



【摘要】:水冷焊就是把铸件浸入水中,焊补区露在水外,用低碳钢焊条进行焊补的工艺,如图4-83所示。图4-83 铸件水冷焊示意图图4-84 水冷焊时坡口的形状某厂通过多年的生产实践,已焊补农机铸件500余件,其中有柴油机缸体、缸盖、水泵壳体等。将焊件浸入盛水容器中,坡口底面应距水面8~12mm。与一般冷焊相比,优于Z100焊条的焊接质量。用水冷焊法修复的铸件,使用效果好,焊层可进行机械加工。水冷焊法工艺简单、操作方便,易于推广应用。
水冷焊就是把铸件浸入水中,焊补区露在水外,用低碳钢焊条进行焊补的工艺,如图4-83所示。
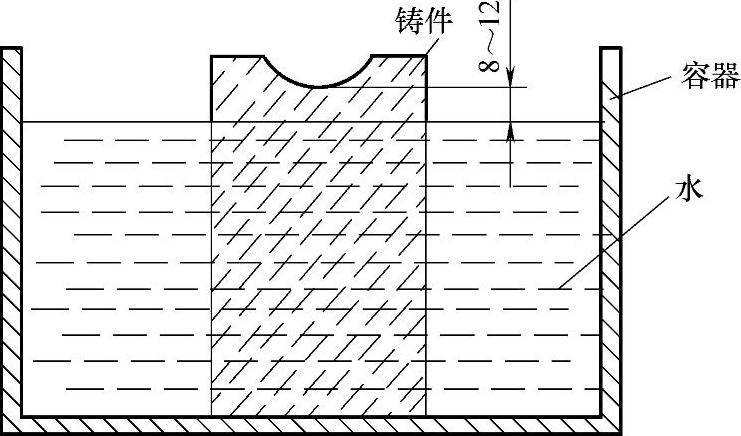
图4-83 铸件水冷焊示意图
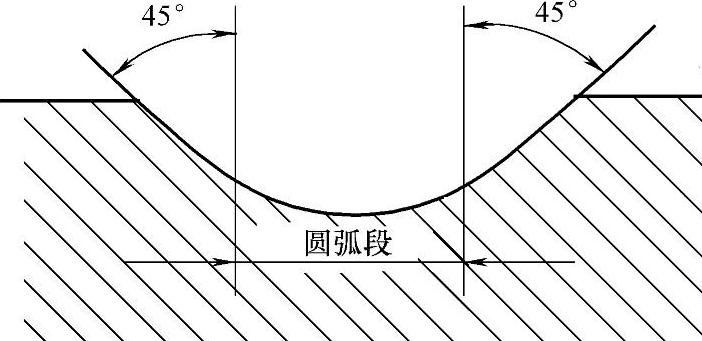
图4-84 水冷焊时坡口的形状
某厂通过多年的生产实践,已焊补农机铸件500余件,其中有柴油机缸体、缸盖、水泵壳体等。铸件水冷焊工艺简述如下:(https://www.xing528.com)
1)准备一个盛水的容器,其体积至少比工件大1~2倍。根据不同性质的缺陷制备坡口,坡口的角度为45°,底部为圆弧过渡,如图4-84所示。如是裂纹类缺陷,则应在裂纹两端钻ϕ5mm左右的止裂孔,其深度一般钻到裂纹消失为止。焊前将坡口周围的油污清除干净。将焊件浸入盛水容器中,坡口底面应距水面8~12mm。水面过高,水易溅到焊补处;水面过低,冷却效果不好。
2)使用J422焊条焊补,规格以ϕ2.5~ϕ3.2mm为宜。
3)焊接顺序采用多层多道焊,每层用分散、断续的短焊道,每次焊层厚度以1.5~2mm为宜。每段短焊道连续施焊时间约1~2s,熄弧后待渣壳颜色转暗,立即敲去渣壳并锤击,约停弧5~8s,再焊下一段。焊接时要注意填满弧坑,避免弧坑裂纹。
4)焊补后的铸件机械加工性能良好,加工后即可使用。
水冷焊与热焊相比,省去了预热和焊后保温,节省了能源并缩短了生产周期、改善了工人劳动条件。与一般冷焊相比,优于Z100焊条的焊接质量。与镍基焊条冷焊相比,可降低生产成本。用水冷焊法修复的铸件,使用效果好,焊层可进行机械加工。水冷焊法工艺简单、操作方便,易于推广应用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。