



冷轧支承辊是主要的备件之一,磨损比较大,根据磨损情况,采用埋弧堆焊堆层硬质合金,提高了辊的耐磨性,延长了使用寿命,节约了大量资金。
冷轧支承辊堆焊工艺如下所述。
1)规格:冷轧支承辊根据轧机的大小不同辊径也不同。
2)冷轧支承辊的材质为9Cr2Mo。
3)焊材的选择:冷轧支承堆焊焊材很多,要根据价格和质量来合理选择。
4)焊前准备:
①焊前除尽支承辊表面油、锈等杂物,车去疲劳层,探伤检查是否有未清除的裂纹等缺陷,进行硬度检测。
②进行预热,预热时缓慢升温,升温速度为30~50℃/h。
根据经验,预热温度可分为夏天温度、春秋温度和冬天温度。
a.ϕ500以下轧辊。夏天温度:经6~8h预热,加热温度为300~350℃,恒温为6~8h。春秋天温度:经8h预热,加热温度为350℃,恒温为8h。冬天温度:经8~10h预热,加热温度为420~450℃。
b.ϕ500以上轧辊。夏天温度:经8~10h预热,加热温度为350~400℃。春秋温度:经8~10h预热,加热温度为350~400℃。冬天温度:经10~12h预热,加热温度为420~450℃。(https://www.xing528.com)
c.出炉后辊的温度为290~300℃。
5)焊接工艺。
①焊接参数:焊接电流300~380A,电弧电压28~31V,焊接速度300~350mm/min。
②堆焊层:堆焊采取三种堆焊层,第一层是打底层,第二层是过渡层,第三层是工作层,各层所用焊接材料不同。
③堆焊操作人员要有一定的操作技术水平。
6)冷轧支承辊堆焊后热处理。堆焊支承辊厚度为20mm时进行退火,加热温度为580~600℃,恒温12h,焊完后立即入炉加热到580~600℃,升温速度为40~55℃/h,恒温12~14h,随炉冷却到100℃以下出炉。退火曲线如图5-52所示。
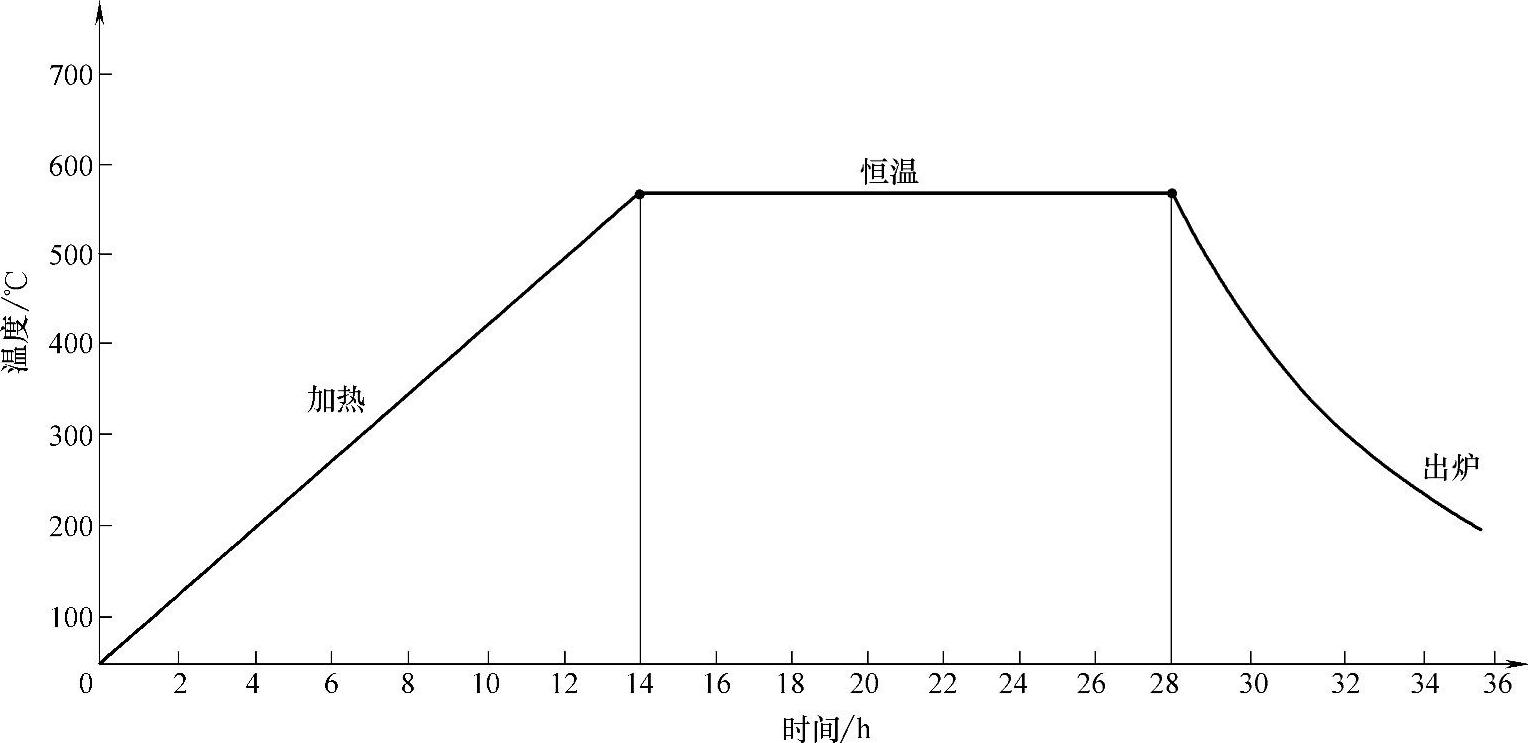
图5-52 退火曲线
7)焊后进行机加工、探伤、硬度检查等工作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。