



【摘要】:某厂一台C41—750空气锤使用10多年后,砧座燕尾槽尖角处发生崩裂。同时为了保证堆焊后的尺寸,用10mm×10mm的扁钢按83°的几何形状用J507焊条把扁钢点焊在螺杆上。图4-87 砧座崩裂示意图2)准备3.2mm的Z248焊条和4mm的J507焊条,烘干备用。4)其余各层用Z248焊条堆焊,直流正接,进行大电流往复堆焊,堆焊焊条角度应偏向铸铁件一边,以防止螺杆和扁钢熔化。
某厂一台C41—750空气锤使用10多年后,砧座燕尾槽尖角处发生崩裂。如图4-87所示。砧座的材质为铸铁,在剧烈的震动和冲击条件下工作,工作环境极为恶劣,承受较大的交变应力。采用堆焊方法成功地修复了该砧座。
1)先对崩裂处进行清理,用气割法把崩裂处凹凸面整平,再用手持砂轮磨平待焊处,使其露出金属光泽。
用手持电钻在待焊面上打孔,每两孔间隔50mm,孔深15mm。栽上M12的螺栓(6个螺栓割去头及多余部分),如图4-88所示。为了保证砧座的几何尺寸和防止铁液焊补时流失,在焊件的周围用耐火砖造型。同时为了保证堆焊后的尺寸,用10mm×10mm的扁钢按83°的几何形状用J507焊条把扁钢点焊在螺杆上。
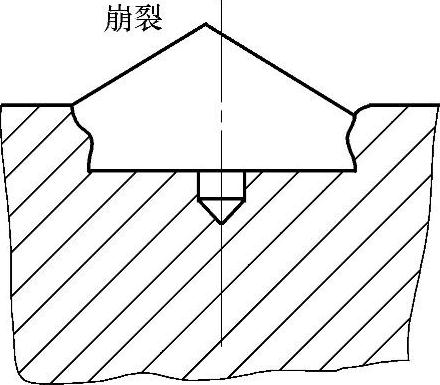
图4-87 砧座崩裂示意图
2)准备ϕ3.2mm的Z248焊条和ϕ4mm的J507焊条,烘干备用。
3)第1层用J507焊条打底,直流正接,然后用3把大号焊枪把堆焊面加热至400℃左右,以防焊缝冷却速度过快。
4)其余各层用Z248焊条堆焊,直流正接,进行大电流往复堆焊,堆焊焊条角度应偏向铸铁件一边,以防止螺杆和扁钢熔化。堆焊层高度应留约5mm的加工余量。
5)焊后立即用3把焊枪把堆焊处加热至500℃左右,然后使其缓慢冷却,以防止产生白口及裂纹。砧座冷却后用手持砂轮将堆焊层修磨至所需几何尺寸,如图4-89所示。(https://www.xing528.com)
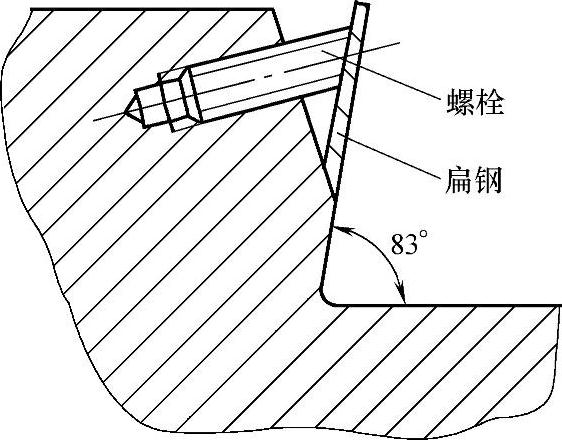
图4-88 砧座的焊前准备示意图
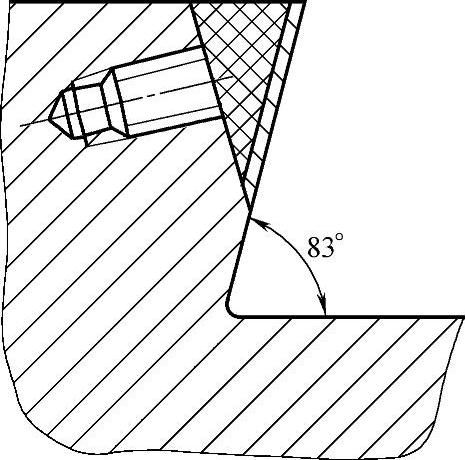
图4-89 修磨后的堆焊部位示意图
采用上述堆焊工艺修复的砧座已投入使用3年多时间,从未发生崩裂等损坏故障。
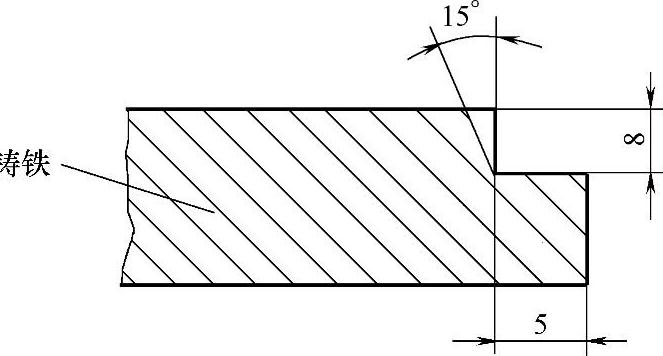
图4-90 冷冲模堆焊坡口示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。