



为了满足生产的要求和净化环境的需要,我国和世界各国一样,都非常重视热处理及淬火介质的研究,特别是淬火介质的污染和对操作人员所产生的直接危害,引起了热处理工作者的高度重视。
近几年来,淬火介质发展非常迅速,淬火油性能得到提高,有机聚合物淬火介质的研究和应用达到空前的发展。以聚醚非离子型高分子聚合物(PAG)为代表的水溶性淬火介质取代淬火油是清洁热处理的发展趋势,可避免由于油的蒸发和局部燃烧而产生大量的CmHn、CO和烟尘等,无火灾隐患,有利于工人身体健康及生态友好,而且其具有逆溶性,冷却能力在油和水之间可调整,通过组分配比、浓度、温度、流动速度等参数的优化,可达到精确淬火冷却控制的目标,有效避免工件的变形和开裂,避免淬火软点的产生,产品合格率显著提高。正因为水溶性淬火介质在环境友好性及淬火功能性上的优势,国内外目前已在各类小型铸、锻、焊件上推广应用水溶性淬火介质。大型铸、锻、焊件具有大截面、形状复杂、厚薄变化大等特点,为了实现预期的组织性能和淬透性,在淬火冷却控制上难度更大,如浓度控制、温度控制、流速控制等。国外已普遍采用水溶性介质替代矿物油介质在大型工件上应用,如美国GE公司、丹麦维斯塔斯风力技术公司、日本JSW公司等均已在风机等装备的部分大型工件热处理上采用环境友好型水溶淬火介质,我国在大型铸、锻件热处理过程中仍因循传统经验,采用矿物油作为冷却介质,尚未全面开展大型铸、锻、焊件的水溶性淬火介质技术开发研究,没有形成符合工厂生产要求的工艺规范。
1.淬火介质冷却特性曲线
淬火介质的冷却特性是评价淬火介质性能的根本依据。评价淬火介质冷却特性最常用的方法是冷却特性曲线法,即将一定材料(通常是银和不锈钢)和大小的圆柱体或球形试样,在中心或离表面一定深处焊上热电偶,试样加热到预定温度后浸入所选淬火介质(静止或搅拌)中,测定冷却曲线,并经数学处理绘制出冷却速度曲线。如图5-3所示,冷却曲线上可明显分辨出淬火冷却的蒸气膜、膜沸腾和对流3个阶段,并从冷却曲线的倾斜程度可看出各阶段的冷却速度快慢。
淬火介质冷却速度曲线可定量表示不同温度下的冷却速度大小,尤其是3个阶段的冷却速度大小的变化,有利于作冷却特性的对比和应用。当前国际上倾向于用冷却速度曲线来表示淬火介质的冷却特性。
冷却特性曲线上有几个特性值对淬火介质的冷却特性有重要影响,如图5-3a中,A点对应的温度,即为蒸气膜阶段向膜沸腾阶段转变的温度,称为特性温度;B点对应的冷却速度为最高冷却速度,对应的温度为最高冷却速度所在温度;C点对应的温度为对流阶段开始温度。ad(以温度差计)称为冷却速度曲线的开度。利用冷却特性值可以预测钢件的淬火效果。搅拌则使以上诸冷却特性值发生变化。
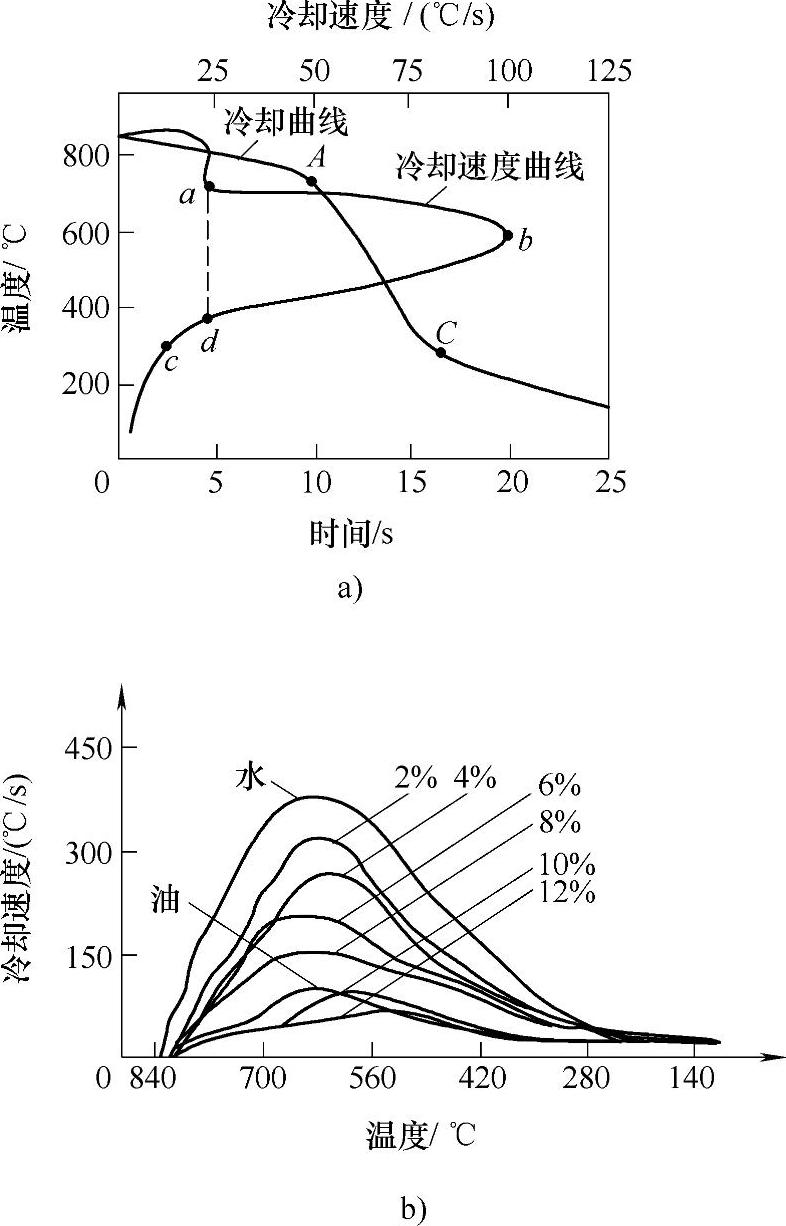
图5-3 淬火介质冷却特性曲线图
a)冷却曲线 b)冷却速度曲线
2.冷却特性曲线与钢件淬硬能力的关系(https://www.xing528.com)
试验研究汪明,A点温度越高,蒸气膜阶段越短;C点温度越低,淬火介质的冷却能力越强;B点最高冷却速度越大,淬硬能力越强。对于大多数结构钢,奥氏体最不稳定区域在500~600℃范围,最高冷却速度应在这个温度范围,且应大于该钢种的临界冷却速度;冷却速度曲线的开度越大,冷却能力越强,冷却越均匀,适用淬硬的钢种就越多。从图5-3b中可看出,介质浓度越高,特性温度降低;对流转变温度有所上升,最大冷却速度降低;冷却速度曲线开度减小,冷却能力减小。例如最大冷却速度相近的聚合物淬火介质和油,聚合物淬火介质的特性温度比油高,对流开始温度比油低,冷却速度曲线开度大,在生产中可根据不同钢种和技术要求,参照特性值来选择淬火介质。
3.冷却速度曲线与淬火变形开裂倾向
淬火介质及冷却方式对淬火件残余应力分布有重要影响。由于淬火介质的冷却特性不同,在不同温度范围内冷却速度将影响零件残余应力状态。
淬火冷却高温阶段,工件内只有热应力。此时,如果热应力值大于奥氏体的屈服强度,就容易引起塑性变形。到了淬火冷却的中温阶段(M点上),过冷奥氏体强度高,不容易发生塑性变形。待冷到马氏体转变温度范围,过快的冷却速度会产生过大的组织应力,可能引起工件开裂,所以在马氏体转变期间冷却速度应慢一些。
有物态变化的淬火介质,通常都有冷却过程三阶段。蒸气膜阶段越长,特性温度越低。对于形状复杂或厚薄变化较大的工件,截面较薄或尖凸部位冷却快,容易进入沸腾冷却阶段;而截面较厚或凹进部位冷却慢,会在较大的温度范围内被蒸气膜包围。这样工件厚薄部位之间或凸凹部位之间形成并较长时间维持比较大的热应力,引起较大的变形,且硬度不均匀。相反,若蒸气膜阶段越短,特性温度越高而作用时间比较短,很快进入沸腾冷却阶段,冷却速度迅速增大引起变形小,且硬度均匀。所以有物态变化的淬火介质冷却时应进行搅拌。在沸腾冷却区的最高冷却速度区域,冷却速度快,不同部位之间温差小,冷却均匀,热应力小,不易引起变形。
在淬火冷却的中温区,如果冷却速度快,不同部位间就会产生较大的热应力,可能引起一定程度的塑性变形。因此从出现最高冷却速度的温度到对流开始温度之间,冷却速度越慢,产生的热应力越小,变形也越小。在冷却速度曲线低温区,主要影响组织应力的大小。若对流开始温度高于钢的马氏体点(M)温度,工件进入马氏体转变区的冷却速度慢,组织应力较小,淬裂的危险也小。
若对流开始温度低于钢的马氏体点(M)温度,则M点处冷却速度较快,组织应力较大。M点与对流开始温度温差越大,引起的组织应力越大,工件淬裂的危险性越大。尤其对形状复杂的工件,其淬裂危险性更大
生产中可根据不同材料的M点温度来选择淬火介质,一般宜选用对流开始温度高于M点温度的淬火介质。尺寸较大的工件,一般要求获得一定深度的硬化层,可选用对流开始温度较低的淬火介质。对流开始温度高低的影响还与对流开始前淬火介质的冷却速度有关。在对流开始温度之前,冷却速度越慢,对流开始温度即使低于钢的M点,钢件各部位温差不会很大,淬裂可能性小。这就是油淬时,M点高于对流开始温度的钢件不会淬裂的主要原因之一。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。