



加工铸铁减速箱时,发现其中两个底座上有气孔缺陷。底座材质为HT180。由于减速箱底座要与箱盖配合,且箱内要储存润滑剂,所以对焊补的变形、密封性等均有严格的要求。
第一个底座为成品状态,无加工余量,缺陷在配合面的a处(图4-81),有尺寸约20mm×60mm×16mm的气孔一个。由于配合面经刮研加工,精度高,所以必须严格控制焊接变形量,因此选用了冷焊工艺。
焊前铲净缺陷周围的污物。焊补时底层焊缝用低碳钢芯薄药皮焊条,每焊10~15mm焊道即停弧,用尖头锤锤击焊道,消除应力。施焊时熔深要浅,防止母材过多熔化,产生白口组织。每焊两段焊道(每段长20~40mm)就应停焊,待焊道冷至60℃左右再施焊。当焊道离配合面4~5mm时,换用Z308焊条,采用分段退焊法焊接,焊至缺陷口四周时,用焊条端压挤熔池中的铁水,以防咬边。如出现咬边,可用钢铲铲除咬边处的焊肉,再用平头凿子捻一下。焊补后用砂轮磨平,并对配合面进行刮研。
 (https://www.xing528.com)
(https://www.xing528.com)
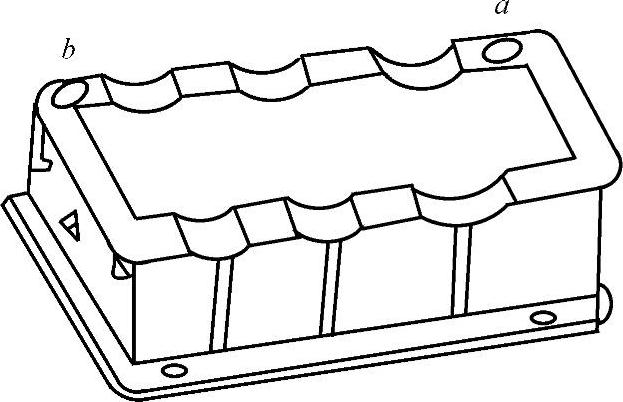
图4-81 减速箱底座气孔缺陷部位示意图
第二个减速箱底座为半成品,气孔位于配合面b位置(图4-81),尺寸约30mm×50mm×15mm。由于底座是半成品,允许有少量的加工余量,且气孔位于拐角端面处,焊接应力易释放,故可选用预热焊补工艺,因为焊补后还要进行机械加工,所以允许有少量的变形。
焊前用氧乙炔火焰预热待焊处,预热至暗红色(500~600℃左右)。选用Z208或Z408焊条。焊接时右手持焊钳,左手拿一铸铁棒边焊边向外拨熔渣,使熔渣充分浮起,连续施焊,焊速快,中途不能中断,否则焊缝中会出现白口组织,难以刮研。焊后用氧乙炔焰两次加热焊补处至暗红色,随后缓冷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。