



1.砂型数控切削加工机理
型(芯)砂可被看成是一个分散体系,不同于一般工程材料的分散体系,因其混合过程中液体分散介质(通常为粘结剂)占的份额特别少,作为固体分散相的砂粒特别多,也称为骨干式或骨骼式体系。其微观形貌如图2-2所示。在原砂与粘结剂混合搅拌后,砂粒表面就包覆了一层薄薄的粘结剂膜即粘结膜,厚度为0.002~0.01mm,厚度的变化决定于粘结剂的加入量和砂粒的比表面积。型砂紧实后的粘结模型如图2-3所示。相邻的砂粒通过粘结膜连接起来,粘结膜的连接点即为粘结桥。型砂的强度决定于粘结膜及粘结桥的强度。在这个体系中,粘结剂主要起粘结砂粒的作用,并决定着砂型力学行为的许多特征。从型砂粘接模型来看,在粘结剂和固化剂发生胶联反应包裹砂粒之后,砂粒之间就通过固体粘结桥连接在一起,如图2-3所示。
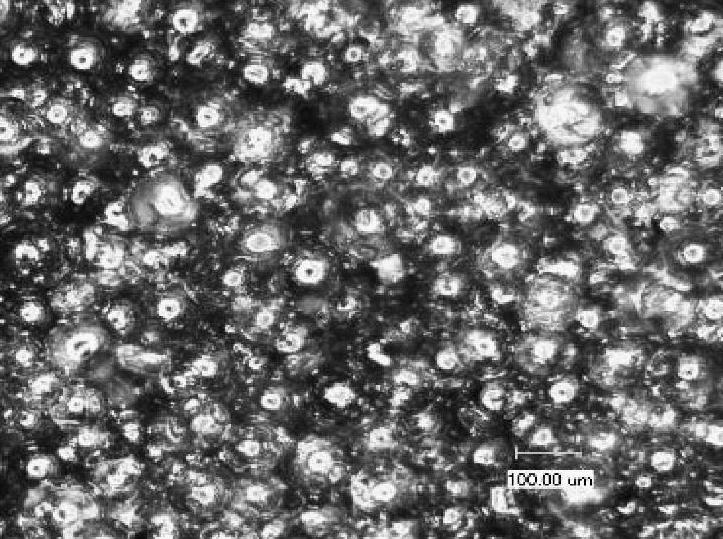
图2-2 砂型的微观形貌
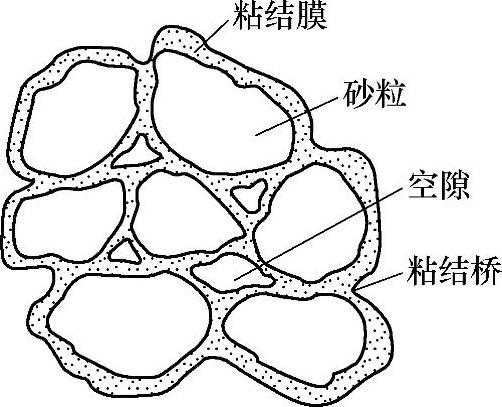
图2-3 型砂粘结模型
一般数控加工的对象是基体为连续均匀介质的金属,工件切削层材料受到刀具前刀面的挤压作用后,产生弹性变形、塑性变形和剪切滑移,使切削层金属与母体材料分离变为切屑。砂型是由型砂经粘结剂和固化剂发生化学反应粘结而成,本质上是一个由微小型砂互相粘连形成的离散体。所以当切削刀具不断地挤压被切削的砂层时,被切削层的受力分离很难用弹塑性变形来解释,如图2-4所示,主要是刀具与离散的型砂相互间的碰撞作用,使型砂获得足够的动能,克服粘结作用与周围型砂分离。砂型上的砂粒从静止状态到被切削飞出,所产生的抗切削强度主要是由于砂型颗粒间接触点的粘结桥形成的内聚力。
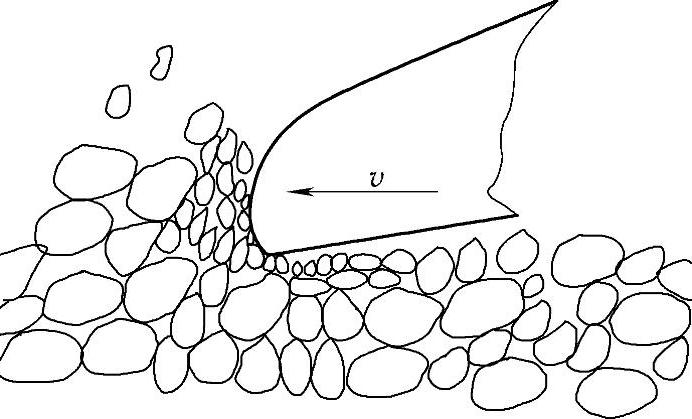
图2-4 铸型切削加工示意图
2.砂型数控加工专用刀具
砂型加工不同于金属加工,砂型作为非均质离散体,砂粒通过粘结剂粘接而成,加工过程极易发生薄壁砂型坍塌及砂粒剥离引起表面粗糙问题。因直接切削砂型,高速旋转刀具直接与砂粒产生碰撞,刀具磨损严重,甚至发生崩刃现象,如图2-5所示,传统刀具无法使用。复杂铸型大都是深腔结构,强度有限,尤其是薄壁砂型,刀具设计及砂型配方不合理则无法加工,为此需要开发大长径比、高速、长寿命、高耐磨加工的刀具,因此研制合适的刀具是实现铸型(芯)数字化加工的关键技术之一。
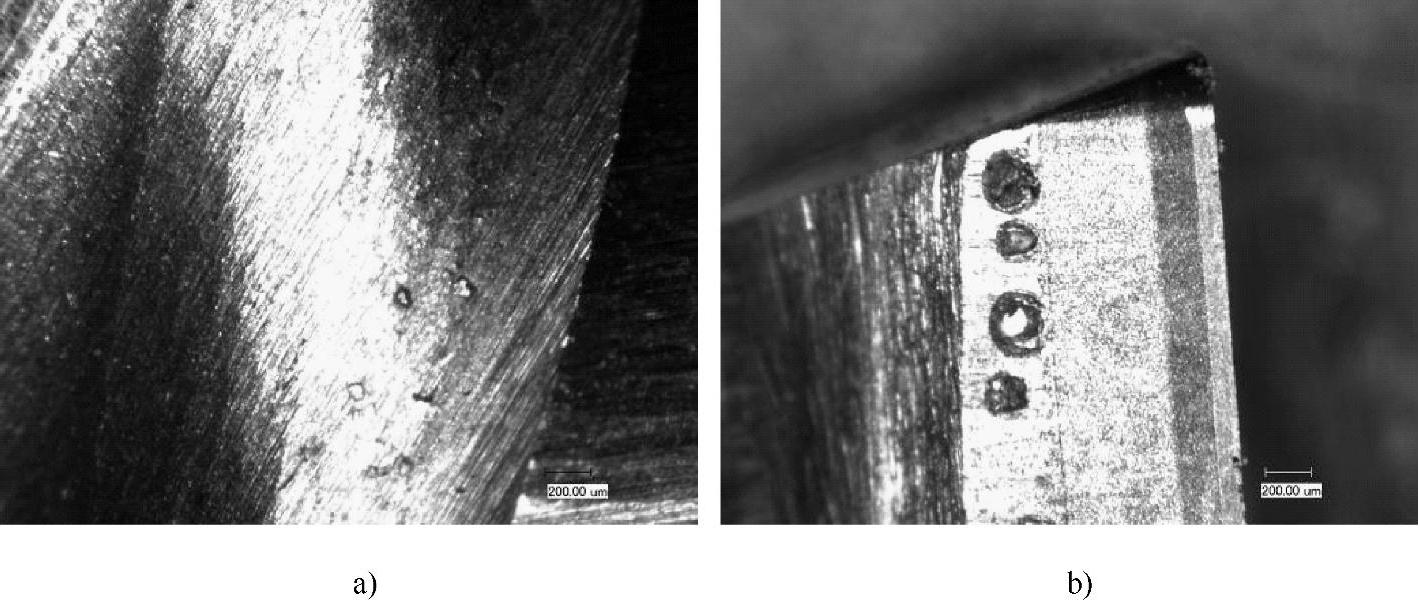
图2-5 刀具磨损微观形貌
a)高速钢刀具磨痕 b)刀具崩刃
高速钢刀具的前、后刀面磨损严重,不适合铸型切削。涂层刀具中,较薄的TiN涂层抵御SiO2硬质点对后刀面“微切削”的能力不足,故也不适合砂型切削。硬质合金刀具的硬度明显高于高速钢,但实验发现,刀具失效后刀尖圆弧部分存在刀具材料剥落现象,磨损较严重,故硬质合金刀具切削砂型的能力也较弱。在铸型切削过程中,刀具材料、转速、进给速度、切削深度、砂块固化时间、型砂粒度等参数对刀具磨损均产生一定的影响。其中,型砂粒度、切削深度对刀具磨损的影响较为显著。
磨损实验中高速钢刀具、硬质合金刀具磨损严重,不适合铸型(芯)切削。砂块中石英砂的主要成分为SiO2,显微硬度是8200MPa,远远高于高速钢、未涂层硬质合金。切削砂型的刀具磨损主要是磨粒磨损和机械撞击,砂坯中的SiO2使刀具材料迁移,造成刀面材料的微小剥离。在铸型(芯)切削中,砂块中的SiO2、已加工表面上粘附的切屑(散砂粒)等硬质点如同“磨粒”一样摩擦、刻划以及冲击微切削刀具表面,最终致使刀具表面形成擦痕或犁沟现象,使刀具迅速磨损。
在上述研究基础上,设计了铸型数字化加工专用的加工刀具。通过不同材料刀具切削砂型对比实验和大长径比刀具模态分析(图2-6a),开发出系列化的高耐磨、大长径比专用刀具(图2-6b)。为适应复杂铸型深腔加工,刀颈长度延长至80~200mm;同时为了换刀方便,刀柄直径统一。与普通铣刀对比,专用刀具具有耐磨性好,加工深度深,换刀方便等优点。
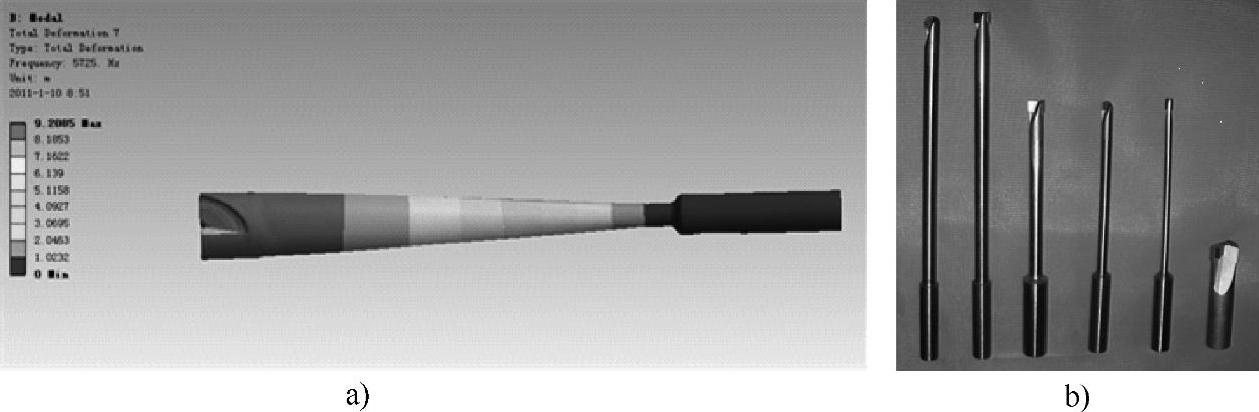
图2-6 专用金刚石刀具
a)刀具仿真模型 b)长寿命系列加工刀具
3.铸型加工过程刀具冷却及排砂一体化工艺
在铸型加工过程中产生了大量废砂,如图2-7a所示,为了避免废砂影响后续的加工需要及时排除。由于铸型加工必须采用干式切削,因不能用冷却液对刀具进行冷却,加工砂型时容易产生大量摩擦切削热,导致刀具失效及破坏,为此废砂排除以及刀具冷却是铸型(芯)加工的关键工艺技术之一。
刀具冷却与废砂排除一体化系统,通过节气喷嘴的高速气流将刀头附件的废砂带走,可解决铸型高速加工中刀具摩擦、磨损、冲击崩刃等问题,实现了气动排砂和刀具冷却一体化。采用分布在刀具两侧的节气喷嘴,使高压气流交叉覆盖刀头,并随切削刀具一起运动实现随动排砂,同时对刀具提供了强风冷却,解决滞留砂屑影响加工精度和刀具寿命的问题。
在砂型切削实验中,常用的是50/100、70/140目的砂粒,设砂粒直径d=50×10-6 m,型砂密度为3×103kg/m3,气体为普通空气,室温下其密度ρ=1.29kg/m3,粘度μ=17.9×10-6Pa·s。根据斯托克斯定律,计算临界气流速度如下:

 (https://www.xing528.com)
(https://www.xing528.com)
图2-7 加工废砂堆积及排砂
a)清理前 b)清理后
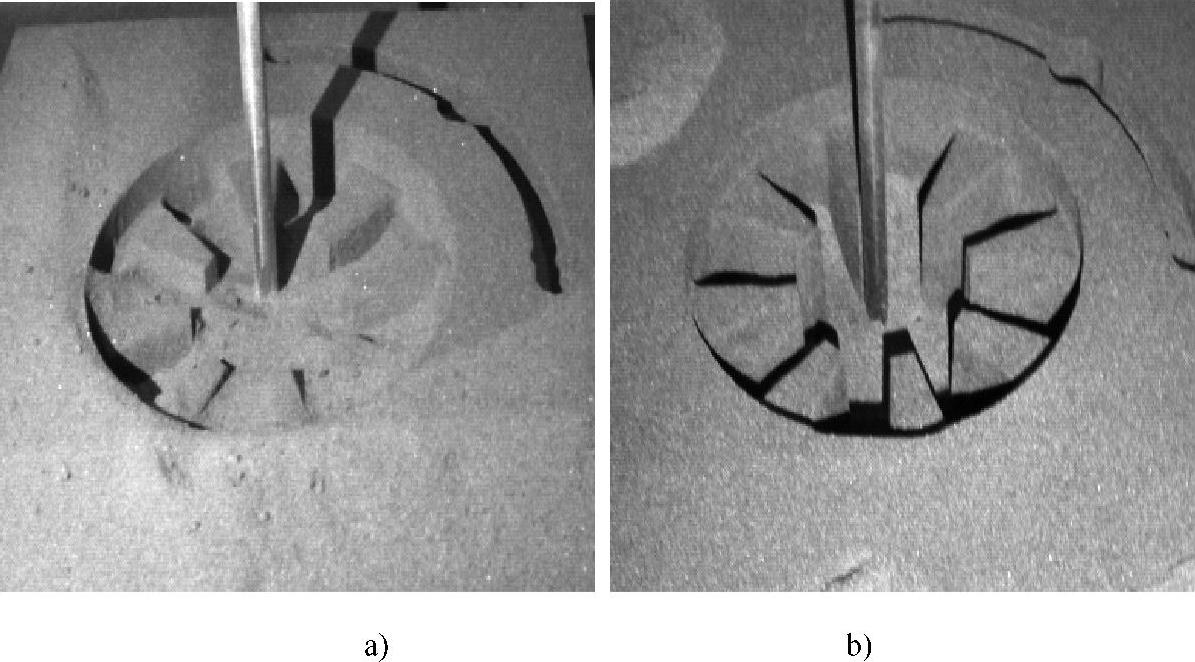
实验中采用吹气和吸气的方式产生气流带动砂粒飞出已经加工的表面,如图2-8所示。采用负压吸尘的方式排砂,即使吸尘器的功率很大,由于抽气口附近进气空间很大,所以流过砂粒的气流速度并不高,不足以达到临界速度。只能将喷嘴附近5mm范围内的砂粒吸走,而且不能对加工刀具进行有效冷却;而采用吹气方式,喷嘴小,气流量集中,与砂粒距离在150mm以上就能将砂粒吹开,同时对刀具提供了强风冷却。
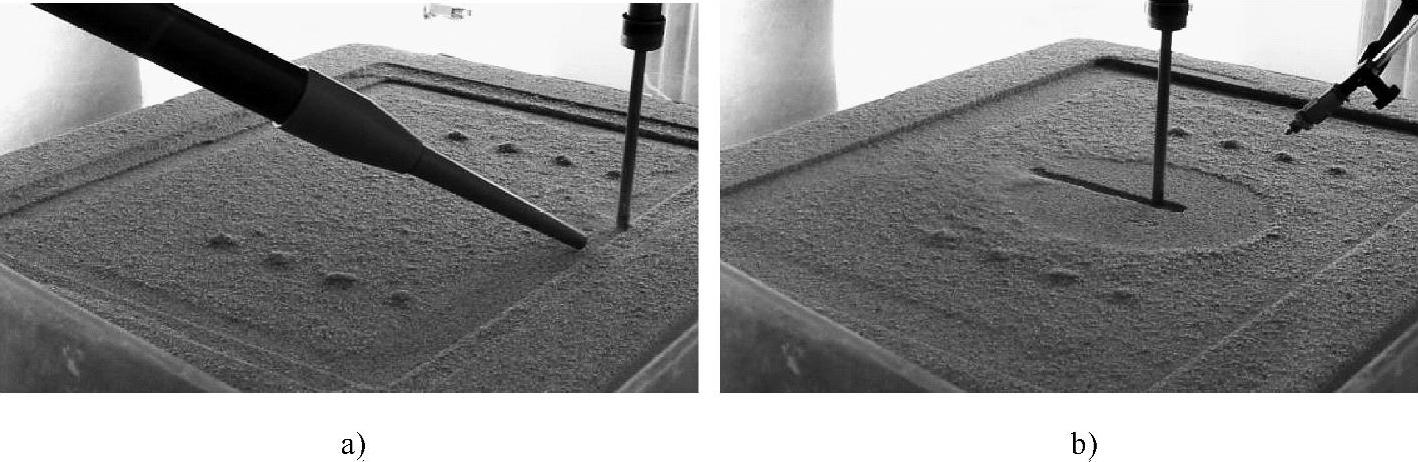
图2-8 排砂方式比较
a)吸砂方式 b)吹砂方式
采用吹气排砂,喷嘴在距离加工表面(砂槽底部)150mm以上,砂槽底部流场速度基本都超过了临界速度,随着气流移动,废砂能够有效排出砂槽之外。同时对刀具提供了强风冷却,刀具升温在10℃以内。
4.铸型切削加工工艺优化
铸型数字化加工路径的优化是提高铸型加工速度最主要的方式。加工路径优化主要在满足铸型加工精度的要求下,从加工路径规划、短线合并和引入样条插值运动模式等三个层次来对加工路径进行优化。加工路径优化是铸型切削加工工艺优化的关键技术之一,主要从基于虚拟边框的加工路径生成、微米级短线加工优化、毫米级短线优化等三个方面对切削加工路径进行优化。
由于铸型(芯)数字化加工可以采用吊芯的方式实现部分砂芯与铸型(芯)一体化加工,所以经常进行凸台加工。此外,为了实现大型铸型(芯)的加工,大型铸型(芯)一般要分割成多个铸型(芯)单元,为了装配精确,单元外形往往也需要加工。所以铸型(芯)加工涉及大量的凸台加工问题。采用传统型腔铣的方式,一般从边角生成路径,刀具从一边加工到另一边频繁提刀,严重影响了加工效率。所以为了实现在每层连续走刀,特提出了“虚拟框”技术。虚拟框技术是指在已建好铸型(芯)CAD模型的基础上,根据模型外围轮廓,另加一层虚拟边框,实现走刀连续。如图2-9所示。
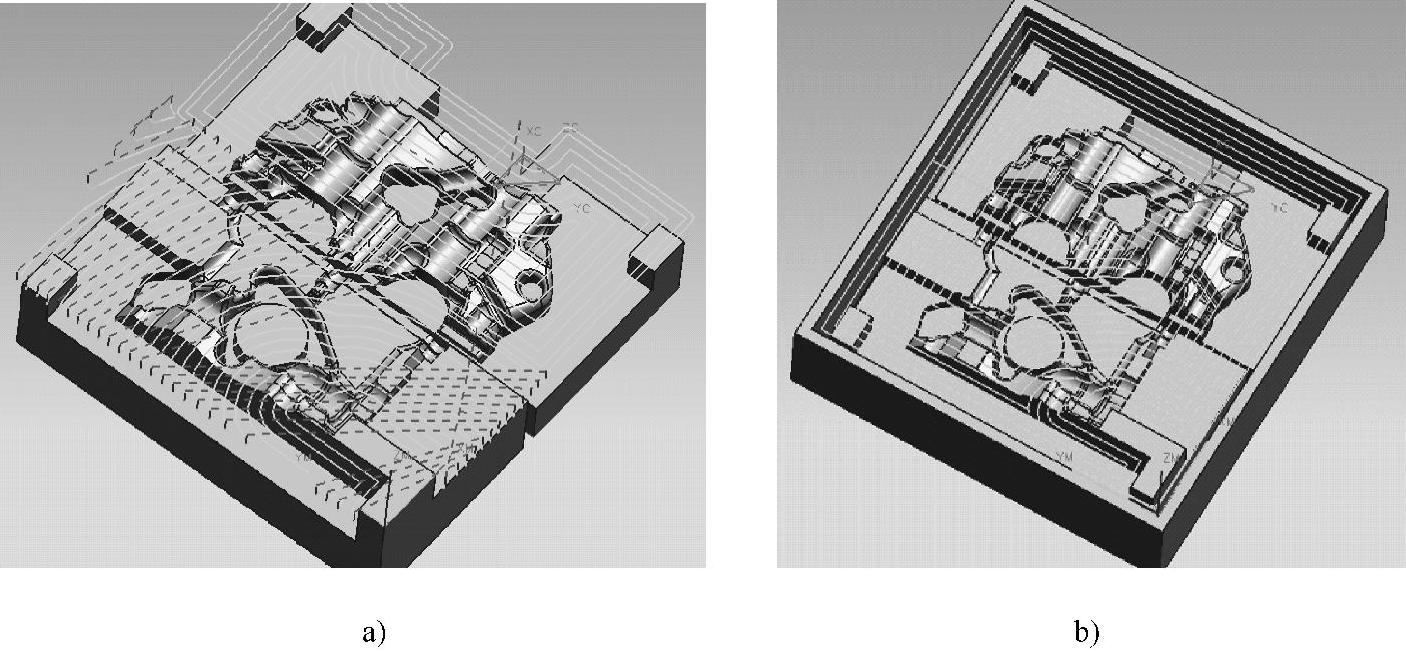
图2-9 有无虚拟框生成路径比较
a)无虚拟框 b)有虚拟框
在铸型(芯)三轴加工过程中生成的路径是由大量的直线和圆弧组成。一个铸型(芯)生成的加工代码往往在十万行以上,期间含有大量的1mm以内的短线,使机床频繁地加减速,严重影响了加工效率,使其难以达到最佳工作速度。通过一系列算法在满足近似精度要求的情况下省略掉大量短线,提高了加工效率。
像发动机缸体、缸盖、排气管等这一类砂型结构比较复杂,生成加工路径长度很大一部分都在几毫米到十几毫米之间,采用普通数控系统常用的直线或者圆弧插补命令,在这个距离内,一般还处于加减速阶段,设备运行远没有达到设定的速度。针对几毫米到十几毫米线段,为了提高运行速度,采用了三次样条插值运动控制方式来替代简单的直线、圆弧命令。将在长度小于特征值S的路径以dS为间距离散成一系列的点,点与点之间的路径通过三次样条插值逼近,而通过设定走过点与点之间距离所需时间t,来精细控制切削速度和切削时间。采用优化算法明显缩短加工时间,可以显著提高加工效率。
5.铸型数控加工成形机
根据金属件无模化制造技术的工艺特点以及成形要求,开发铸型数控加工成形机。采用封闭式加工空间,产生的废砂、粉尘都可以回收,能够实现在苛刻条件下运行的稳定性和可靠性;运动系统采用高架动梁龙门结构,双x轴通过控制精确同步;所有运动单元均置于加工砂坯上方,有效防止了粉尘污染;采用刀具进行xyz三维运动,使设备功率由通常的几十千瓦减少至十几千瓦;采用“NC+PC”的控制模式,形成一个高度开放的控制系统,满足铸型数控加工工艺的特殊要求;通过模块化设计来提高设备运行的稳定性和可靠性。
目前自行研制的铸型数控加工成形机之一——SMM1500如图2-10所示,该设备由三维CAD模型驱动,加工速度最高可达150mm/s,主轴转速4000~20000r/min,加工精度为±0.1mm,其单块最大可加工砂型尺寸为1500mm×1000mm×400mm。
CAMTC-SMM系列铸型数控加工成形机能实现铸造常用的水玻璃砂、树脂砂、覆膜砂、石膏、石墨、消失模、陶瓷等多种铸造用砂型的加工制造,如图2-11所示。

图2-10 SMM1500铸型数控加工成形机
注:成形尺寸1500mm×1000mm×400mm。
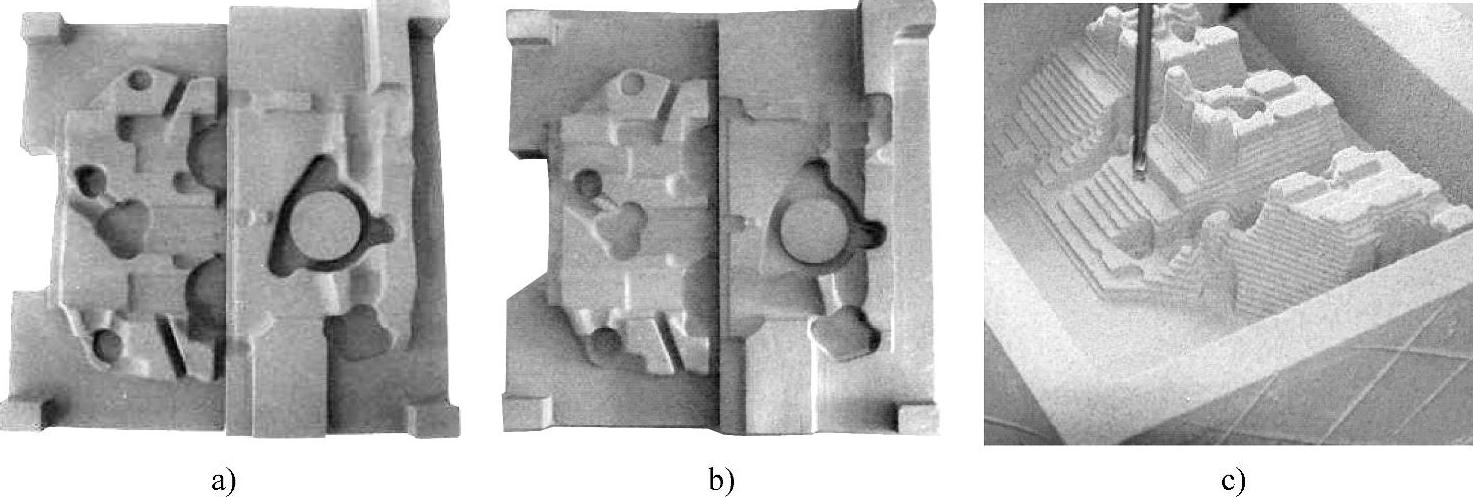
图2-11 不同砂型的加工
a)树脂砂 b)覆膜砂 c)水玻璃砂
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。