



喂丝法(或称包芯线)技术是20世纪70年代后期国外开始研究和应用的,由于喂丝技术具有吸收率高、操作简单、易实现自动化、改善生产环境等优点,因此受到重视和推广。喂丝球化工艺过程是通过喂丝机将包有合金元素的包芯线不断插入到球化处理包,由于高温铁液的作用,芯皮被熔化,芯料(球化剂)与铁液接触,发生球化反应的过程。
国内哈尔滨理工大学等单位开发了DGN-Z80型等喂丝机,由输线机构、喂丝线加入量的测量计算机构、驱动和调速机构以及数据显示与控制装置组成。喂丝线主要有包头星火稀土合金厂等生产的高镁合金喂丝线等,其技术参数为:¢13mm;Mg=28%~30%(质量分数,余同),Re=2.5%~4.5%,Ca=2.0%~3.0%,Si=39%~44%;芯料重(215±5.0)g/m,芯线重(360±5.0)g/m,吨线长2778m/t。
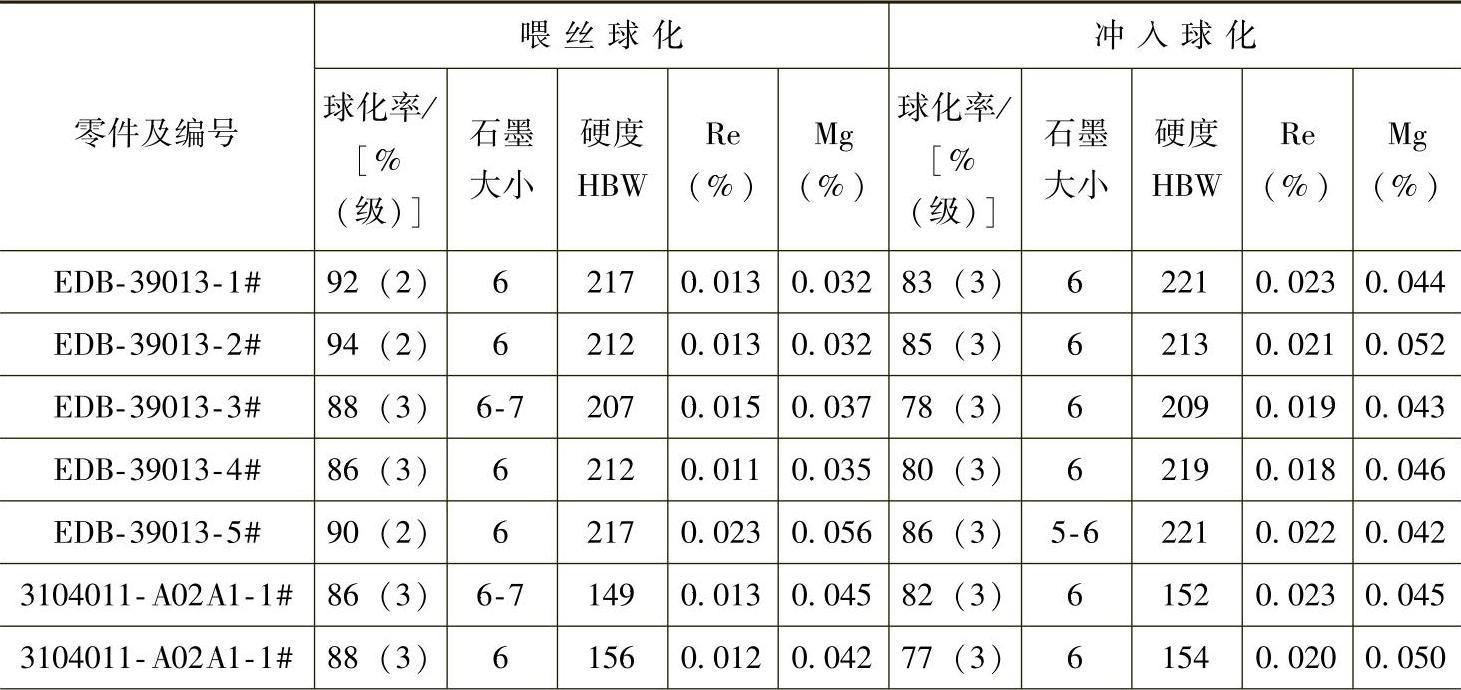
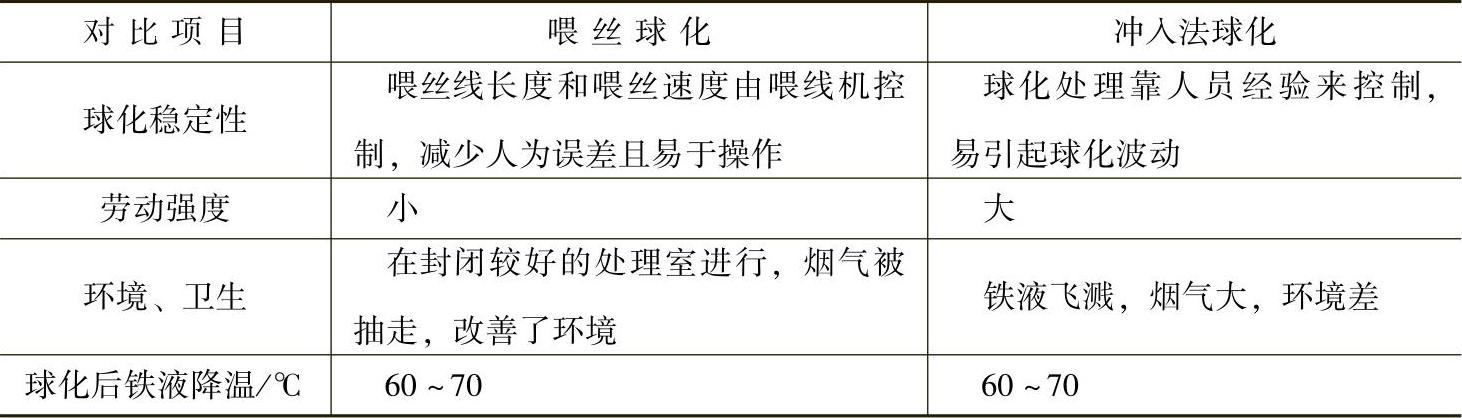
对于球墨铸铁铁液采用两台8t中频炉熔炼,炉料以废钢、返回料为主,球化处理前铁液S含量一般稳定在0.02%~0.03%(质量分数),喂丝线加入量0.65%~0.75%,孕育处理采用二次孕育:即球化处理前一次孕育,孕育量0.30%~0.35%;球化处理后倒包二次孕育,孕育量0.25%~0.30%,孕育剂采用75SiFe。球化处理包高径比1∶1.6,铁液球化处理温度1470~1520℃(视铸件要求而定),球化处理后铁液要求8min浇注完毕。喂丝法与冲入法铸件化学成分及球化等级见表2-7,环境等方面的对比见表2-8所示。与冲入法对比,喂丝球化的球化率、石墨球均匀性好于冲入法球化。
表2-7 喂丝球化铸件化学成分、球化等级
(续)
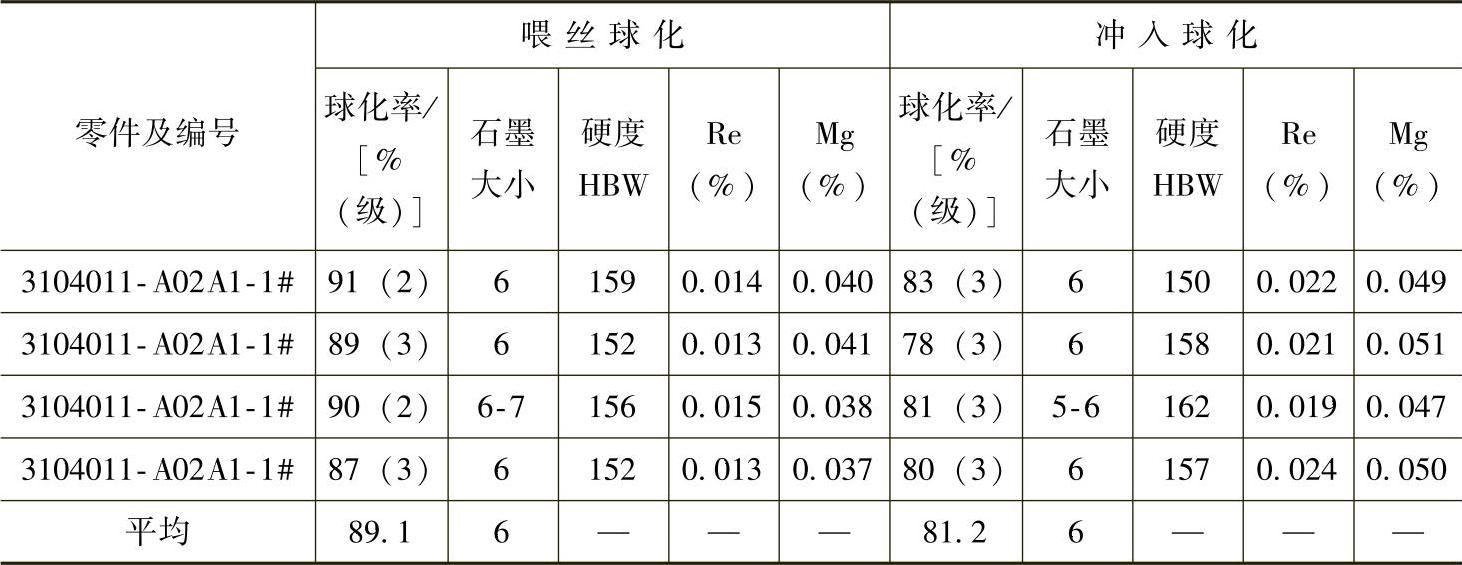
表2-8 喂丝及冲入球化环境等方面对比
 (https://www.xing528.com)
(https://www.xing528.com)
为确保喂丝球化质量,好的喂丝机是基础,芯线质量是关键,操作控制是保障。一台好的喂丝机应具有喂丝线长度、喂丝速度和自动退线长度预置及自动停机等功能,维修方便、简单,故障率低。芯线质量的好坏是影响球化效果的关键因素,好的芯线在保证芯料成分的前提下,还应芯料均匀,密度合适,不断线,韧性好。图2-34为一汽铸造有限公司采用的喂丝球化处理装置。

图2-34 一汽铸造有限公司采用的喂丝球化处理装置
喂丝球化主要操作要点:
1)喂丝速度及角度。喂丝速度定得过快、过慢对球化质量都有影响。根据铁液量、球化包尺寸26~28m/min的速度比较合适。导线支架为圆弧形,确保了走线流畅。喂丝角度应使芯线垂直进入铁液液面,有利于芯线插在铁液包深处,提高球化效果。
2)铁液温度。在不同的铁液温度下,镁的吸收率不同,铁液温度要求较高的铸件,芯线长度要适当增加。
3)喂丝量和球化反应的观察。使用喂丝球化,要求球化反应时必须注意观察显示器喂丝线长度和球化反应时间,以保证球化质量。
总之,虽然冲入法与喂丝处理成本相当,但是喂丝球化处理工艺稳定,球化率高于冲入法;喂丝球化工艺操作简单,减轻了工人劳动强度,易实现自动化;喂丝球化在反应室中进行,改善了生产环境,减少了污染。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。