



农业机械中的许多零部件(如粉碎机锤片、联合收割机钉齿、机引犁犁铧及螺旋挖沟机叶片等)都是易损件,磨损快、寿命短。粉末等离子弧堆焊工艺具有弧焰温度高、热量集中、热影响区窄及稀释率低等优点,用该工艺修复农机磨损零件,在磨损的零件表面熔敷一层合金层,既可修复零部件的形状与尺寸,又可使其表面强化,提高零部件的耐磨性,延长使用寿命,节约钢材和能源,具有较好的经济效益和社会效益。
1.合金粉末的选择
粉碎机锤片、收割机钉齿、犁铧及螺旋挖沟机叶片,这四种农机零部件进行作业的工况条件各不相同,对堆焊层合金粉末的性能要求也不同。考虑到农机零部件应以降低成本为主,因此选用铁基合金粉末。根据这四种零部件的工况条件,确定修复锤片选用2号混合粉(90%WF372+10%混合合金粉末),钉齿选用WF317合金粉末,犁铧及螺旋挖沟机叶片则选用WF372合金粉末。
2.堆焊部位与熔敷层厚度的确定
1)堆焊部位。对这四种农机零件采用如下的修复方法。犁铧与螺旋挖沟机叶片先用拼焊方法修复其形状与尺寸,而后在其工作表面用等离子弧堆焊工艺熔敷合金层。犁铧的头部与刃口的正面堆焊一定宽度的合金层,且将铧尖全部堆敷合金层效果最佳,有利于形成自磨刃,改善犁铧的入土与切土能力。锤片与钉齿先用D212铬钼型焊条电弧堆焊修复其形状与尺寸,再在其工作表面采用等离子弧熔敷合金层。这四种农机零件的堆焊部位如图6-13所示。
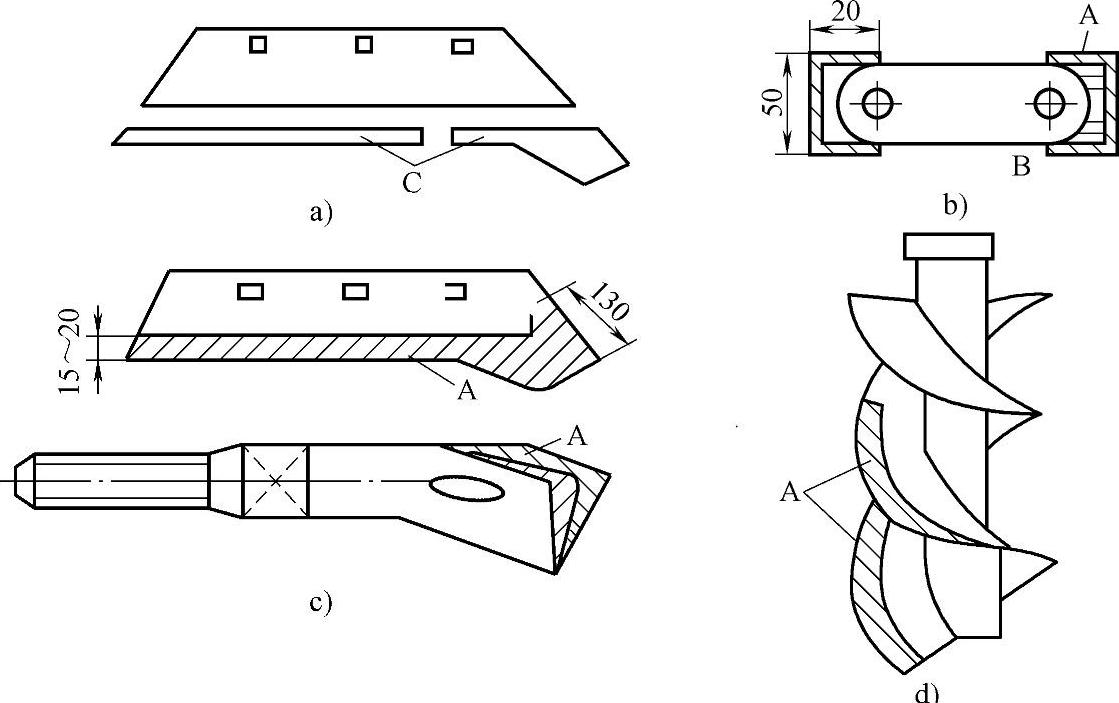
图6-13 四种农机零件的堆焊部位
a)犁铧 b)锤片 c)钉齿 d)螺旋挖沟机 A—堆焊合金层 B—D212焊条电弧堆焊 C—拼焊部分(https://www.xing528.com)
2)堆焊层厚度的确定。为了确定最佳的堆焊层厚度,对不同厚度堆焊层中的合金元素含量进行了分析,测定结果如图6-14所示。由分析结果可知,堆焊层厚度在1.5~2.0mm时熔敷层中的合金元素Ni、Cr、C的含量接近合金粉末的数值。不同厚度堆焊层磨料磨损试验的结果表明,WF372堆焊层厚度为1.5~2.0mm时有较好的耐磨性,相对耐磨性为1.3~2.6。因此选定堆焊零件的堆焊层厚度以1.5~2.0mm为宜。
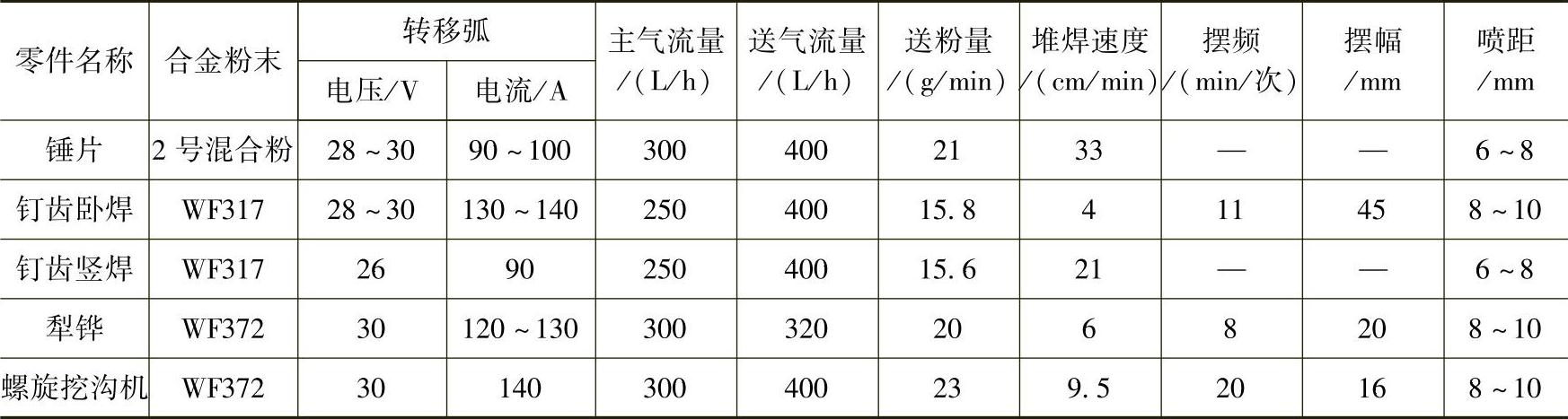
3)堆焊参数。通过反复的工艺性试验,选定了这四种农机零件的堆焊参数,见表6-15。
将堆焊修复的农机四种零件与同类标准新零件分别装机进行生产试验的结果表明,用等离子弧堆焊修复的零件,使用寿命均比新零件长,锤片提高1.48倍,钉齿提高1.15倍,犁铧提高1.05倍,螺旋挖沟机叶片提高1.0倍。这是由于堆焊层的组织结构都是由奥氏体和铁素体与合金析出相的共晶体等组成的复杂铁铬复合碳化物,具有硬度高、抗冲击、综合性能较好的特点,因此耐磨性较高。
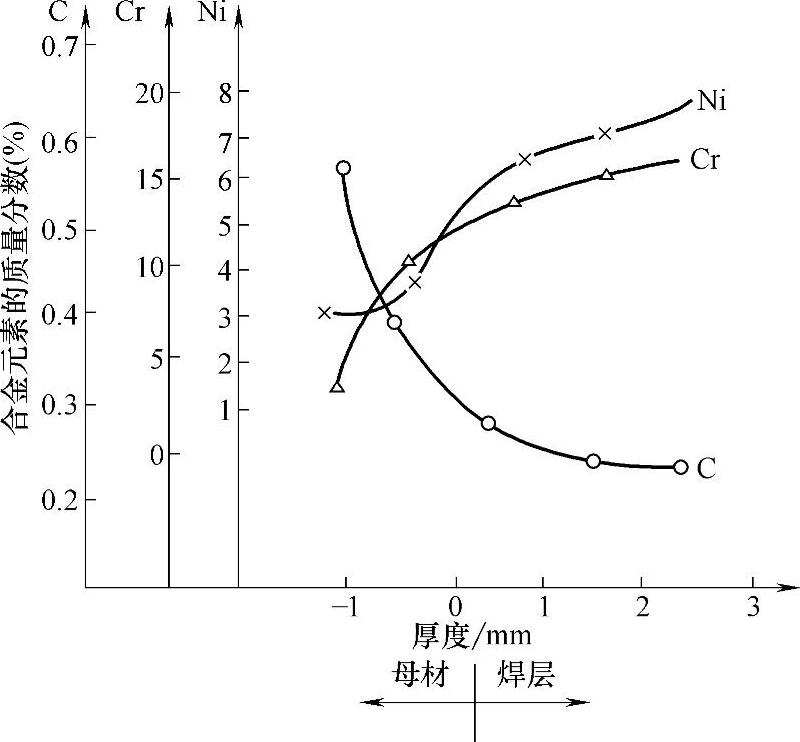
图6-14 合金元素在堆焊层中的含量分布
表6-15 农机零件的堆焊参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。