



BS 7608:2014+A1:2015标准是英国《钢结构抗疲劳设计与评估》的最新版本[1]。BS 7608标准中的抗疲劳设计与评估方法最初是英国焊接研究所在Gurney博士的带领下为了评估焊接接头的质量进行了一系列焊接接头的疲劳试验,从而通过疲劳试验判断焊接质量属于哪个等级而开展的,后来这些疲劳试验数据开始被用于土木工程中钢结构的疲劳评估,接着又拓宽到汽车工业等领域钢结构的疲劳评估。由于它对焊接结构的疲劳评估规定得比较详细,1993年上升为英国标准[2],在基于名义应力法的第一类标准中它最有代表性,BS 7608评估标准有以下特点。
1.证明了疲劳试验数据与材料的屈服强度无关
大量试验数据表明,金属材料的屈服强度高一些,它的疲劳强度也就高一些[2],然而焊接结构不是这样。BS 7608最新版本提供的所有的S-N曲线数据的材料屈服强度适用范围是200~960MPa,其中“屈服强度960MPa”这一数据间接地证明了焊接结构疲劳强度问题有别于金属疲劳强度问题,与材料的屈服强度高低无关。关于为什么S-N曲线数据与材料本身的屈服强度无关,在第3章中已给出了具体的解释。
2.S-N曲线试验数据中已经考虑了残余应力等因素的影响
BS 7608疲劳寿命评估标准是通过大量的疲劳试验获得了S-N曲线数据(使用足够大尺寸的试件,见第2章详细讨论),在这些试验获得的S-N曲线数据中,涵盖了局部应力集中的影响、尺寸与形状的最大允许不连续的影响、裂纹形状的影响以及某些情况下焊接工艺和焊后处理方法等的影响。这里再次特别强调:由于试验数据包含了残余应力的影响,因此在使用这样一类的S-N曲线数据时,残余应力的影响不需要另外考虑。虽然试验数据包含了残余应力的影响,但是它并没有独立地给出发生在焊接接头上的应力集中沿着焊缝的分布以及峰值的具体位置,而这些信息对以缓解应力集中为目标的抗疲劳设计却特别重要。
3.提供了焊后提高疲劳强度的焊趾改善技术
BS 7608标准给出了几个焊后提高疲劳强度的焊趾改善技术,这些技术包括TIG重熔、锤击、焊趾打磨等。此外还给出了焊趾改善技术的操作细节。例如,对于在焊趾处存在潜在疲劳裂纹的焊接接头,可以通过局部机械加工或打磨焊趾的措施提高疲劳强度,打磨后相当于S-N曲线疲劳强度能得到一定程度的提高,图4-1给出了打磨的细节规定。
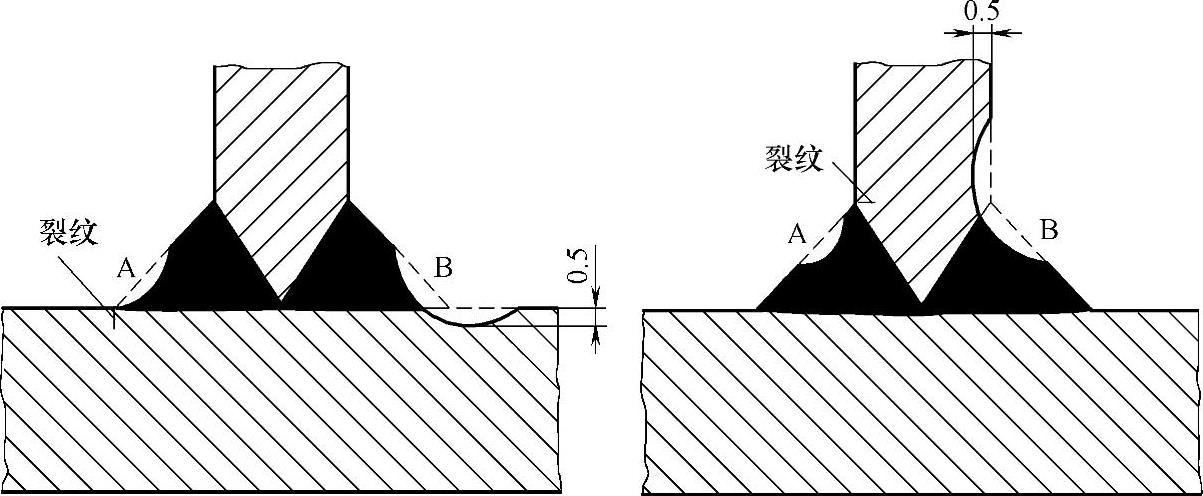
图4-1 BS 7608标准中的焊缝打磨方式
BS 7608评估标准之所以给出这些焊趾改善技术,是因为它对焊趾处的应力集中有一个相当深刻的认识:“焊趾疲劳开裂的主要来源是应力集中产生的严重程度。”
关于通过焊趾改善技术来提高疲劳强度是一些企业普遍重视且经常采用的技术,但是本书的一个建议是:小心且严格使用这些技术,因为这些技术实施以后数据的离散性有可能较大。另一个问题是:一个焊接结构,有时外面能观察到的焊缝(一条焊缝有两个焊趾)有很多,例如某轨道车辆中的焊接构架上外面能观察到的焊缝至少有134条,那么是否每一条焊缝的焊趾都需要使用改善技术呢?如果都需要,成本将会很高,如果部分需要,这需要事先给出一个科学的判断,即哪一条焊缝上的哪一个焊趾需要使用焊趾改善技术。除了依据经验以外,用名义应力给出这样一个科学的判据在理论上是不可能的,因此BS 7608:2014+A1:2015中提出了用基于有限元技术的热点应力来表示焊趾上的应力集中,然而事实上,焊趾上的应力集中是不能准确地用有限元手段计算得到的。关于焊趾上应力集中的计算,将在第5章中给以详细的讨论。
4.提供了一批分级的S-N曲线数据
BS 7608:2014+A1:2015标准按照焊接接头上焊缝的实际情况,以及载荷与焊缝的相互关系,提供了对应级别的疲劳数据,其中也包括对结构及工艺等方面的要求。表4-1、表4-2给出了BS 7608:2014+A1:2015标准中分级的疲劳强度等级数据。
使用BS 7608:2014+A1:2015标准评估疲劳寿命时,可按以下基本步骤执行。
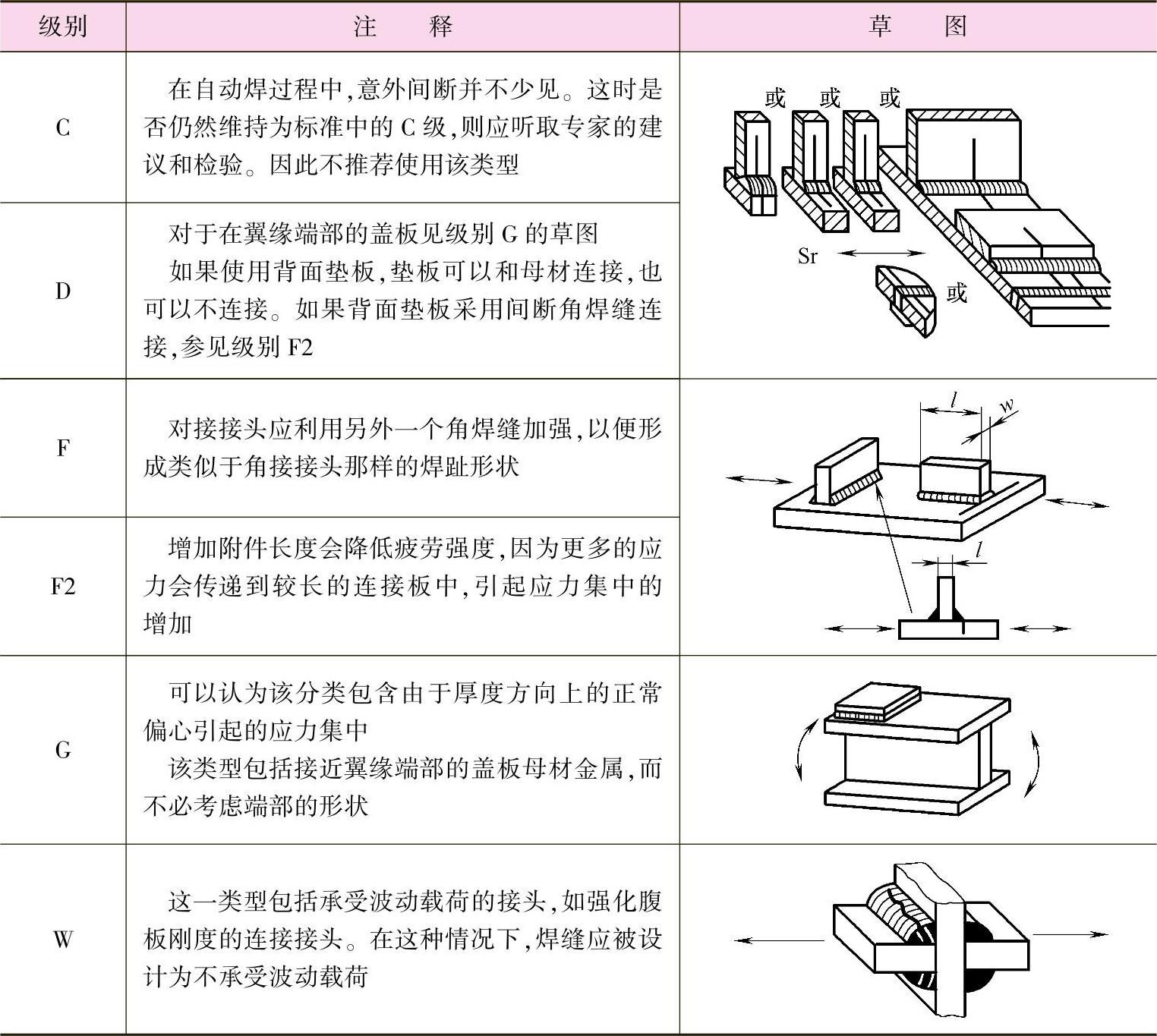
首先,根据需要被评估的焊接接头的几何形状,以及外部可能施加的疲劳载荷的作用方向这两个因素,在“级别”和“草图”(表4-2)中“对号入座”,寻找最佳匹配的焊接接头,一旦被选定,意味着表4-1中给出的疲劳强度级别同时也被选定,需要注意疲劳载荷方向也要一致。(https://www.xing528.com)
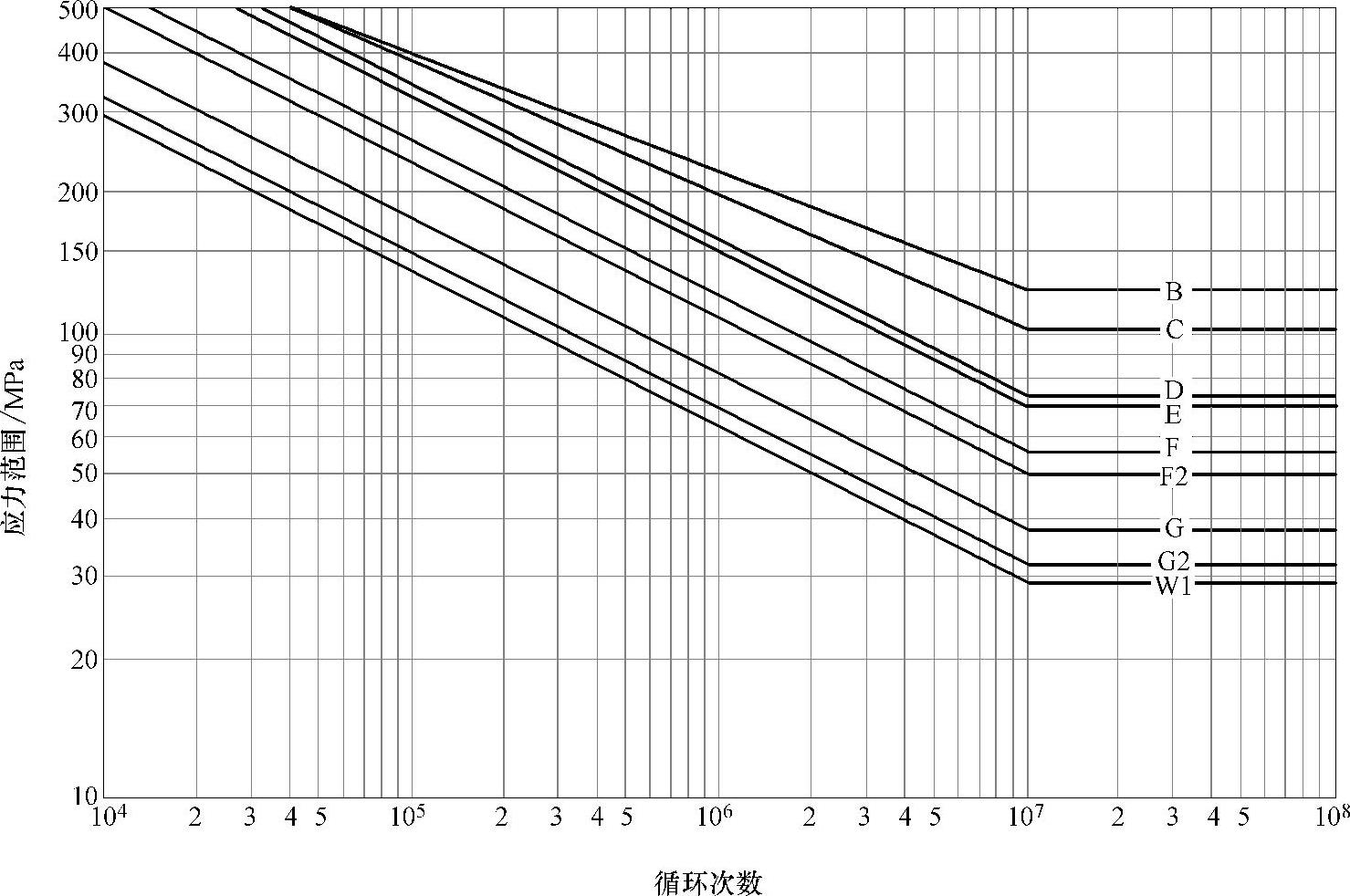
图4-2 BS 7608:2014+A1:2015标准中向下2个标准差的S-N曲线
然后,在表4-1中寻找对应的参数,这些参数本质上就是描写该焊接接头的S-N曲线数据。例如,与“E级”对应的基本参数是:当N小于107循环次数时,定义该S-N曲线在曲线族中高低位置的常数C0=3.289×1012。该段S-N曲线的斜率m=3;该曲线在N=107循环次数时的疲劳强度S0=47MPa。当N大于107循环次数时该S-N曲线的第二个常数C2=1.04×1012,该段S-N曲线的斜率m=5。
表4-1 基本S-N曲线的数据
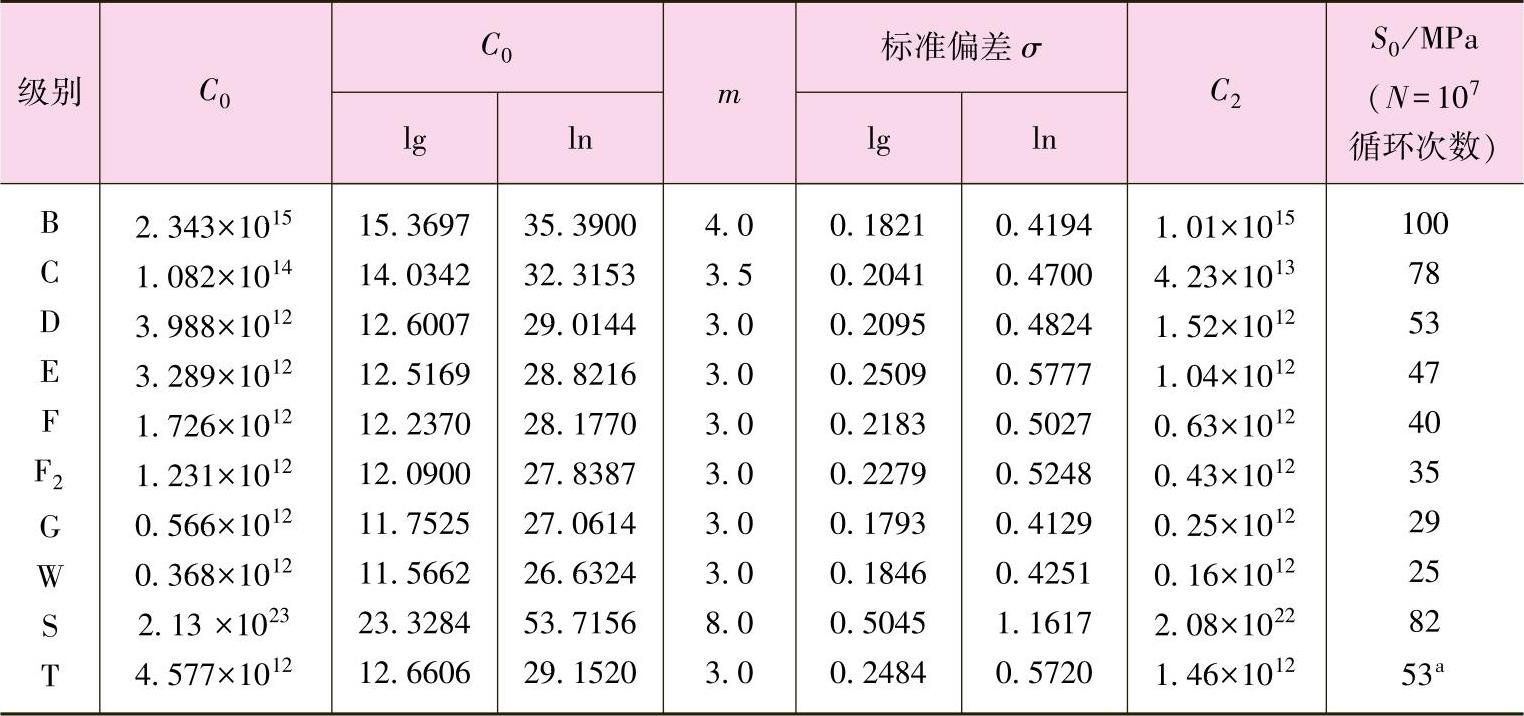
注:级别S、T的相应数据为热点应力法计算结果。
表4-2 BS 7608:2014+A1:2015标准中疲劳强度等级的定义(部分示例)
以上是中值(置信度P=50%)的S-N曲线数据,考虑到工程问题的复杂性,通常偏于保守向下取两个标准差(即:d=-2,此时置信度为P=97.5%)。例如对于“E级”,对数坐标系下一个偏差的值是0.2509,这样就可以用式(4-1)直接计算给定名义应力变化范围Sr时的疲劳寿命N。
lgN=lgC0-dσ-mlgSr (4-1)
需要提醒的是,BS 7608:2014+A1:2015标准基于名义应力法的数据中,所有的S-N曲线试验数据均是基于标准板厚16mm,而工程问题中当板的厚度大于该值时,则需要对计算数据进行修正,BS 7608标准中已经给出了具体的修正公式。顺便指出,上述计算疲劳寿命的基本步骤,对IIW、JIS等标准也适用。
5.给出了应力计算技术
BS 7608:2014+A1:2015标准新增了关于应力计算的内容,增加这一内容的道理很简单,因为疲劳寿命评估需要两个数据:S-N曲线数据和应力数据。如果应力数据出现问题,疲劳寿命评估的误差将很大。虽然焊趾上有令人关注的应力集中,但是如果一个接头的细节与BS 7608:2014+A1:2015标准提供的S-N曲线数据细节具有一致性,可以使用名义应力数据进行评估,因为S-N曲线数据中已经包括了应力集中的影响而不需要另外考虑。如果一个焊接接头细节不能与BS 7608:2014+A1:2015标准分类中给出的细节对应,标准建议使用焊趾处的热点应力进行疲劳评估,因为认为该处的热点应力可以近似地描述试验数据中所包含的应力集中,这样应力计算问题的焦点将是热点应力计算的精度,而热点应力的计算需要利用有限元技术计算,因此BS 7608标准给出了与热点应力对应的部分焊接接头等级分类,以及基于有限元网格计算热点应力的具体方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。