



排气阀失效是燃用重油的大功率中速柴油机的主要故障之一。由于进口排气阀价格较昂贵,因此对这些排气阀进行焊接修复有着重要的经济意义。由于大功率柴油机往往带有增压器,如果修复的排气阀在运行中发生局部脱落等破坏,会直接威胁增压器的安全,而增压器的零部件(如喷嘴环、转子等)都很昂贵,因此要求选择一种可靠性高的修复方法。等离子弧堆焊技术在排气阀的实际修复中取得了良好的效果。
1.排气阀损坏的主要原因
对于燃用重油的大功率柴油机来说,由于燃油燃烧后常常有硫、钒、钠以及许多尘埃,这些元素的化合物熔点较低,而当气阀盘部件温度高于这些化合物熔点时,钒化物、氧化物和硫化物等熔融后沉积在气阀盘锥面上,导致气阀腐蚀、烧穿破裂等损坏。气阀盘锥面处漏气烧穿是排气阀最常见又最为严重的故障。
2.排气阀锥面的材料和化学成分
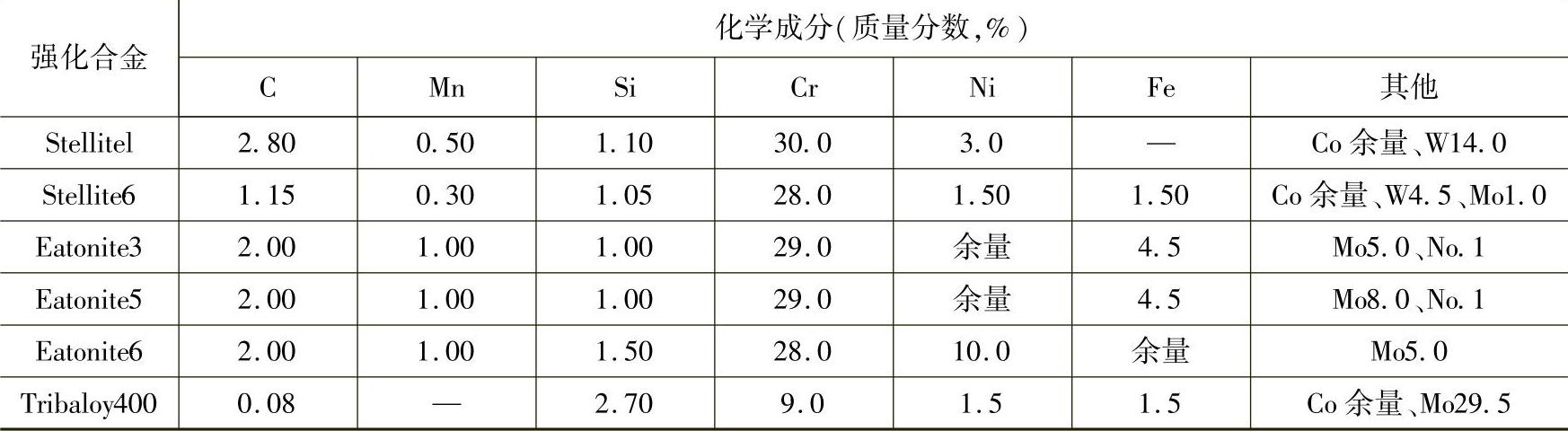
应用于大功率柴油机上的排气阀合金,其阀门锥面要求有足够的耐磨损能力和抗腐蚀性能以满足工作状态要求,这时需要在排气阀锥面上堆焊强化合金。常用的排气阀锥面强化合金的化学成分列于表6-14。
表6-14 排气阀锥面强化合金的化学成分(取平均值)
3.堆敷用金属粉末
在修复前,需要对排气阀进行化验,检测化学成分及硬度,通常要选用与原件成分、硬度相当的合金粉末。为防止稀释率太大,合金粉末的熔点应略低于母材的熔点。受排气阀工作状况限制,一般选用钴基合金粉末。钴基合金粉末耐磨、耐蚀性能好,有更好的热硬性和耐热、抗氧化性,较适宜做高温下耐磨、耐蚀堆焊材料。
4.修复工艺要点
排气阀母材为耐蚀合金,锥面堆焊接近基材的耐蚀强化合金。排气阀粉末等离子弧堆焊示意图如图6-12所示。
1)排气阀锥面清除氧化皮、油污等,通过机械加工成平面或凹槽,去除疲劳层;机械加工完成后进行着色检查,保证无裂纹等缺陷。
2)合金粉末过筛成60~120目,以防止“结珠”现象,并在加热温度100~150℃条件下烘干1~2h。
3)排气阀堆焊前须预热到600℃。(https://www.xing528.com)
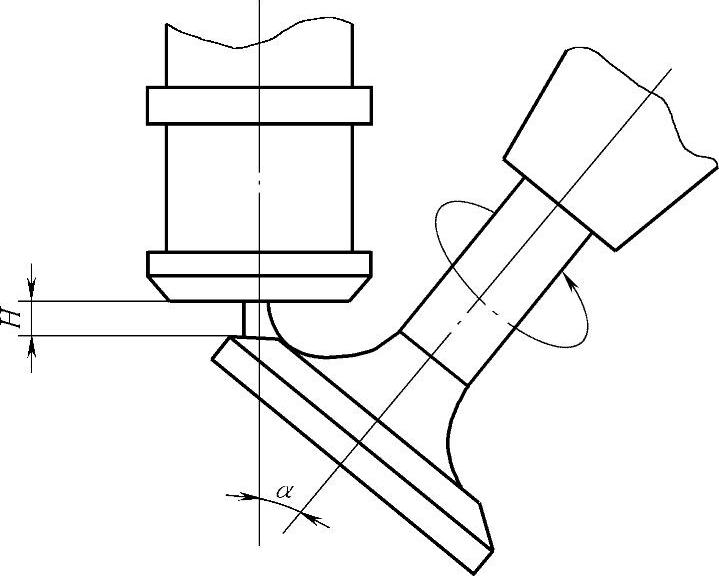
图6-12 排气阀粉末等离子弧堆焊示意图
4)堆焊工艺过程为:堆焊开始→提前送气→引燃非转移弧→电流缓升、转胎正转、送粉→摆动→引燃转移弧→熔敷→停粉→转移弧电流衰减→非转移弧电流衰减→转胎停转、停弧→停止摆动→停气→切断电源。
堆焊参数为:等离子气流量(Ar)1.75m3/h,送粉气流量(Ar)0.36m3/h,送粉量随工件旋转速度而变化,非转移弧电流55A,转移弧电流130A,转移弧电压28V。
5)技术要点如下。
①堆焊枪保持与水平位置垂直,调整排气阀的轴线倾斜(角度视锥面角度而定),使堆焊熔池在水平位置。采用下坡堆焊法,使堆焊枪与排气阀头部中心偏移一定距离,以熔池能保持为准。
②为避免阀头较薄的边缘熔化,应在阀头下面衬垫纯铜垫,并对纯铜垫进行水冷。
③为防止烧边现象,转移弧电流不宜过大,电弧电压不宜过高,一般采用联合弧。
④为防止搭头处堆焊道隆起,应在搭头时提前停粉,利用管道内的余粉填充搭头部位并进行电流衰减。
6)堆焊后对工件进行600℃回火处理。
7)按照排气阀尺寸要求机械加工后,着色检查,确保无裂纹等缺陷。
8)安全保护:等离子弧堆焊过程中产生的有害物质主要是有害气体、弧光、金属烟尘、高频磁场、放射性射线等,所以要注意劳动保护,尤其是对放射性射线的劳动防护。
等离子弧堆焊修复的产品质量稳定,易于实现自动化。堆焊后排气阀的寿命与新件相近,但成本仅为新件的20%~30%,因而有显著的经济效益。随着等离子弧焊接设备、材料、工艺的发展,这项技术在高工况内燃机的零部件修复方面将发挥越来越重要的作用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。