



常温发黑剂的基础配方:HNO38~10mL/L,H2SeO314~15mL/L,CuSO4·5H2O 10~12mL/L,C6H4(OH)2 5~6mL/L,添加剂12~15g/L。
配制时,先配制容积的1/3,将HNO3、H2SeO3按确定用量比加入,混合搅拌均匀。分别使CuSO4·5H2O、C6H4(OH)2和添加剂按比例加水溶解,使溶液混合并补充加水至规定容积,经充分搅拌均匀,静置备用。
新配制的发黑液色泽呈蓝绿色,经充分反应后呈绿色透明状液体,pH值2~2.5;酸度12~15,游离酸度4~6。
常温发黑工艺流程:脱脂→水洗→酸洗→水洗→发黑→空气氧化→水洗→脱水→浸油。
发黑液的配制一般为原液∶水=1∶3~5(体积比),合金钢取上限,碳钢、铸钢取下限。
新配制的溶液经试件生产,取样检验合格后,方可进行发黑处理。
发黑槽为聚氯乙烯、聚丙烯塑料或玻璃钢制品。
浸液处理8~10min,工件之间保持一定距离,上下抖动,使之与液体均匀接触。经浸液处理,零件表面很快生成一层黑色网孔状氧化膜,其膜层较薄,需在空气中氧化2~5min。
1kg原液可加工30~45kg零件,较碱性发黑工艺大大降低了能耗,成本节约30.7%。
1)碱性氧化法“发蓝”药液
① 配方:硝酸钠50~100g、氢氧化钠600~700g、亚硝酸钠100~200g、水1000g。
② 制法:按配方计量后,在搅拌条件下,依次把各料加入其中,溶解,混合均匀即可。
③ 说明:
a.金属表面务必洗净和干燥以后,才能进行“发蓝”处理。(https://www.xing528.com)
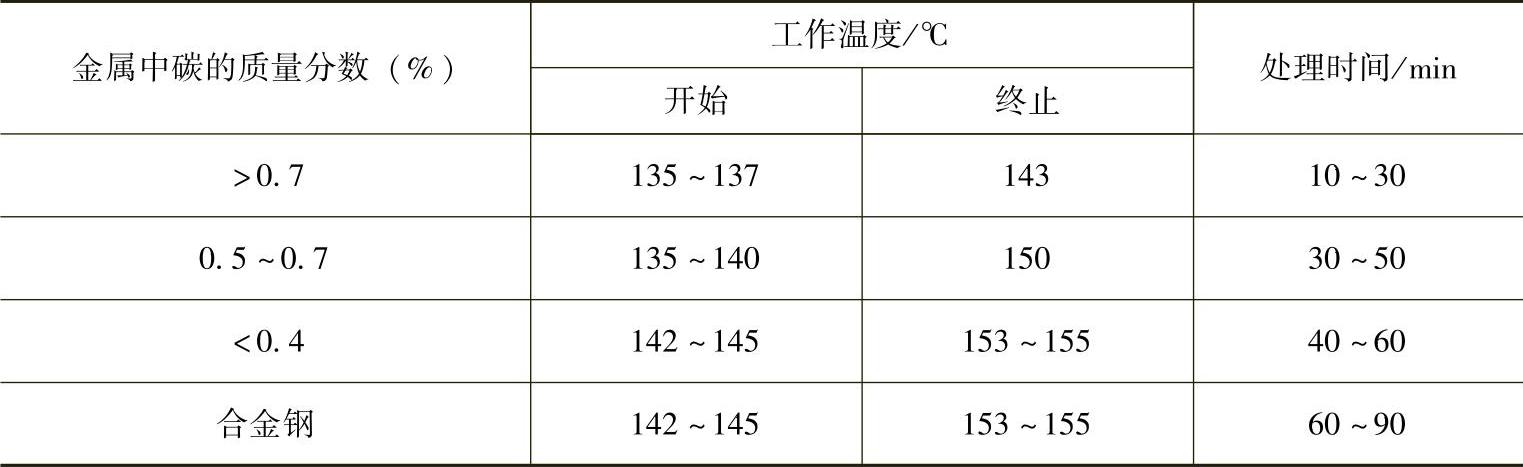
b.金属工件进行“发蓝”处理条件与金属中的碳含量有关,“发蓝”药液温度及金属工件在其中的处理时间可参考表27-3。
表27-3 “发蓝”药液温度及金属器件的发蓝处理时间
c.每隔一星期左右按期分析溶液中硝酸钠、亚硝酸钠和氢氧化钠的含量,以便及时补充有关成分。一般使用半年后就应更换全部溶液。
d.金属“发蓝”处理后,最好用热肥皂水漂洗数分钟,再用冷水冲洗。然后,又用热水冲洗、吹干。
2)酸性氧化法“发蓝”药液
① 配方:磷酸3~10g、硝酸钙80~100g、过氧化锰10~15g、水1000g。
② 制法:按配方计量后,在不断搅拌的条件下,依次把磷酸、过氧化锰和硝酸钙加入其中,溶解,混合均匀即可。
③ 说明:
a.金属器件先经洗净和干燥后才能进行“发蓝”处理。
b.此法所得保护膜呈黑色,其主要成分是由磷酸钙和铁的氧化物所组成,其耐蚀性和机械强度均超过碱性氧化法所得的保护膜。
c.“发蓝”工作温度为100℃,处理时间为40~45min。在处理碳素钢时,药液中磷酸含量控制在3~5g/L;处理合金钢或铸钢时,磷酸含量控制在5~10g/L。应注意定期分析药液磷酸的含量。
d.“发蓝”处理后金属器件的清洗方法同上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。