



【摘要】:渗碳工艺的加热温度高,时间较长,还需淬火才能达到硬度要求,所以钢渗碳以后必须进行热处理才能达到预期目的。图26-1 渗碳后热处理工艺a)预冷直接淬火法 b)一次淬火法 c)二次淬火法3)二次淬火低温回火。但在渗碳后需经过两次高温加热,使工件变形和氧化脱碳增加,热处理过程较复杂。
渗碳工艺的加热温度高,时间较长,还需淬火才能达到硬度要求,所以钢渗碳以后必须进行热处理才能达到预期目的。如汽车、机车、矿山机械、起重机械等用的大量传动齿轮都采用渗碳热处理工艺提高其耐磨损性能。渗碳件的热处理方法常有三种,如图26-1所示。
1)预冷直接淬火、低温回火,淬火温度800~850℃。
组织及性能特点:可以减少工件淬火变形,渗层中残留奥氏体量也可稍有降低,表面硬度略有提高,但奥氏体晶粒没有变化。
特点及适用范围:操作简单,工件氧化、脱碳及淬火变形均小,广泛应用于细晶粒钢制造的各种工具。
2)一次加热淬火、低温回火,淬火温度820~850℃或780~810℃。
组织及性能特点:对心部强度要求较高者,采用820~850℃淬火,心部为低碳马氏体,表面要求硬度高者,采用780~810℃淬火可以细化晶粒。
适用范围:适用于固体渗碳后的碳钢和低合金钢工件经气体渗碳、液体渗碳的粗晶粒钢,某些渗碳后不宜直接淬火的工件及渗碳后需机械加工的零件。(https://www.xing528.com)
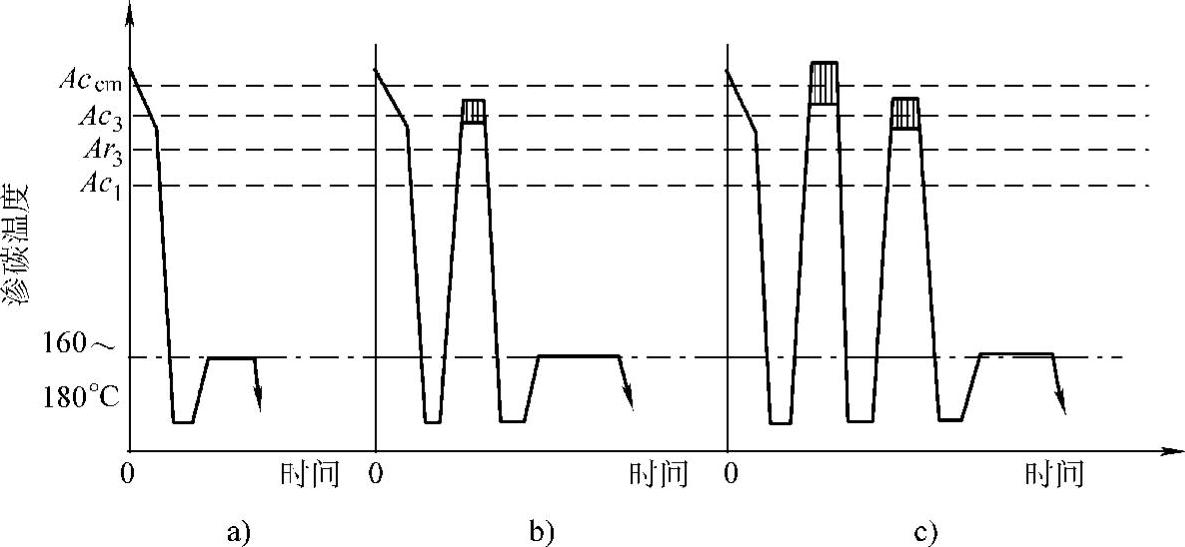
图26-1 渗碳后热处理工艺
a)预冷直接淬火法 b)一次淬火法 c)二次淬火法
3)二次淬火低温回火。
组织及性能特点:第一次淬火(或正火),可以消除渗碳层网状碳化物及细化心部组织(850~870℃),第二次淬火主要改善渗层组织,对心部性能要求不高时可在钢的Ac1~Ac3之间淬火,对心部性能要求高时要在Ac3以上淬火。
适用范围:主要用于对力学性能要求很高的重要渗碳件,特别是对粗晶粒钢。但在渗碳后需经过两次高温加热,使工件变形和氧化脱碳增加,热处理过程较复杂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。