



可锻铸铁是由白口铸铁经长时间石墨化退火而获得的一种高强度铸铁,又叫玛钢。白口铸铁中的渗碳体在退火过程中分解出团絮状石墨,明显减轻了石墨对基体的割裂。与灰铸铁相比,可锻铸铁的强度和韧性有明显提高。
1.可锻铸铁的化学成分和组织特征
可锻铸铁的制作过程是:先铸造成白口铸铁,再进行“可锻化”退火,将渗碳体分解为团絮状石墨,得到铁素体基体加团絮状石墨或珠光体(亦或珠光体及少量铁素体)基体加团絮状石墨。铁素体基体+团絮状石墨的可锻铸铁断口呈黑灰色,俗称黑心可锻铸铁。这种铸铁件的强度与延性均较灰铸铁高,非常适合铸造薄壁零件,是最为常用的一种可锻铸铁。珠光体基体或珠光体与少量铁素体共存的基体加团絮状石墨的可锻铸铁件断口呈白色,俗称白心可锻铸铁,这种可锻铸铁应用不多。
由于生产可锻铸铁的先决条件是浇注出白口铸铁,若铸铁没有完全白口化而出现了片状石墨,则在随后的退火过程中,会因为从渗碳体中分解出的石墨沿片状石墨析出而得不到团絮状石墨,所以,可锻铸铁的碳硅含量不能太高,以促使铸铁完全白口化;但碳、硅含量也不能太低,否则会使石墨化退火困难,退火周期增长。可锻铸铁的化学成分(质量分数)大致为:2.5%~3.2%C,0.6%~1.3%Si,0.4%~0.6%Mn,0.1%~0.26%P,0.05%~1.0%S。
2.可锻铸铁的牌号、性能特点及用途
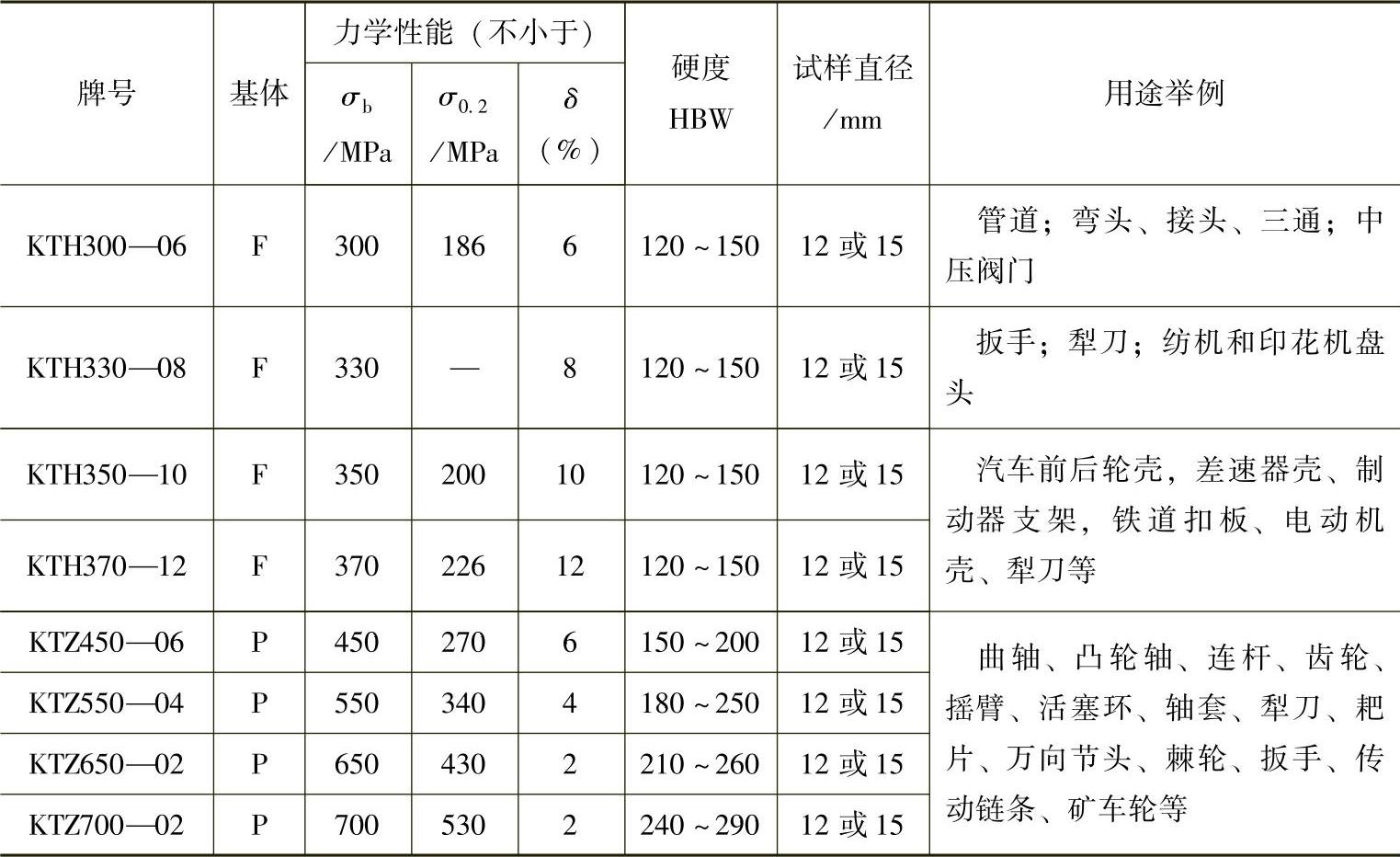
可锻铸铁的牌号、力学性能及用途见表20-5。牌号中的“KT”表示“可铁”二字汉语拼音的大写字头,“H”表示“黑心”,“Z”表示珠光体基体。牌号后面的两组数字分别表示最低抗拉强度和最低伸长率。
表20-5 可锻铸铁的牌号、力学性能及用途(https://www.xing528.com)
可锻铸铁不能用锻造方法制成零件,只是因为石墨的形态改造为团絮状,不如灰铸铁的石墨片分割基体严重,因而强度与韧性比灰铸铁高。
可锻铸铁的力学性能介于灰铸铁与球墨铸铁之间,有较好的耐蚀性,但由于退火时间长,生产效率极低,使用受到限制,故一般用于制造形状复杂,承受冲击,并且壁厚<25mm的铸件(如汽车、拖拉机的后桥壳、轮壳等)。可锻铸铁亦适用于制造在潮湿空气、炉气和水等介质中工作的零件,如管接头、阀门等。
3.可锻铸铁的石墨化退火
可锻铸铁的石墨是通过白口铸件退火形成的。通常是先形成的白口铸件加热到900~980℃温度,一般保温60~80h,炉冷,使其中渗碳体分解让“第一阶段石墨化”充分进行,形成团絮状石墨。待炉冷至770~650℃再长时间保温,让“第二阶段石墨化”充分进行,这样处理后获得“黑心可锻铸铁”。若取消第二阶段的770~650℃长时间保温,只让第一阶段石墨化充分进行炉冷,便获得珠光体基体或珠光体与少量铁素体共存的基体加团絮状石墨的“白心可锻铸铁”。
可锻铸件的问题是:可锻化退火时间太长,生产效率太低,退火后在400~600℃之间缓冷后铸铁件脆性大。解决问题的办法是:避免退火后在400~600℃之间缓冷;向铸铁液中加入少量Bi、B元素,并适当提高硅含量,可有效地缩短退火时间。我国有的厂家已将可锻化退火时间缩短到20h。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。