



某换热器制造有限公司拥有一台从德国引进的KPH500型液压拉伸机,液压缸的拉力为2000kN。活塞由于长期处于交变应力载荷作用,与活塞杆产生开裂,导致高压的液压油渗漏,压力下降,无法正常工作。因无备件,短期又不能到国外订货,最终决定只有焊接修复。
经分析,活塞的材质45钢相当于国产45钢,其化学成分如表4-16所示。
表4-16 45钢的化学成分(质量分数,%)

分析显示这种钢焊接性较差,对冷裂倾向比较敏感,焊接时必须采取一定的工艺措施,否则将会产生不良后果。
1.焊接材料选择
根据母材的化学成分,分析材料的焊接性,首选了某公司生产的低氢型高韧性药芯焊丝,牌号为VC-VJ707(Q)。
这种焊丝是低氢型碱性药芯焊丝,属于高韧性,能通过药芯的微合金化,使焊缝金属得到优良的综合力学性能,使焊缝韧性大大提高,满足抗裂性要求。焊丝的化学成分及力学性能如表4-17所示。
表4-17 VC-VJ707(Q)焊丝的化学成分及力学性能

2.焊前准备(https://www.xing528.com)
由于活塞裂纹严重,只能将这部分车掉,然后重新加工一个活塞头,装配后进行封闭焊接,其装配后的结构形式如图4-74所示。
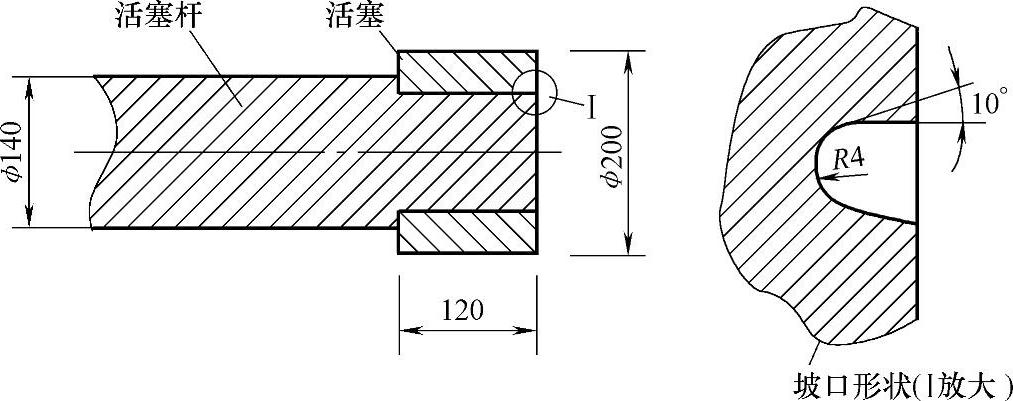
图4-74 活塞焊接结构形式示意图
焊接坡口是根据裂纹情况和面积而定的,根据裂纹深度,活塞装配后在镗床上直接加工出U形坡口。所以在焊前应对坡口的机械加工处进行脱脂处理,以免焊接过程中,由于油污而产生焊接缺陷。
3.焊接工艺
焊接采用钨极氩弧焊,采用直流电源,正接法施焊。先在活塞坡口处的圆周上定位焊4点,焊点的长度约为20mm。
焊接规范为:焊丝牌号VC-VJ707(Q);直径2.4mm;焊接电流100~120A。
焊接时,采取对称、断续焊法;层间温度为150~200℃。焊接过程中要采取降温措施,保证活塞杆与活塞的温度不超过200℃;焊接不进行预热和后热处理,以防止产生焊接变形,从而保证活塞的精度尺寸和形位公差。
焊接完成后,经24h时效后,再进行着色探伤检验,确定无裂纹等焊接缺陷。然后检验尺寸和形位公差是否符合要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。