



【摘要】:随着资源保护和环境保护的呼声越来越高,迫使毛坯制造工艺开始向精密成形方向发展。“毛坯”与“零件”的界限可能越来越小,有的毛坯可能已接近或达到零件的最终形状和尺寸,磨削后即可装配。德国、日本采用冷锻精密成形使锻件的径向精度达到0.02mm,机加工余量仅留0.15mm的磨削余量,真正实现了净成形。图1-5 内高压成形设备及成形的管件
随着资源保护和环境保护的呼声越来越高,迫使毛坯制造工艺开始向精密成形方向发展。即毛坯的形状、尺寸精度正从粗放走向近净成形(Near Net Shape Forming),甚至向净成形(Net Shape Forming)即近无余量成形方向发展。“毛坯”与“零件”的界限可能越来越小,有的毛坯可能已接近或达到零件的最终形状和尺寸,磨削后即可装配。美国更是提出了2020年原材料消耗量减少15%,加工废屑减少90%,能耗减少75%,锻造成形模具寿命提高10倍的目标。
以精密铸锻为例,美国普拉特-惠特尼公司采用等温模锻Ti-6Al-4V钛合金叶片,其榫槽也随之锻出,基本上不需要机械加工。德国BLM公司热精锻齿轮精度已达DIN6级,可节约材料20%~30%,力学性能提高15%~30%。德国、日本采用冷锻精密成形使锻件的径向精度达到0.02mm,机加工余量仅留0.15mm的磨削余量,真正实现了净成形。
内高压成形技术可一次成形各种沿轴线变化的圆形、矩形或异形截面的空心结构零件。与车削、镗孔相比,管件液压成形的空心轴类的重量可减轻40%~50%,甚至75%;若与冲压件、焊接件相比,空心结构件可减轻20%~30%。以散热器支架为例,焊接点由174个减少到20个,制造道次由13道减少到6道,生产效率提高66%。采用内高压成形制造的双拐空心曲轴与机械加工相比,节约材料87%,与承受同样转矩的实心轴相比,减重57%。图1-5所示为内高压成形设备及成形的管件。(https://www.xing528.com)
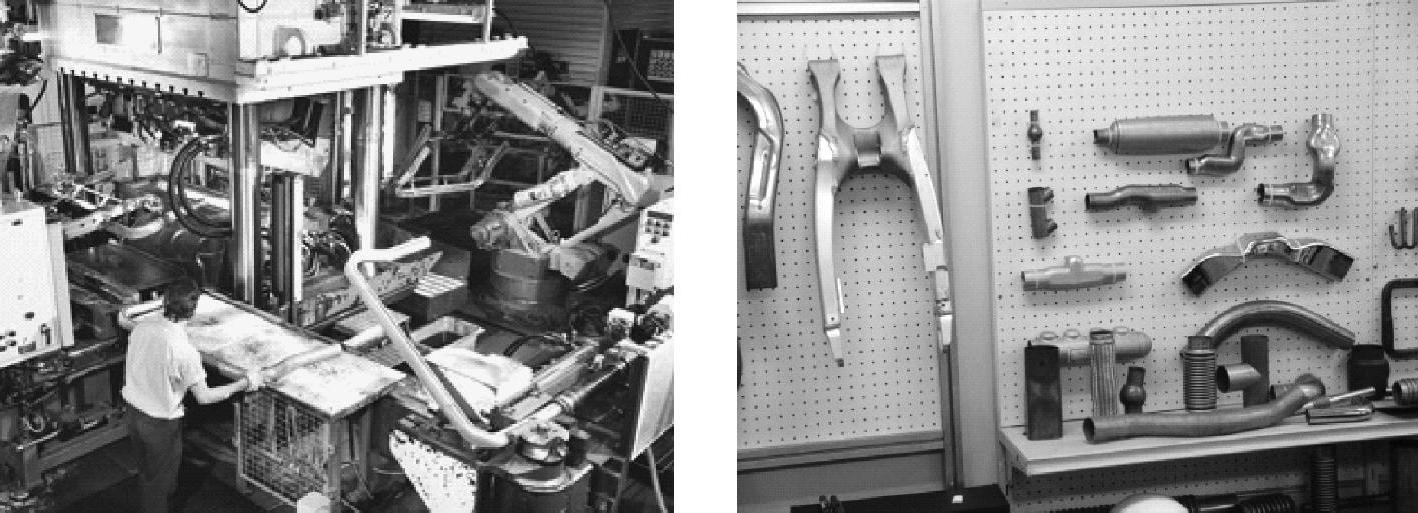
图1-5 内高压成形设备及成形的管件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。