



堆焊合金按其形状分为丝状、带状、铸条状、粉粒状和块状堆焊合金等。
(1)丝状和带状堆焊合金 由可轧制和拉拔的堆焊材料制成。可做成实心和药芯堆焊材料,有利于实现堆焊的机械化和自动化。丝状堆焊合金可用于气焊、埋弧堆焊、气体保护堆焊和电渣堆焊等;带状堆焊合金尺寸较大,主要用于埋弧堆焊等,熔敷效率高。
(2)铸条状堆焊合金 当材料的轧制和拉拔加工性较差,如钴基、镍基和合金铸铁等,一般做成铸条状。可直接供气焊、气体保护堆焊和等离子弧堆焊时用作熔敷金属材料。铸条、光焊丝和药芯焊丝等外涂药皮可制成堆焊焊条,供焊条电弧堆焊使用。这种堆焊焊条适应性强、灵活方便,可以全位置施焊,应用较为广泛。
(3)粉粒状堆焊合金 将堆焊材料中所需的各种合金制成粉末,按一定配比混合成合金粉末、供等离子弧或氧乙炔焰堆焊和喷熔使用。其最大优点是可以方便地对堆焊层成分进行调整,拓宽了堆焊材料的使用范围。
(4)块状堆焊合金 一般由粉料加粘结剂压制而成,可用于碳弧或其他热源进行熔化堆焊。堆焊层成分的调整也比较方便。
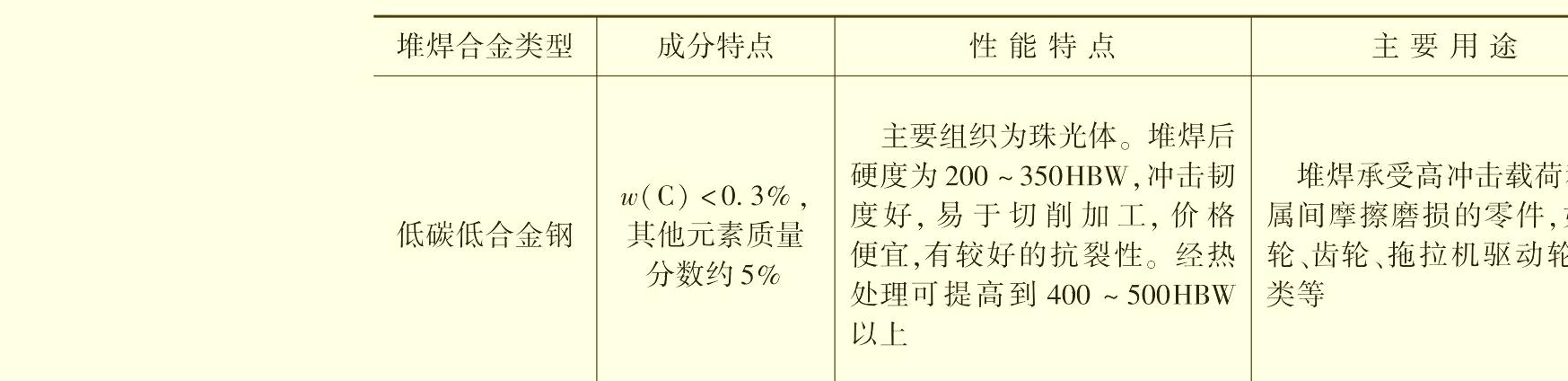
堆焊金属合金系主要分为铁基、钴基和镍基三大类。按堆焊层的化学成分和组织结构可将堆焊合金再细分为铁基堆焊合金、合金铸铁类堆焊合金、碳化钨堆焊合金、镍基堆焊合金、钴基堆焊合金、铜基堆焊合金等。常用堆焊合金的类型、性能特点及主要用途见表5-1。
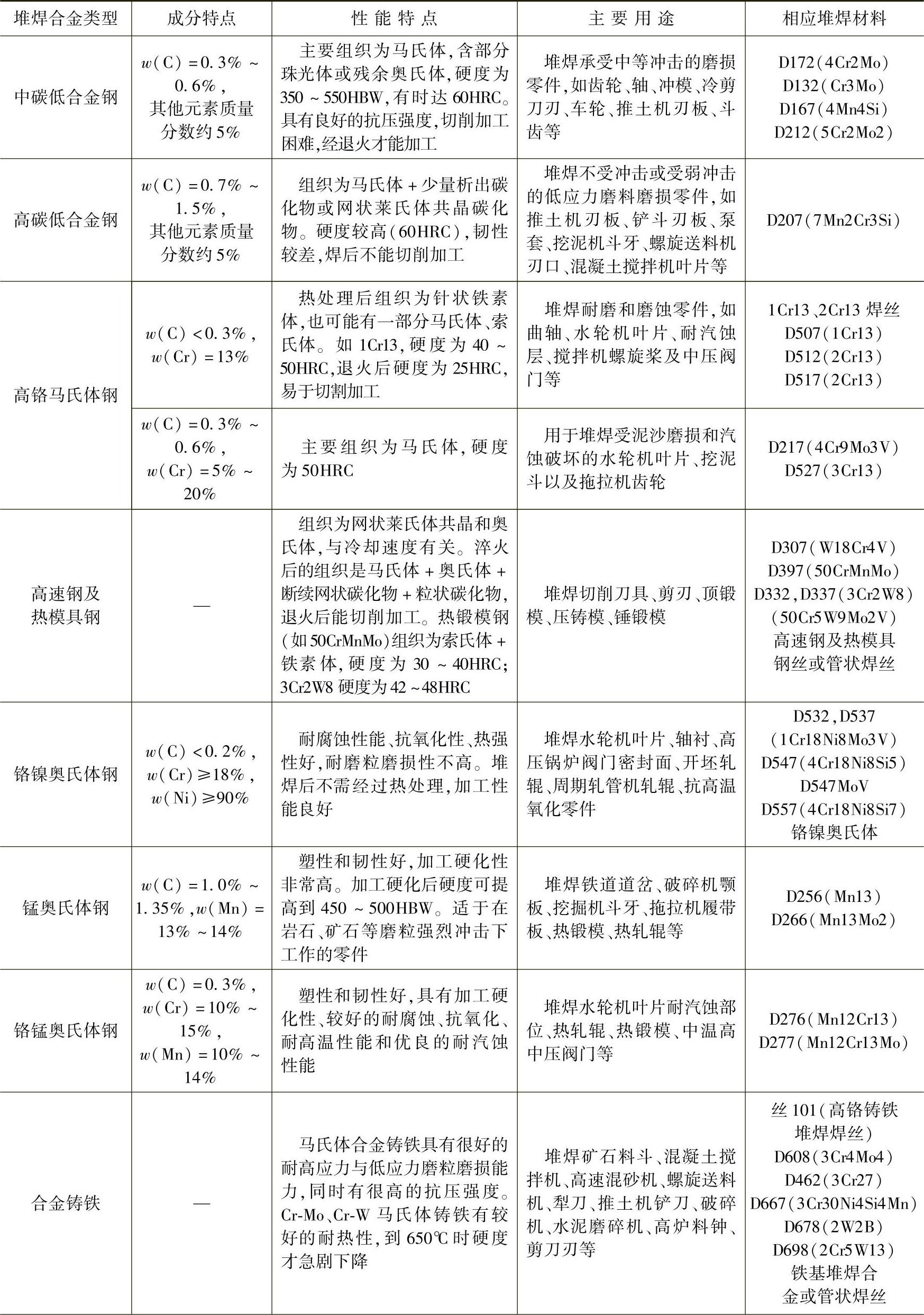
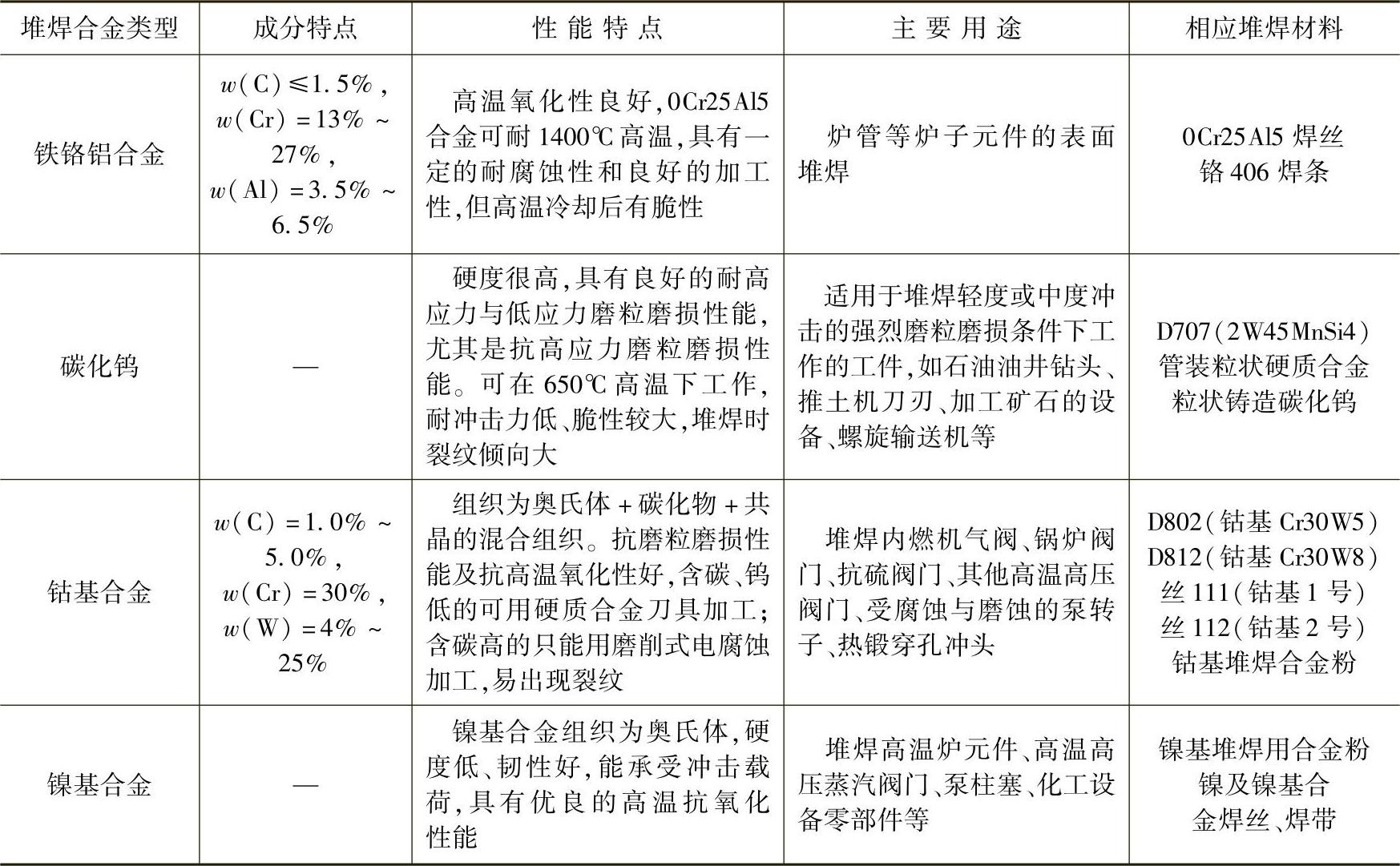
表5-1 常用堆焊合金的类型、性能特点及主要用途
(续)
(续)
1.铁基堆焊合金
铁基堆焊合金是堆焊材料中应用最广泛的一类。由于合金含量、碳含量和冷却速度的不同,铁基合金堆焊层的基体组织有马氏体、奥氏体、珠光体等几种类型。每一种材料对具体的磨损因素可能表现出不同的耐磨性或经济性,也可能具有同时抗两种以上磨损的性能。
碳是铁基堆焊合金中最重要的合金元素。Cr、Mo、W、Mn、V、Ni、Ti、B等作为合金化元素,不但影响堆焊层中硬质相的形成,对基体组织的性能也有影响。合金元素Cr、Mo、W、V可以使堆焊层有较好的高温强度,在480~650℃时发生二次硬化。Cr还可以使堆焊层具有较好的抗氧化性,在1090℃时含有25%的Cr能提供很好的保护作用。
1)合金钢类堆焊合金。碳含量较低时,碳对基体组织的硬度有影响。以铁素体为基体的低碳钢,由于硬度低,一般不作为堆焊合金。当w(C)=0.8%时,堆焊层组织以珠光体为主,硬度高、韧性好,称为珠光体堆焊合金。加入少量合金元素后,堆焊层中的奥氏体在480℃以下转变成马氏体,强度和硬度都很高,耐磨性好,称为马氏体堆焊合金。随着合金元素含量的增加,残余奥氏体在堆焊层中的比例上升,当稳定奥氏体的合金元素含量很大时,奥氏体完全不发生转变,直至室温,称为奥氏体堆焊合金。
①低碳低合金钢堆焊合金。w(C)<0.3%,合金元素总量在5%以下,以Mn、Cr、Si为主加合金元素,属于珠光体钢类型。一般冷却速度下,堆焊金属组织以珠光体(索氏体或屈氏体)为主,硬度约200~350HBW。合金元素较多或冷却速度快时,出现马氏体使硬度提高。这类堆焊合金大多在焊态应用,也可进行淬火、回火来提高性能。堆焊前一般不预热,当堆焊碳当量较高或刚性较大的零部件时,可在250℃进行预热。
②中碳低合金钢堆焊合金。w(C)=0.3%~0.6%,合金元素总量5%左右,堆焊金属属于马氏体钢。主加合金元素是Cr、Mo,也采用Mn、Si,通过加入较多的碳使合金强化。
主合金系有3Cr2Mo、4Cr2Mo、4Mn4Si、5Cr3Mo2等。堆焊金属组织是马氏体和残余奥氏体,有时含有少量珠光体,硬度约350~550HBW。裂纹倾向比低碳低合金钢堆焊合金大,一般应预热至250~350℃。
③高碳低合金钢堆焊合金。w(C)=0.7%~1.0%,有的高达1.5%,合金元素总量约5%,堆焊金属属于马氏体钢。主强化元素是Cr,因为含Mn过多使钢脆性增加。堆焊金属组织为马氏体和残余奥氏体,有时在柱状晶粒边界析出共晶莱氏体。冲击韧度差,堆焊时易产生热裂纹或冷裂纹,一般应预热至350~400℃。若堆焊后须切削加工,应先退火使硬度降低到20~25HRC,加工后再淬火使硬度达到50~60HRC。
④Cr-W、Cr-Mo热稳定钢堆焊合金。具有中碳含量(w(C)<0.6%)和较多的W、Mo、V等碳化物形成元素,属于中碳中合金钢,高温时仍能保持较高的硬度和耐磨性,提高抗热疲劳性。堆焊金属具有热硬性、高温耐磨性和较高的冲击韧度。容易产生堆焊裂纹,一般须预热至400℃左右,堆焊后缓冷。
⑤高铬马氏体钢堆焊合金。w(Cr)≈13%,w(C)=0.1%~1.5%,属于半马氏体或马氏体高铬不锈钢。2Cr13、3Cr13堆焊金属主要是马氏体组织,有碳化物析出,硬度为50HRC左右。这类堆焊合金脆性较大,堆焊时易产生裂纹,一般须预热至300~400℃。w(C)>1%的高铬钢堆焊金属(如Cr12V)组织为莱氏体+残余奥氏体。由于存在含铬的合金莱氏体,耐磨性更好,但脆性也更大,易产生裂纹,一般须预热至400~550℃。
⑥高锰奥氏体钢堆焊合金。w(Mn)≈13%,w(C)=0.7%~1.2%,属于奥氏体高锰钢。堆焊金属组织为奥氏体,硬度仅为200HBW左右。但当堆焊合金经受强烈冲击后,转变为马氏体而使表面层硬化,硬度提高为450~500HBW,而硬化层以下仍为韧性很好的奥氏体组织。这类合金具有良好的抗冲击磨损性能,适于堆焊承受强烈冲击的凿削式磨料磨损零件。但对于受冲击作用很小的低应力磨料磨损,由于不能产生冲击加工硬化,所以耐磨性不高。高锰钢耐腐蚀、耐热性都不好,不宜用于高温。但高锰钢耐低温性能好,冷至-45℃也不会发生脆化。(https://www.xing528.com)
⑦高铬堆焊合金。主要用于石化、核动力等部门耐腐蚀、抗氧化零部件的表面堆焊。为了提高抗晶间腐蚀能力,这类合金碳含量低(w(C)<0.2%),堆焊金属硬度不高。但加入Mn元素可显著提高冷作硬化和力学性能,可用于水轮机叶片抗汽蚀层、开坯轧辊等。在合金中加入适量的Si、W、Mo、V等可提高其高温硬度,可用于高中压阀门密封面的堆焊。
⑧高速钢堆焊合金。w(C)=0.7%~1.0%,w(W)=17%~19%,w(Cr)=3.8%~4.5%,w(V)=1.0%~1.5%,堆焊金属属于莱氏体,组织类似铸造高速钢,由网状莱氏体和奥氏体的转变产物组成。堆焊金属易产生裂纹,一般应预热至500℃左右。有很好的红硬性和耐磨性,主要用于堆焊各种切削刀具、刃具等。
2)合金铸铁类堆焊合金。包括马氏体合金铸铁、奥氏体合金铸铁和高铬合金铸铁三大类。高铬合金铸铁堆焊层的基体组织是奥氏体或马氏体,而大多数马氏体和奥氏体合金铸铁堆焊层的基体组织是莱氏体碳化物。它们都含有大量的合金碳化物,因而耐磨料磨损性能很高。
①马氏体合金铸铁堆焊合金。w(C)=2%~4%,加入W、Cr、Mo、Mn、Ni等使之合金化,合金元素总量在15%~20%以下。灰口铸铁由于硬度和强度低,抗磨料磨损的能力很差。一般在白口铸铁基础上加入合金元素,使碳化物合金化,成为合金渗碳体或复合碳化物;合金元素使合金中的过冷奥氏体稳定性增加,促使产生合金马氏体组织,大大提高堆焊合金的硬度和耐磨性,应用广泛。这类合金有很好的抗高应力和低应力磨料磨损能力,有良好的抗压强度。合金元素的加入改善了耐热、耐腐蚀和抗氧化性。该合金较脆、抗冲击性差,堆焊时有严重的裂纹倾向,一般应预热至300~400℃。
②高铬合金铸铁堆焊合金。w(C)=1.5%~4.0%,w(Cr)=22%~32%,适当加入其他合金元素,如Ni、Si、Mn、Mo、B、Co等。此类合金是合金铸铁堆焊合金中应用最广泛、效果最好的一种。堆焊组织中含有大量的柱状Cr7C3,常见的基体组织是残余奥氏体+共晶碳化物。由于含有高铬和Cr7C3高硬度相,所以合金具有很高的抗低应力磨料磨损和耐热、耐蚀性能。这类合金堆焊金属的裂纹倾向大,一般要预热到400~500℃。常用于在低应力或高应力磨料磨损条件下工作的犁铧、球磨机衬板、推土机铲刃等,也用于高炉料钟料斗、排气机叶片等零件的堆焊。
2.碳化钨堆焊合金
碳化钨堆焊层由胎体材料和嵌在其中的碳化钨颗粒组成。胎体材料可由铁基、镍基、钴基和铜基合金构成。堆焊金属平均成分是w(W)>45%以上、w(C)=1.5%~2%。碳化钨由WC和W2C组成(一般w(C)=3.5%~4.0%,w(W)=95%~96%),有很高的硬度和熔点。w(C)=3.8%的碳化钨硬度达2500HV,熔点接近2600℃。
堆焊用的碳化钨有铸造碳化钨和以Co为黏结金属的粉末烧结成的粒状碳化钨两类。碳化钨堆焊合金具有非常好的抗磨料磨损性、良好的耐热性、耐腐蚀性和抗低温冲击性。为了发挥碳化钨的耐磨性,应保持碳化钨颗粒的形状,避免其熔化。高频加热和火焰加热不易使碳化钨熔化,堆焊层耐磨性较好。但在电弧堆焊时,会使原始碳化钨颗粒大部分熔化,熔敷金属中重新析出硬度仅1200HV左右的含钨复合碳化钨,导致耐磨性下降。这类合金脆性大,易产生裂纹,对结构复杂的零件应进行预热。
3.钴基堆焊合金
钴基合金又称为司太立合金(Stellite)。以Co为基本成分,加入Cr、W、C等元素组成的合金,主要成分为:w(C)=0.7%~3.0%,w(Cr)=25%~33%,w(W)=3%~25%,其余为Co。钴基合金堆焊层的基体组织是奥氏体+共晶组织。碳含量低时,堆焊层由呈树枝状晶的Co-Cr-W固溶体(奥氏体)初晶和固溶体与Cr-W复合碳化物的共晶体组成。随碳含量增加,奥氏体数量减少,共晶体增多。改变碳和钨的含量可改变堆焊合金的硬度和韧性。
含C、W较低的钴基合金,主要用于受冲击、高温腐蚀、磨料磨损的零件堆焊,如高温高压阀门、热锻模等。含C、W较高的钴基合金,硬度高、耐磨性好,但抗冲击性能低,且不易加工。主要用于受冲击较小,但承受强烈的磨料磨损、高温及腐蚀介质下工作的零部件。
这类堆焊合金具有良好的耐各类磨损的性能,特别是在高温耐磨性好。在各类堆焊合金中,钴基合金的综合性能最好,有很好的热硬性、抗磨料磨损、耐腐蚀、抗冲击、抗热疲劳、抗氧化和抗金属间磨损性能。这类合金易形成冷裂纹或结晶裂纹,在电弧焊和气焊时应预热至200~500℃,对碳含量较多的合金选择较高的预热温度。等离子弧堆焊钴基合金时,一般不预热。尽管钴基堆焊合金价格很贵,仍得到广泛应用。
4.镍基堆焊合金
在各类堆焊合金中,镍基合金的抗金属-金属间摩擦磨损性能最好,具有很好的耐热性、抗氧化性和耐腐蚀性。镍基合金易熔化,有较好的工艺性能,所以尽管比较贵,仍应用广泛。根据其强化相的不同,镍基堆焊合金又分为含硼化物合金、含碳化物合金和含金属间化合物合金三大类。
①Ni-Cr-B-Si合金,即科尔蒙合金(Colomony),在堆焊合金中应用广泛。它的成分为:w(C)≤1.0%,w(Cr)=8%~18%,w(B)=2%~5%,w(Si)=2%~5%,其余为Ni。这种堆焊合金硬度高(50~60HRC),在600~700℃高温下仍能保持较高的硬度;在950℃以下具有良好的抗氧化性和耐腐蚀性。合金熔点低(约1000℃)、流动性好,堆焊时易获得稀释率低、成形美观的堆焊层。耐高温性能比钴基合金差,但在500~600℃以下工作时,它的热硬性优于钴基合金。这种合金比较脆,不能拔制焊丝,一般制成铸条、管状焊丝或药芯焊丝,采用气焊、电弧焊、等离子弧等方法堆焊。合金堆焊层抗裂性差,堆焊前应高温预热,焊后缓冷。
②Ni-Cr-Mo-W合金,即哈斯特洛依合金(Hastelloy),具体类型有很多种。一般采用哈氏C型堆焊合金,成分为:w(C)<0.1%,w(Cr)=17%,w(Mo)=17%,w(W)=4.5%,w(Fe)=5%,其余为Ni。堆焊组织主要是奥氏体+金属间化合物。加入Mo、W、Fe元素后,合金的热强性和耐腐蚀性明显提高。这种合金有很好的抗热疲劳性能,裂纹倾向较小,但硬度不高,抗磨料磨损性能不好。主要用于耐强腐蚀、耐高温的金属—金属间摩擦磨损零部件堆焊。
③Ni-Cu堆焊合金,即蒙乃尔合金(Monel),一般w(Ni)=70%,w(Cu)=30%。硬度较低,有很好的耐腐蚀性能,主要用于耐腐蚀零部件的堆焊。
镍基堆焊合金可取代某些类型的钴基堆焊合金,这样可以降低堆焊材料成本。Ni具有比Fe更好的高温基体强度,与钴基合金有相似的应用范围,而镍基产品可作为钴基合金在耐高温磨损应用中低价的替代品。
5.其他类堆焊合金
铜基堆焊合金,包括纯铜、黄铜、青铜和白铜四类。这类堆焊合金有良好的耐腐蚀性和低的摩擦因数,适于堆焊轴承等金属—金属间摩擦磨损零件和耐腐蚀零件,一般在钢和铸铁上堆焊制成双金属零件或修复旧件。铜基合金不宜在磨料磨损和温度超过200℃工况下工作。铜基合金可以拔制成丝进行气焊、电弧堆焊、等离子弧堆焊。
铝青铜强度高、耐腐蚀、耐金属间摩擦磨损性能好,常用于堆焊轴承、齿轮、蜗轮以及耐海水腐蚀零件,如水泵、阀门、船舶螺旋桨等。锡青铜有一定强度、塑性好、能承受较大的冲击载荷,减摩性优良,常用于堆焊轴承、轴瓦、蜗轮、低压阀门及船舶螺旋桨等。硅青铜力学性能较好、冲击韧度高、耐腐蚀性好,但减摩性不好,适用于化工机械、管道等内衬的堆焊。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。