



【摘要】:某儿童公园电动转马采用齿轮传动,齿轮材质为HT200铸铁。其中一个大锥齿轮直径为600mm,啮合齿长120mm,齿厚25mm,被损坏的14个齿平均损伤深度20mm,损伤长度约70mm。所以对其进行堆焊修复。2)选用Z308焊条焊过渡层和J422焊条焊堆焊层。4)用J422焊条堆焊时采用了直流正接法。堆焊齿过程中应注意和标准齿形样板对比,尽量减少钳工加工量。整个修复过程是在机座上进行的,属于不拆卸修复。修复后的锥齿轮运行情况很好。
某儿童公园电动转马采用齿轮传动,齿轮材质为HT200铸铁。其中一个大锥齿轮直径为600mm,啮合齿长120mm,齿厚25mm,被损坏的14个齿平均损伤深度20mm,损伤长度约70mm。若换新齿轮,不仅造价高,而且制造时间长、浪费太大。所以对其进行堆焊修复。
1)在磨损的齿面上栽丝,一般在大的磨损齿面上栽2~3个M8螺钉,间隔30~35mm,小的磨损齿面上栽1个。栽好后用手锯沿齿面把螺帽锯掉。接着用氧乙炔火焰将锥齿轮整体加热除油,然后把要堆焊的齿及相邻齿局部加热,要堆焊的齿呈暗红色时,把火焰移开继续对整体进行加热,使整体温度保持在150~200℃。
2)选用Z308焊条焊过渡层和J422焊条焊堆焊层。
3)先用Z308焊条在磨损齿面上堆焊过渡层,堆焊时直流反接,对每个栽丝焊接一圈,再把栽丝两侧焊到磨损齿的边缘,这样自然形成间跳式焊接区段,再把各区段按先内后外的顺序焊补起来(图4-78),过渡层厚度约2mm,焊后不能锤击。
4)用J422焊条堆焊时采用了直流正接法。堆焊顺序和堆焊过渡层的顺序相同,但每焊一层须进行锤击。堆焊齿过程中应注意和标准齿形样板对比,尽量减少钳工加工量。(https://www.xing528.com)
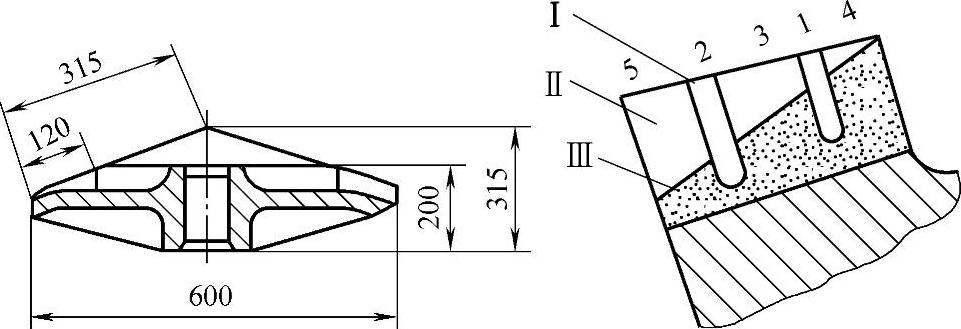
图4-78 锥齿焊补示意图
Ⅰ—螺丝 Ⅱ—焊补齿区 Ⅲ—磨损残齿 1~5为间跳式焊接区段
焊好一个齿后转动到对应面焊第二个齿,这样变换角度对逐个齿进行焊补,直至把所有齿焊补好。由钳工对焊好的齿整形即可使用。整个修复过程是在机座上进行的,属于不拆卸修复。修复后的锥齿轮运行情况很好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。