



焊接接头的疲劳破坏模式可以归纳为两种[2]:第一种破坏模式是焊缝附近沿板的厚度方向的破坏模式,称为模式A,它的疲劳破坏起始于焊趾;第二种破坏模式是焊缝破坏,称为模式B,它的疲劳破坏起始于焊根,穿过焊缝金属。图3-3给出了这两种疲劳破坏模式的路径,其中既有熔焊的,也有点焊(塞焊)的。
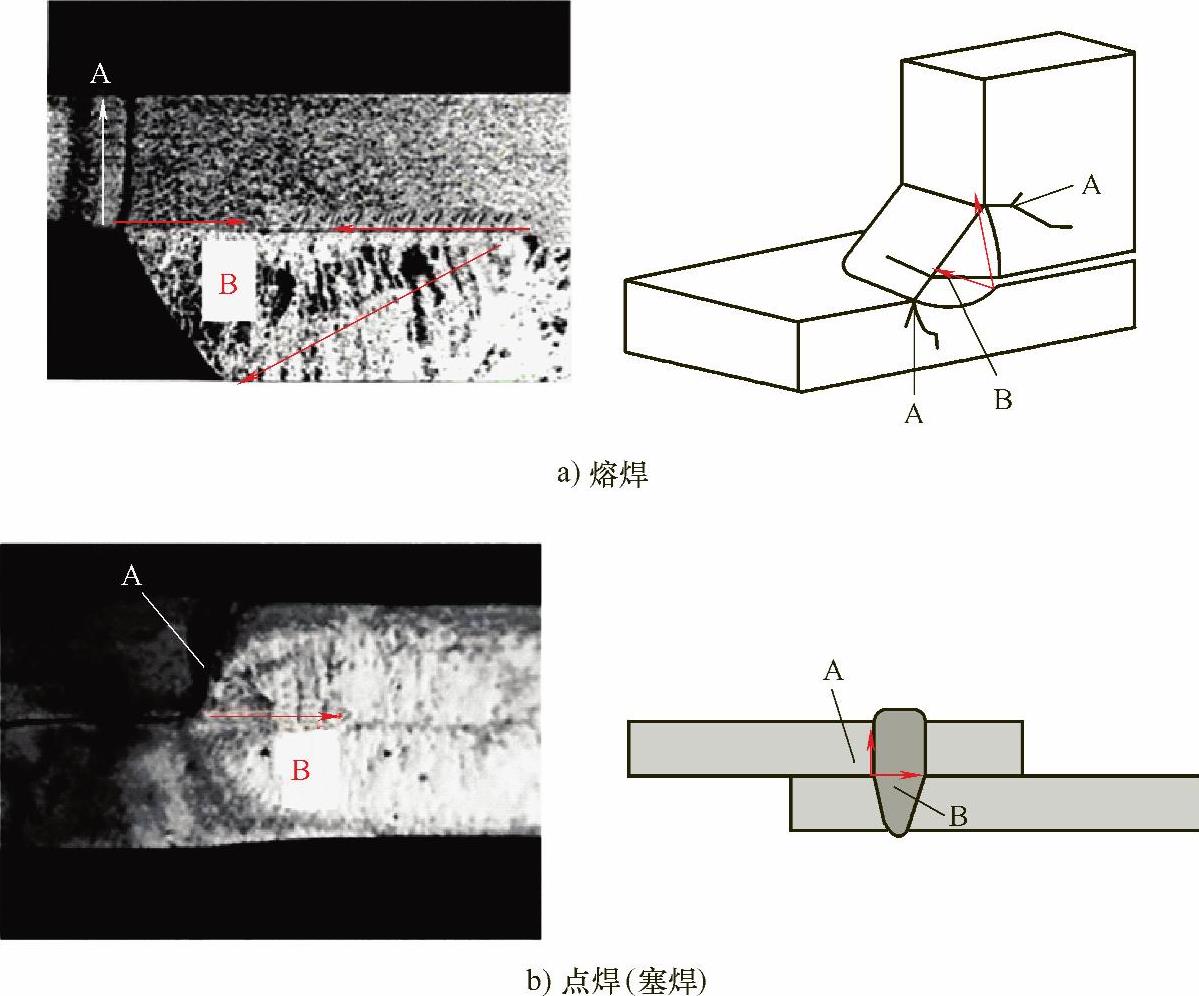
图3-3 焊缝的两种主要的疲劳失效形式
A—侵入母材的焊趾失效或板失效 B—从焊根开始沿着焊喉方向的焊缝失效
从断裂力学的观点看,模式A疲劳裂纹取决于破坏位置板截面方向相对于裂纹平面的法向应力分布,而模式B取决于给定的破坏路径所定义的裂纹平面的法向应力分布,或者穿透焊缝,或者穿透熔合线,这取决于实际疲劳测试时观察到的主要裂纹路径。与破坏模式B相比,破坏模式A的S-N曲线数据显示出了更少的离散性,原因很简单,模式A裂纹处的应力状态在给定板厚时可以更一致地得到,而与模式B的破坏路径相关的应力状态取决于实际焊喉尺寸,即便是试件中的同一条半熔透的焊缝,在焊缝方向上的焊喉尺寸都会发生变化。另外,破坏路径的任何变化都会增加数据的离散性。(https://www.xing528.com)
事实上,正如董平沙教授在文献[2]中所证明的一样,模式B的破坏可以通过设计适当的焊缝尺寸和使用适当的焊接工艺予以避免,因此后面主要讨论的是破坏模式A。
近20年里,人们对焊接结构疲劳裂纹的理解已经有了明显的进步,其中包括普遍认识到了焊接接头的疲劳属性与焊接之前的材料的疲劳属性是不同的,因此需要有不同方法以有效地进行焊件的疲劳评估。文献[2]对焊接接头疲劳特征的一个评论是:“焊接接头遵循的疲劳失效模式是可以明确区分的,即它可能从何处开始出现裂纹,一旦出现裂纹,裂纹又可能朝着哪个方向发展。在大多数的应用实例中有两种可能性可以描述焊接接头的失效形式:一个是焊趾处的裂纹,另一个是来源于焊根处的裂纹。而对于非焊接结构而言,研究的关注点是什么位置容易产生裂纹,以及裂纹产生后会向哪个方向扩展的问题。”
简言之,在裂纹沿着哪个方向扩展的问题上,对金属材料而言,裂纹扩展没有明显的模式,而对焊接接头而言,它通常的扩展模式则是明确的,裂纹要么从焊趾沿板的厚度方向扩展,要么从焊根开始沿着焊喉方向扩展。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。