



【摘要】:某厂铸铁基体冷冲模刃口的堆焊采用了如下所述的工艺。生产的堆焊汽车零件冷冲模成功地代替了用传统的镶块拼装工艺生产的冷冲模,简化了生产工艺,大大节约了生产成本。用氧乙炔焰将基体上的水分、油污清除干净,但预热温度不宜过高,一般不高于250~300℃。2)坡口清理干净后,立即进行堆焊。图4-92 冷冲模堆焊坡口示意图4)打底焊和盖面焊过程中,应采用短弧、短段、对称退焊(或跳焊)法。大铸件堆焊后用石棉灰覆盖缓冷。
某厂铸铁基体冷冲模刃口的堆焊采用了如下所述的工艺。生产的堆焊汽车零件冷冲模成功地代替了用传统的镶块拼装工艺生产的冷冲模,简化了生产工艺,大大节约了生产成本。
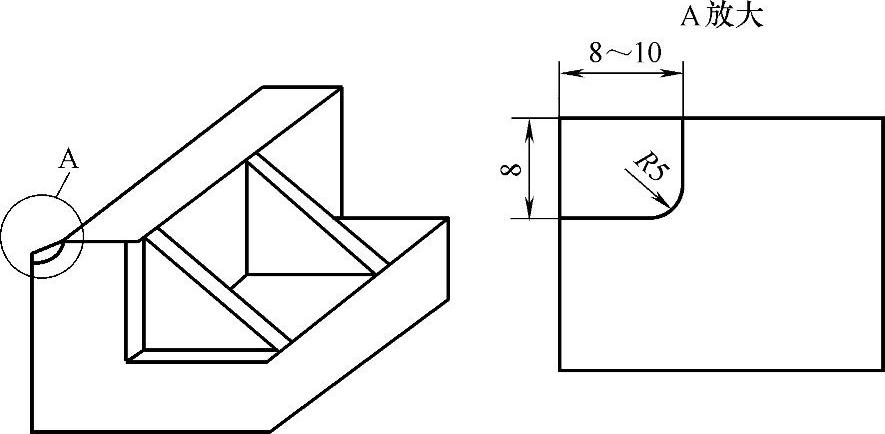
1)基体选用HT350灰铸铁,堆焊前将堆焊处表面加工去掉5~10mm。铸件退火后加工成需要的凹凸模形状,然后沿刃口加工出8mm×8mm或8mm×10mm的坡口,如图4-92所示。用氧乙炔焰将基体上的水分、油污清除干净,但预热温度不宜过高,一般不高于250~300℃。油污燃尽后用钢丝刷刷净堆焊处,使之露出金属光泽。
2)坡口清理干净后,立即进行堆焊。打底焊用Z408焊条,盖面焊用D517焊条或D322焊条。焊条直径为3.2mm。焊前要将焊条烘干。
3)尽量采用预热焊,小工件可进炉预热,预热温度为250~300℃,层间温度控制在200~300℃之间;大工件不能预热时,就应保持冷焊的特点,层间温度控制在50~60℃以下。尽量缩短工件在冷裂纹敏感区(170~180℃)的停留时间。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-92 冷冲模堆焊坡口示意图
4)打底焊和盖面焊过程中,应采用短弧、短段(每段长度不超过40mm)、对称退焊(或跳焊)法。焊条可作轻微摆动,接头应错开,收弧时应注意填满弧坑。每焊完一段焊道后,趁红热状态轻击焊道,并用钢丝刷刷净。
5)小铸件堆焊刃口后空冷,待完全冷却后进炉低温回火,回火规范为150~200℃保温1h。大铸件堆焊后用石棉灰覆盖缓冷。
6)焊后磨削加工即能使用,注意应保证冷却充足、砂轮锋利,进刀量要小,以防磨裂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。