



1.微量润滑系统的总体方案
微量润滑切削的供液方式有内部微量润滑和外部微量润滑两种。油气混合物通过刀具中间的通道喷向切削区的方法,称为内部微量润滑,如图6-1所示。
内部微量润滑的优点主要集中在以下方面:
1)压缩气体和微米级油粒在管道内可以充分混合。
2)润滑剂经刀具内部通道直达切削区域,润滑效果明显,对于深窄槽、孔、腔等特殊结构加工效果明显。
3)压缩空气由切削区域内部喷射,有助于切屑的分离。
4)润滑油雾粒直达刀尖处,向工作空间飞散的量比较低。
此外,加工过程中,刀具上的润滑油喷口与工件之间的空间有限,且切屑易堵塞喷口,影响润滑效果。
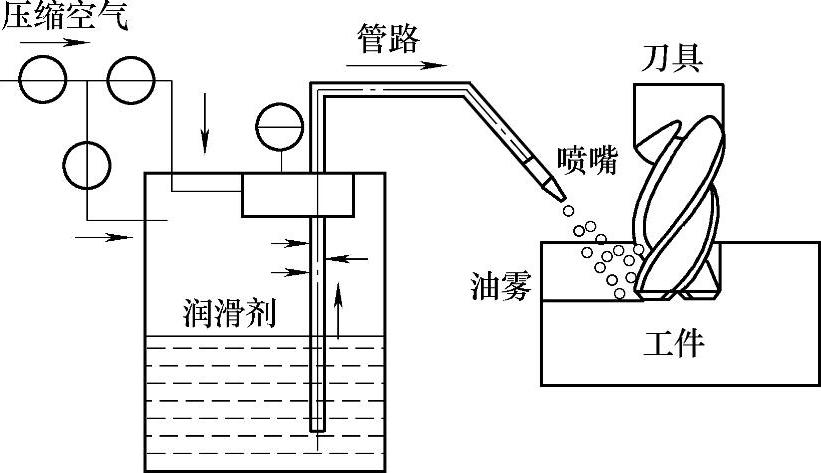
外部微量润滑是气液混合物直接喷至加工区域的方法,如图6-2所示。气液混合物射流进入切削区后具有一定的动能“冲刷”刀具,能够将粘结在切削刃上的切屑碎片冲掉,提高了切削性能。由喷嘴喷向切削区的雾粒直径小,速度高,易于渗入切削区域,润滑效果好。而传统切削液浇注式冷却,液体在微尺度效应的影响下,沿程阻力大,渗入距离有限,润滑不够充分。此外,由于传统浇注方式中切削液对刀具的急冷效应,导致刀具在热冲击作用下,脆性增加,更易于破损,严重影响加工表面质量和刀具使用寿命。
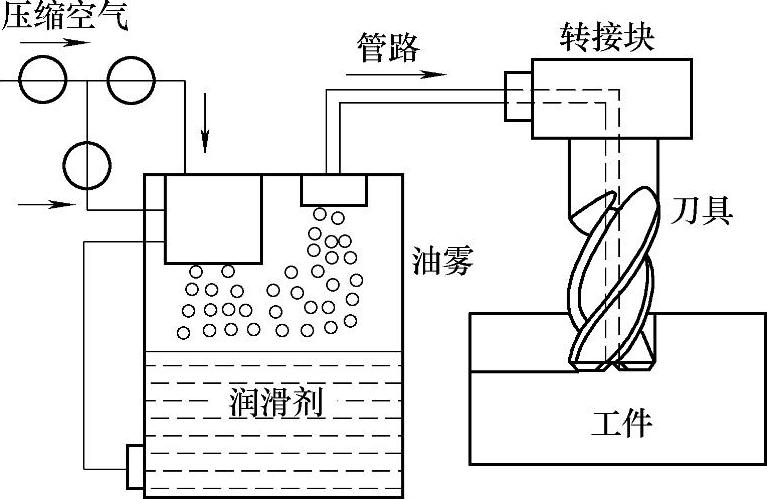
图6-1 内部微量润滑系统
 (https://www.xing528.com)
(https://www.xing528.com)
图6-2 外部微量润滑系统
对于润滑剂易于到达切削区域的加工方式,通常采用外部微量润滑。对于加工深孔、槽、腔等润滑剂不易到达切削区域的结构时,通常采用内部微量润滑。
2.微量润滑系统样机
北京航空航天大学绿色切削课题组研制出具有自主知识产权的不同工作原理的微量润滑系统(图6-3~图6-5),供液量为mL/h量级,系统具有节约资源,流量和压力连续可调,功能模块化、体积小、重量轻、易于安装调试等优点。已申请国家发明专利9项,其中已授权4项;申请国际PCT专利1项。2010年获第十九届全国发明展览会金奖1项。
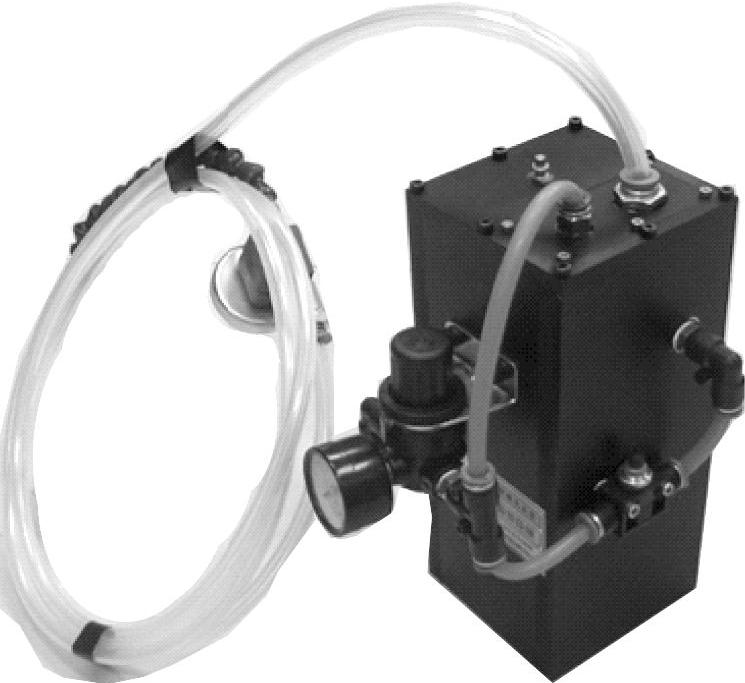
图6-3 BH-MQL-Ⅰ型微量润滑系统

图6-4 BH-MQL-Ⅱ型微量润滑系统
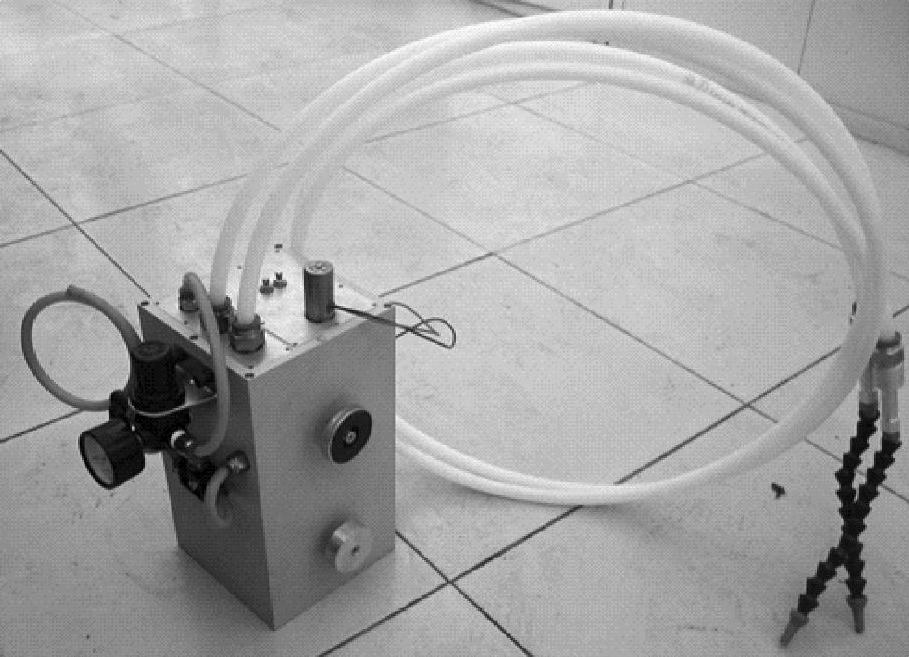
图6-5 BH-MQL-Ⅲ型微量润滑系统
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。