



1.概述
热锻润滑剂是伴随着模锻工艺、生产技术以及锻造设备的不断改进而发展的,从早期的木屑、盐水、机油发展到玻璃、油基石墨、水基石墨直至无色环保型润滑剂等。对润滑剂的性能要求也从主要的润滑、脱模、冷却绝热、高温湿润等性能,发展到环境友好性能。
根据模锻工艺的特点,要求润滑剂应具有如下性能:
(1)在锻造温度下具有良好的润滑性 在锻造时为使锻件和模具隔离,避免两者的直接接触,滑动摩擦时减少摩擦磨损,促进金属流动,提高金属充填性,减低锻造力,要求润滑剂在锻造温度下(热模锻和精锻的锻件一般为1000~1200℃或更高)具有良好的润滑性。
(2)具有良好的脱模性能 在锻造时模具的温度一般在200~300℃,最高可达500℃,而锻件的温度远高于模具温度。在锻造过程结束时,如果润滑剂具有良好的脱模性,则锻件与模具可即刻分离、脱模,防止粘着,减少锻件热量传导到模具上,即降低了模具的温升,其相应的效果是提高模具寿命。另外也使生产操作方便,提高生产效率。
(3)具有良好的冷却绝热性能 由于在锻造时热锻坯料与模腔的接触以及在高压下金属急速流动变形时产生的变形热与摩擦热使模膛表面温度急速上升。为减少这些热量传导到模具上,要求在锻件与模膛中间的润滑层具有良好的绝热性能。同时要求它具有良好的冷却性能,以带走在每次锻造过程中使模具温度升高的热量。其相应的效果也是提高模具材料强度即模具寿命。
(4)良好的高温湿润性 在锻模生产过程中,模具温度逐步升高,最高可达500℃。这样要求润滑剂在高温下能在模膛表面形成一层均匀的润滑膜,以发挥润滑剂的效能,防止润滑失败产生粘模现象。为此要求在高温下有良好的成膜性,也即有良好的湿润性。
(5)有良好的悬浮分散性能 从使用方便上要求润滑剂具有良好的悬浮性,而更重要的是要有良好的分散性,以防止固体润滑剂颗粒沉降造成凝聚、结团并影响到润滑材料的均匀性和使用性,从而对其性能的发挥带来一定的影响。
此外,为保证锻件的表面质量,不使锻件表面产生缺陷,润滑层一定要在模膛中薄而均匀,这就要求它是可喷射的,并且在锻后模腔中不留下残渣;润滑剂不能与模具及锻件发生化学反应及产生腐蚀;对操作人员身体不能发生有害作用;味、烟、气体应尽量不产生;在经济上是价廉的等。
2.绿色化热锻润滑技术研究
关于热锻环保型润滑剂,属环保要求的一般可分为两种类型:白色和无色。
而白色又分成含白色固体及乳化油两种。含固体成分的白色润滑剂虽然解决了黑脏问题,但仍未克服粉尘污染;而含乳化油的虽然没有白色粉尘污染,但它遇到高温时要产生浓烟,也有一定的污染。经上述的分析,水溶性无色的非石墨型热锻润滑剂,既解决了黑脏又克服了白色粉尘引起的环境污染,是一种比较理想的环保型热锻润滑剂。
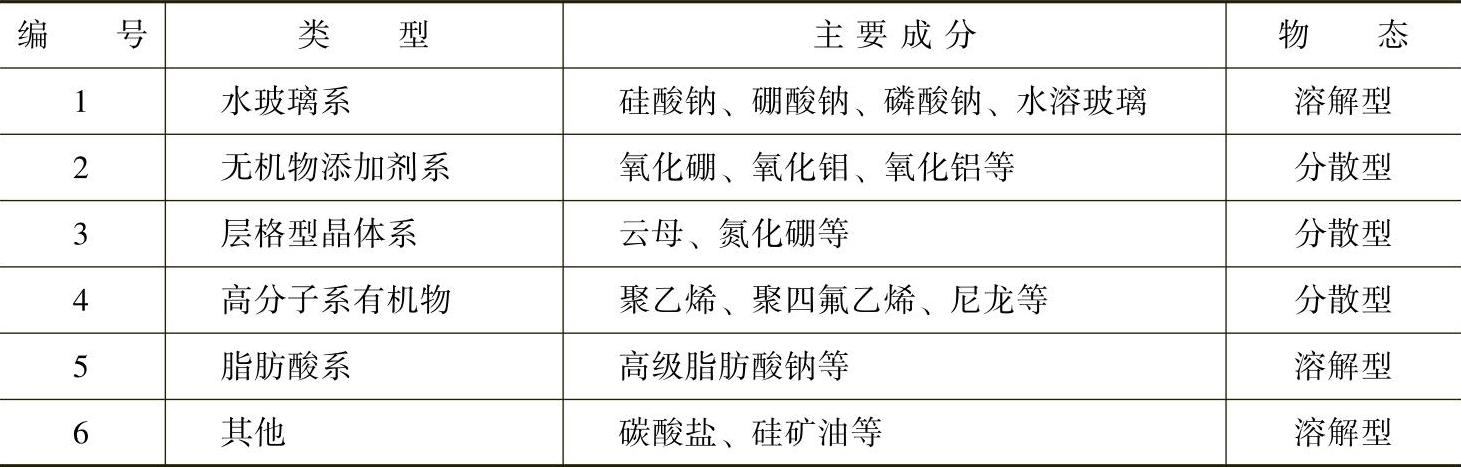
表3-3列举了环保型热锻润滑剂的主要成分。表3-3中分散型的材料只能配成白色,其润滑性不理想。溶解型的材料有有机及无机两类。
表3-3 环保型锻造润滑剂成分
(1)影响配方设计的因素 为使润滑剂能满足热锻的性能要求,在配方上应考虑:
1)润滑材料选有一定极性的有机物。这可使它在金属表面形成定向的排列,形成一定的润滑分子层,以提高润滑效果。
2)为使锻件易于从模具模膛中取出,在配方成分中加入在高温下分解产生气体的脱模剂。产生的气体虽不多,但一层极薄的气体能有较好的效果。
3)为提高它的润湿温度,选用具有网状结构的添加剂以使润滑剂能在较高温度的模具型腔表面上形成均匀致密的润滑涂层。
4)在配方成分中加入一定量的粘结剂。主要是使润滑剂涂层较牢地粘着于模具表面。
5)某些材料在水介质中的溶解度有限,在必要时,可通过添加助溶组分,获得在单位容积内较高的有效组分含量。
水玻璃的成分是磷酸盐、硼酸盐及硅酸钠,作为润滑剂使用时要求它在使用温度范围内的粘度约在10.2~10.3Pa·s较好。它的高温粘度是:406℃时,10Pa·s;307℃时,100Pa·s。即水玻璃型润滑剂在模具模表面的涂层温度在300~400℃时有较满意的润滑效果。但水玻璃成分也具有明显的缺陷,在实际应用中,经过一定数量的锻件生产后会锻件充填不满而出现废品,主要原因是因水玻璃在连续使用过程中不挥发、不分解,使它在模具低凹处逐渐堆积到一定量后,就使锻件材料充填不满而出现缺陷成为废品。
在配方设计方案中考虑的各种成分必须都是亲水性的,实际选用时,多数材料均需要经过自行合成制备或改性处理。有机高分子材料大多数是不溶于水的,有些能溶于水的原材料因粘度较大或润滑性能较差而不被选用。
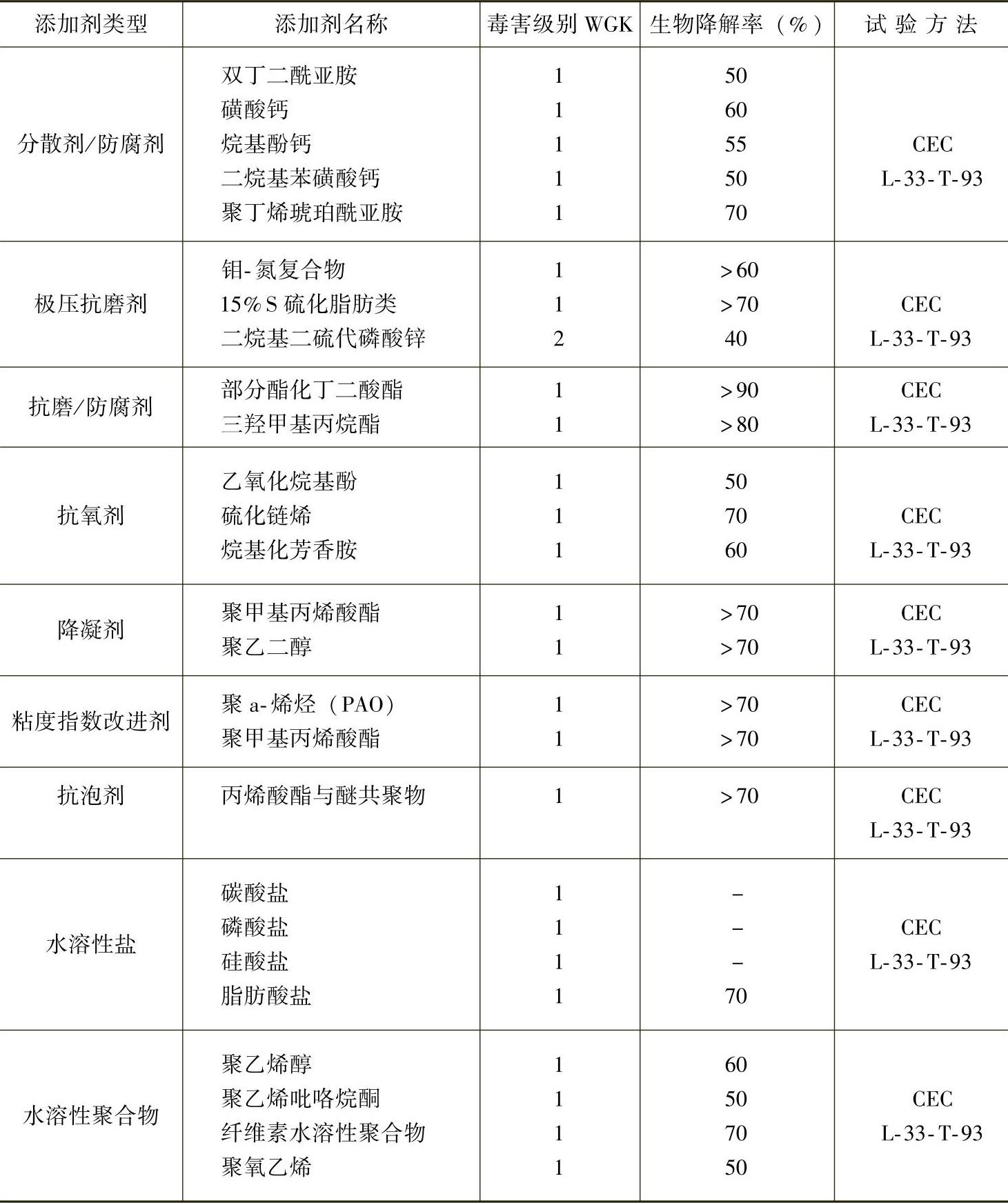
(2)基础材料和添加剂的环境性能指标 在研制开发环保型润滑剂时,首先判断选用的基础组分及添加剂的环境指标是非常重要的,润滑剂产品定型后,仍需要对产品进行类似综合分析。配方中应选取生物降解性较高、生态毒性较低的材料作为基础组分。(https://www.xing528.com)
目前考核的指标主要有生物降解性和生态毒害性,表3-4列举了部分基础材料和添加剂的环境性能指标。
表3-4 部分润滑剂基础材料和添加剂的环境性能指标
3.绿色化热锻润滑产品应用
(1)CAM-3热锻润滑剂CAM-3热锻无色环保型润滑剂是以水为分散基体,再添加强效高温抗磨、减摩润滑组分、高分子材料等复合配置而成,产品性状稳定,能显著提高金属的流动性和产品表面质量,具有环境友好、成膜均匀、润滑性及脱模性良好等优点。
适用于钢、合金钢及其他有色金属(如铝、铜等)的热锻工艺,操作可采用手动或自动喷涂方式润滑。
本产品不含石墨等材料,锻件清洁,车间空气环境得到有效改善,产品不含对人体、水体、土壤有害的组成元素,符合环境友好型润滑剂的技术条件。
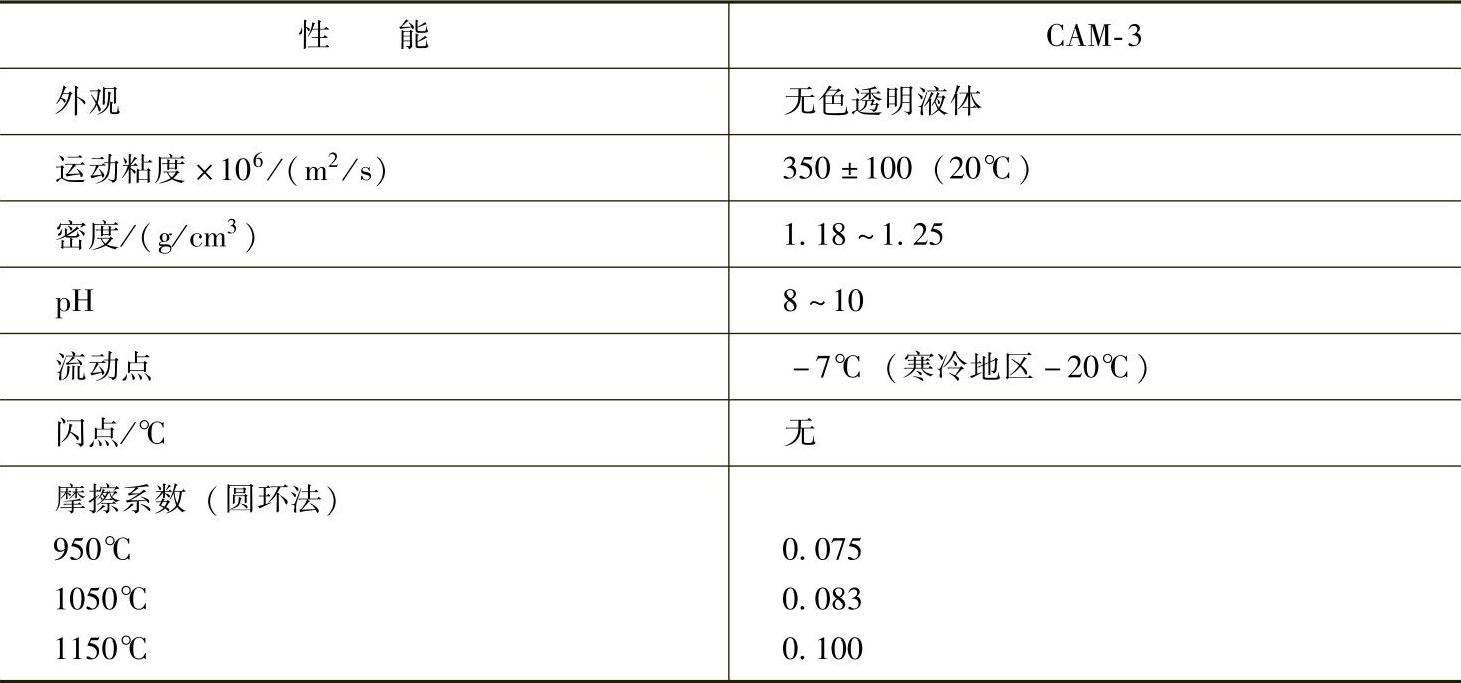
本产品由机械科学研究总院先进制造技术研究中心研制生产,主要技术指标见表3-5。
表3-5 CAM-3热锻造无色环保型润滑剂的主要技术指标
(2)H-4C型热锻润滑剂H-4C型水基高温热锻造润滑剂是以纤维素衍生物为基体,含有固体润滑剂、表面活性剂、防锈剂、防潮剂及其他添加剂,具有良好的高分散性和高温附着性,可形成微细粉均匀薄膜粘附在模具表面,起到高温润滑与热分散冷却作用。产品对人体无毒、无害,劳动条件好、无烟雾,对环境无污染,而且对模具冷却效果及润滑自动化都较有利。
产品性能:外观为黑色粘稠液体,密度1.15~1.25g/cm3,pH7~8,粘度25~30s(室温,涂-4杯),摩擦系数<0.2,防锈期<30天。
该产品由四川南溪高分子化工厂生产。
(3)BW、W型热锻润滑剂W-200/W-400型为透明环保型产品,不含石墨等物质。产品涂布效果好,残留物容易清除,润滑性较好,脱模较容易。
产品适用于热锻造、铝框的挤压以及其他非金属的成形加工,W-200和W-400在质量上无显著差异,其中W-400更适用于精锻及生产周期短的情况。
W-200产品主要技术指标:运动粘度2.9×10-4m2/s(20℃);密度1.15g/cm3;pH8~10。
W-400产品主要技术指标:运动粘度1.95×10-4m2/s(20℃);密度1.10g/cm3;pH8~10。
BW-100型为水基石墨锻造润滑剂,主要技术指标为:运动粘度1.98×10-4m2/s(20℃);密度1.13g/cm3;pH8~11。
以上产品由长春一汽四环脱模剂有限公司生产。
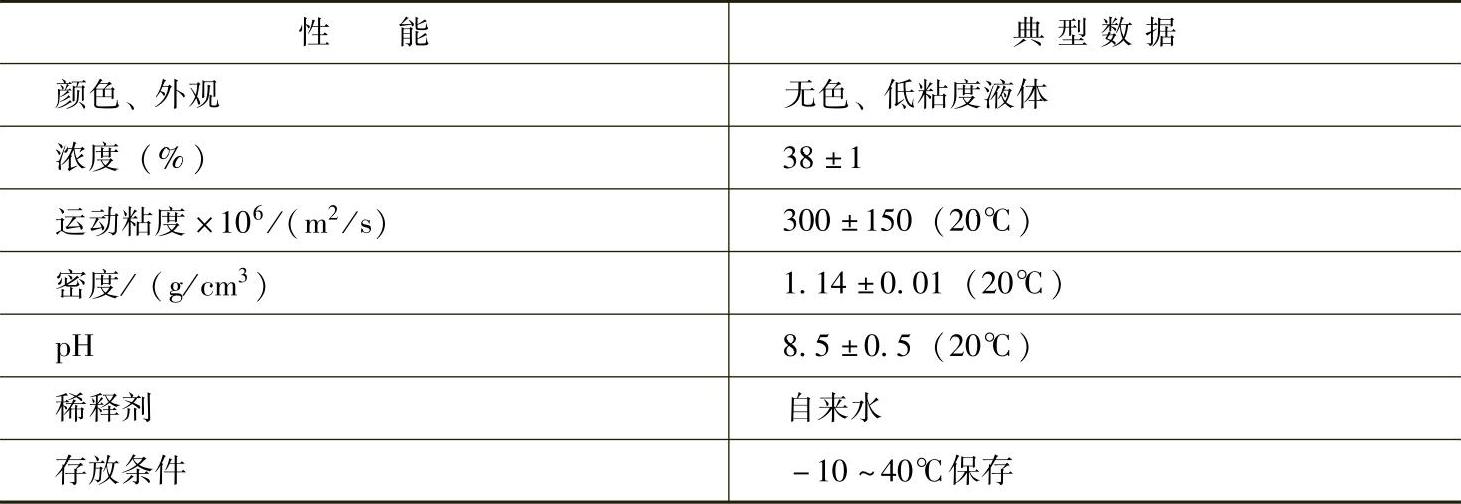
(4)LUBRODAL F系列热锻润滑剂LUBRODAL F 400是水溶性不含石墨和油的热锻润滑剂,由福斯油品集团生产。产品适用于钢、特殊合金及有色金属的锻造,能显著提高金属的流动性和表面质量,能在成形模具表面形成高润滑性能的干膜或湿膜,在比较复杂的和自动化生产工序中使用比较方便。
LUBRODAL F 400的典型数据见表3-6。
表3-6 LUBRODAL F 400的典型数据
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。