



(1)准备工作
1)铸件准备:铸件去应力退火前应将冒口、型砂等清除干净,气孔、砂眼的补焊及粗加工工序应按排在去应力退火前。
2)设备(可采用箱式电炉、燃气炉及燃煤炉)准备:对使用的加热炉,应按有关设备操作规程检修,对燃料炉应清理主烟道、炉膛、燃烧室及燃烧嘴的灰分等。
3)测温仪表准备。
4)装炉:同炉装的铸件壁厚应力求接近,具有同一规范的铸件可装同一炉。
铸件摆放应平稳并用支柱支撑。多层装炉应采用适当垫铁,使铸铁与炉底、铸件之间留有150~200mm的间距。每层铸件之间的垫铁位置应当相同,邻层之间不允许垫铁的位置相互错开,以免发生弯曲变形;铸铁应避开热源、火口处,以防过热、过烧。重要铸件应装在路中温度较均匀处,刚性大的铸件装在靠近炉底处。
(2)工艺规范
1)升温速度:对于铸态应力大、结构形式复杂的铸件升温速度应慢些,一般采用炉温低于200℃装炉;对于形状简单的铸件,升温速度可快些,但装炉温度不应超过300℃。
2)加热温度:主要取决于铸件牌号,对于普通灰铸铁件,一般采用530~560℃;对于合金铸铁件采用550~600℃。(https://www.xing528.com)
3)保温时间:由铸铁牌号、有效厚度、装炉量及硬度而定,一般取4~8h。
4)冷却速度:由铸件精度而定,对于一般铸件可以用50℃/h的速度冷却(使用箱式炉可以断电后随炉冷却);对于高精度的机床铸件尽量缓冷(20℃/h),以免产生二次应力。在350℃以下冷却可适当快些。
5)出炉温度:一般控制在200~300℃,出炉铸件当温度未降到室温前不得受雨侵袭,以免开裂。
6)出炉后的铸件应放平稳,对于小块状铸件可堆放。
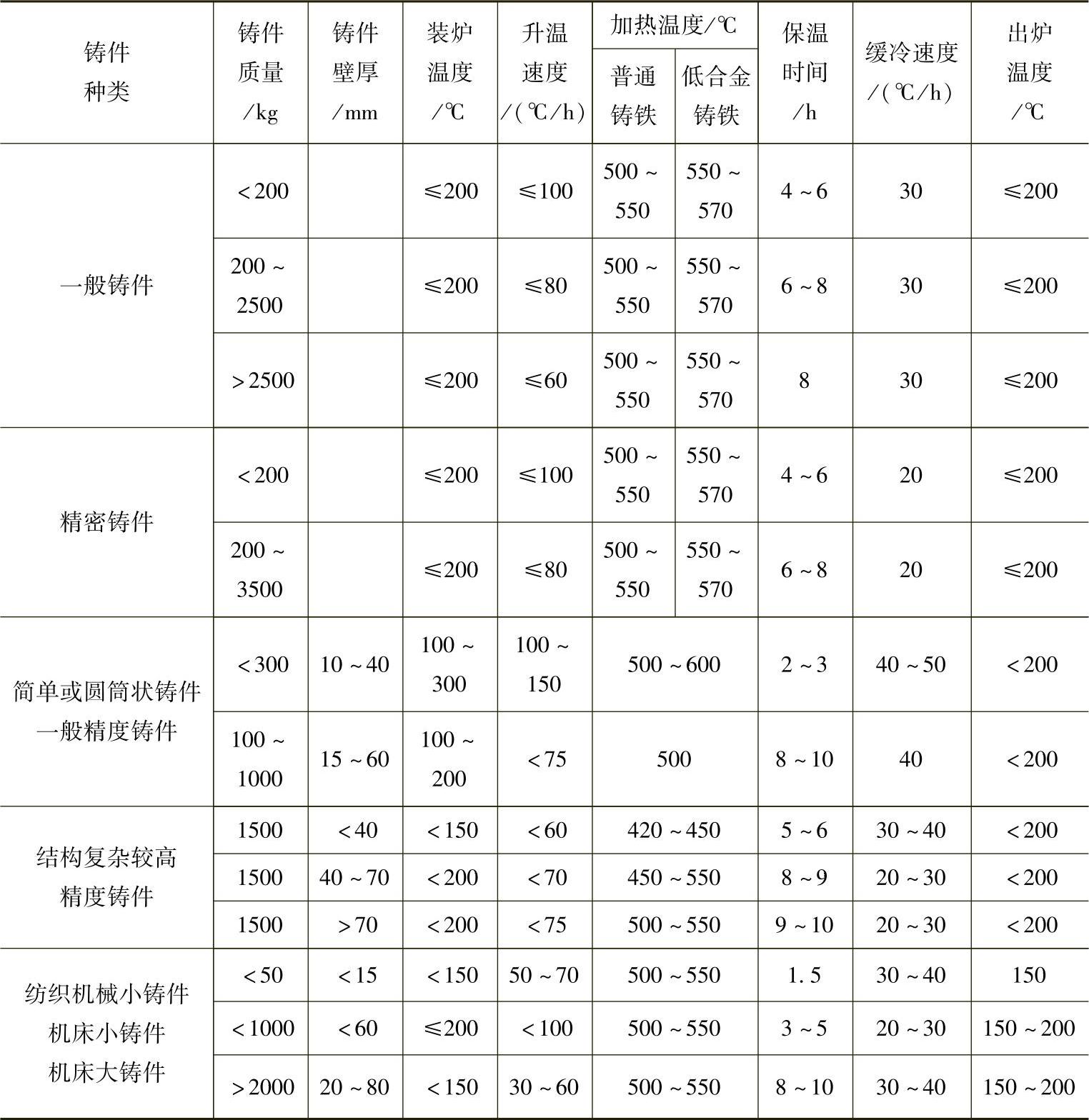
具体工艺规范参照表20-7。
表20-7 灰铸铁铸件去应力退火规范
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。