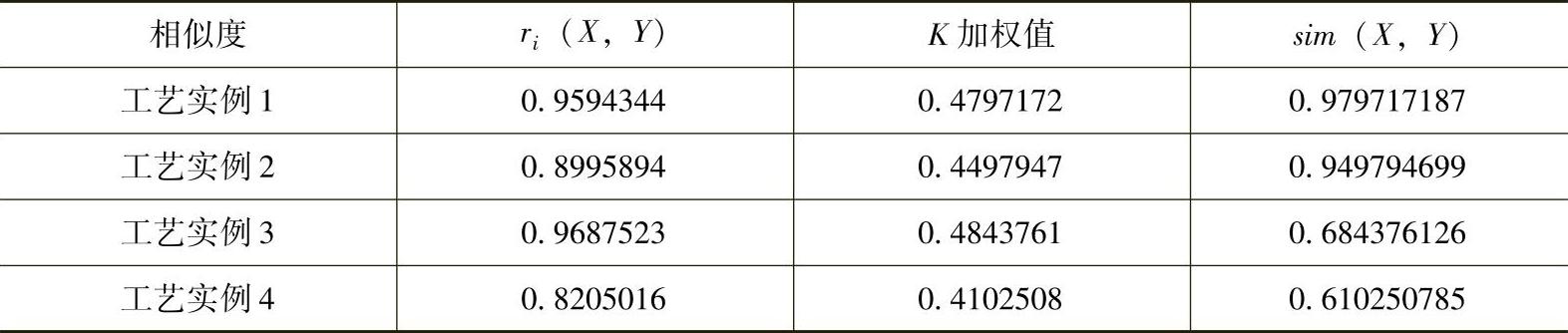
根据设定最低相似度为0.9的标准,再制造工艺实例1与再制造工艺实例2符合再制造要求,通过推理机得到的两条符合要求的再制造工艺路线如下。
1)相似工艺实例1:磨削-激光脉冲电刷镀-锡铋合金焊接。
2)相似工艺实例2:磨削-激光熔覆-表面处理。
同理,接下来将这两个相似工艺实例输入到二级推理机,即再制造工艺参数库中,并得到对应工艺实例的工艺参数。根据推理结果,制定相应的再制造工艺流程如下。
1)工艺流程1:废旧导轨表面预处理—磨削去毛刺—除油除灰—电净处理(电压10V,阴阳极相对移动速度1.5m/s)—刷镍底层(0.01mm)—刷碱铜—水洗酸洗—焊锡铋合金层(0.01mm)—打磨抛光—检测。
2)工艺流程2:废旧导轨表面预处理—磨削去毛刺—除油除灰—选定激光熔覆设备—设定激光熔覆参数(激光功率1600W,扫描速度8mm/s,预置层厚度0.4mm,离焦量40mm)—进行激光熔覆—打磨抛光—检测。
由此可知,通过上述两种再制造工艺实例,均可达到该废旧导轨的再制造工艺要求。该再制造企业召集相关专家对这两例再制造工艺流程进行了评估。考虑到该再制造企业目前拥有的专用电刷镀电源的电压调节范围及电压变化幅度等技术指标无法满足工艺要求,且再制造工艺流程1相对工艺步骤较多,加工复杂程度高,因此最终选定了再制造工艺流程2作为废旧导轨的修复工艺方案,进而对其实施激光熔覆,如图5-8所示。

图5-8 废旧机床导轨激光熔覆过程
经检验,经过激光熔覆的再制造工艺修复后的机床导轨的直线度、平行度及表面粗糙度等精度指标均符合预期要求。此外,在该机床进行再制造装配过程后,检测其尾座套筒轴线相对于溜板移动的平行度,在垂直平面内由原来的0.026mm/100mm降低为0.018mm/100mm;在水平面内由原来的0.018mm/100mm降低至0.012mm/100mm,表明该工艺流程在保证技术、成本及绿色性的可行性条件约束下,能够达到再制造要求,体现了该工艺流程的可行性与有效性。
综上所述,该工艺流程转化为形式化的语言表达后,并输入到再制造工艺实例数据库中,形成了规范的再制造工艺流程,对日后相似的再制造工艺决策问题的求解提供了参考依据。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。