



【摘要】:高铬铸铁泥浆泵衬板,质量1.5t,因铸件清理不当,在图4-76所示的部位损坏,损坏部分尺寸长×宽×深约310mm×40mm×40mm。泥浆泵是受冲击和磨损的部件,堆焊层应能承受较大的冲击和磨损。D667和Z308焊条须经200℃烘焙1~2h,J506焊条在300℃下焙烘1h。图4-76 泥浆泵衬板堆焊部位打底焊时,用Z308焊条在缺口四周堆焊一周,随后向中间逐步填满,可直接冷焊。用D667焊条堆焊时,预热铸件并注意保温,使堆焊时堆焊处的温度不低于400℃。
高铬铸铁泥浆泵衬板,质量1.5t,因铸件清理不当,在图4-76所示的部位损坏,损坏部分尺寸长×宽×深约310mm×40mm×40mm。衬板的主要化学成分(质量分数)为w(C)=2.24%、w(Mn)=0.88%、w(Si)=0.60%、w(Cr)=15.18%、w(Mo)=1.93%、w(Cu)=1.19%。泥浆泵是受冲击和磨损的部件,堆焊层应能承受较大的冲击和磨损。堆焊工艺为:
1)退火消除铸态应力。仔细清除缺口处油、锈等污物,并用砂轮打磨缺口处,直至露出金属光泽。
2)选用D667焊条堆焊,用Z308、J506焊条分别作为打底和焊过渡层的焊条。D667和Z308焊条须经200℃烘焙1~2h,J506焊条在300℃下焙烘1h。
3)堆焊层分为7层,用Z308焊条打底,堆焊3层;用J506焊条堆焊1层过渡层;最后3层用D667焊条堆焊。
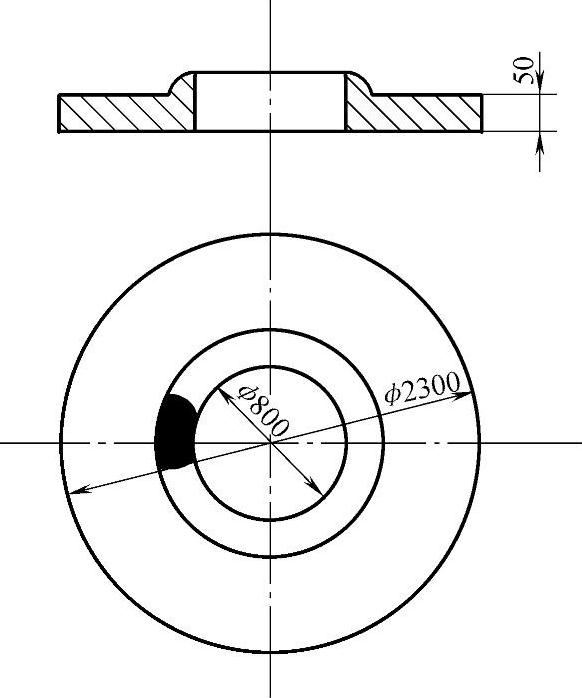
图4-76 泥浆泵衬板堆焊部位(https://www.xing528.com)
打底焊时,用Z308焊条在缺口四周堆焊一周,随后向中间逐步填满,可直接冷焊。
用J506焊条堆焊过渡层时,焊速宜适当加快,焊前必须彻底清除焊渣,要注意避免局部过热而引起的焊道裂纹。
用D667焊条堆焊时,预热铸件并注意保温,使堆焊时堆焊处的温度不低于400℃。用接长的长柄焊钳施焊时,每次堆焊长度不超过70mm,注意锤击焊缝。
4)堆焊完后立即进行热处理,热处理加热温度1000℃,保温2h,然后空冷,最后磨光堆焊处待用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。