



烧结D1600离心鼓风机是烧结生产的重要设备。由于转子叶轮叶片受粉尘强烈的冲刷
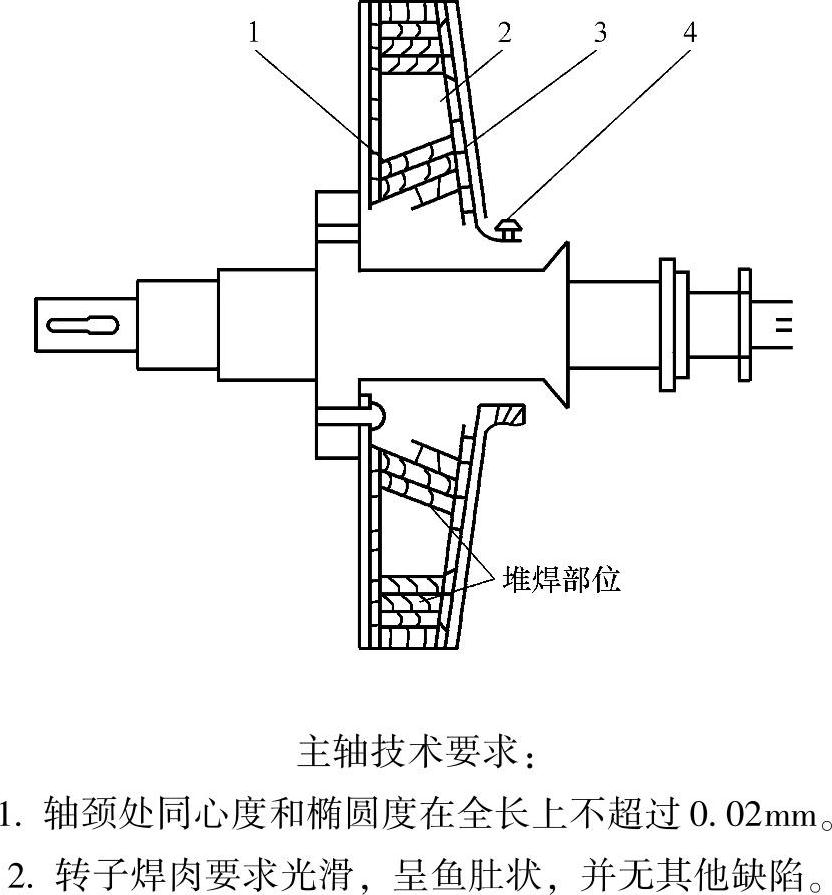
图4-64 风机转子整体简图
1—中盘 2—叶轮片 3—盖盘 4—主轴
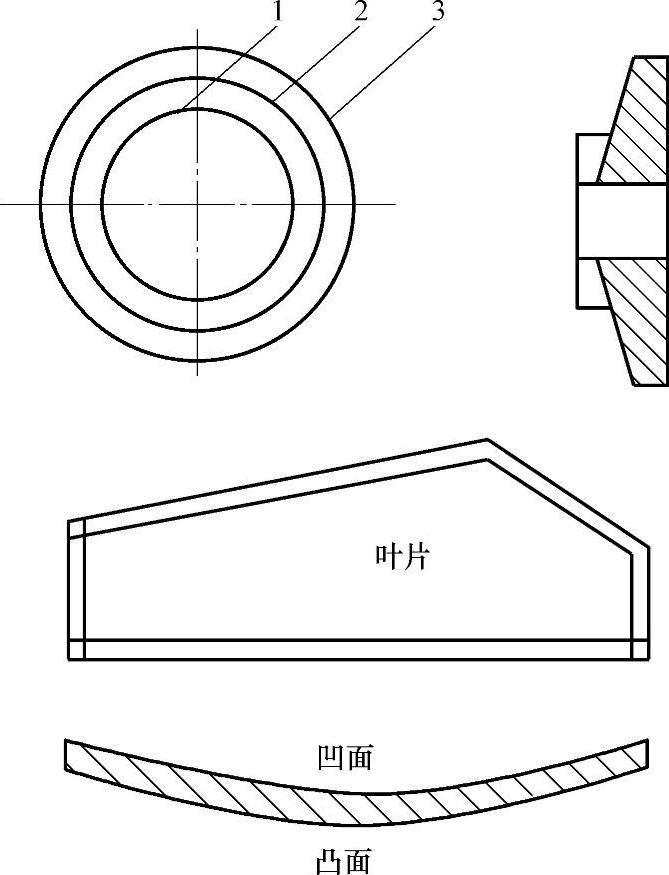
图4-65 转子各部位零件简图
1—中盘 2—中间盘 3—轮壳
作用,使叶片、叶轮磨损非常快,降低使用寿命。根据磨损情况对叶轮叶片堆焊硬质耐磨合金,延长使用寿命。
1.D1600离心鼓风机转子的组成
D1600离心鼓风机转子可分成两大部分:主轴及叶轮。叶轮由中盘、盖盘、叶片三部分组成,风机转子整体简图及各部位零件简图如图4-64、4-65所示。
D1600离心鼓风机转子主轴是ZG35加工件,转子中盘和轮壳是铸35加工件,中盘板材质为Q390(15MnV),厚5mm;盖盘和进风圈板材质是ZG35;侧板材质是Q345(16Mn),厚10mm,叶片材质为Q390(15MnV),厚度为14mm,共计24片。
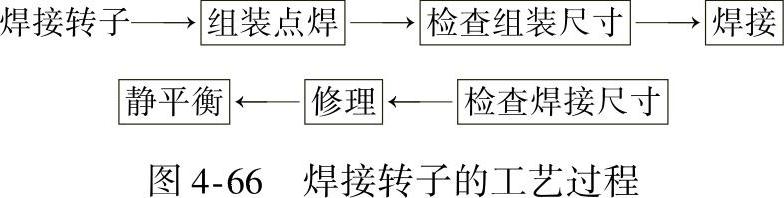
焊接转子的工艺过程如图4-66所示。
2.转子材料和焊条选择
D1600离心鼓风机转子是鼓风机的心脏。由于离心力大,磨损不平衡,产生振动,易导致事故的发生,所以在焊接风机转子时,必须注意零件和焊条材料的选择,只有符合设计要求,才能保证风机的正常运转。
1)转子材料和焊条选定条件
①风机转子材质是选用Q390(15MnV)或Q345(16Mn),根据其化学成分和力学性能来选定使用焊条。
②选定焊接材料要求焊接性好,有一定的韧性,另外还要求有较好的耐高温、耐磨性能。
③所用的材料应是我国发展方向的钢种。
根据以上的条件,选定低合金焊条E5015,经试验和分析,E5015焊条的化学成分和力学性能都与Q390(15MnV)、Q345(16Mn)的相似,三种材料的化学成分和力学性能如表4-10、表4-11所示。
表4-10 三种材料的化学成分
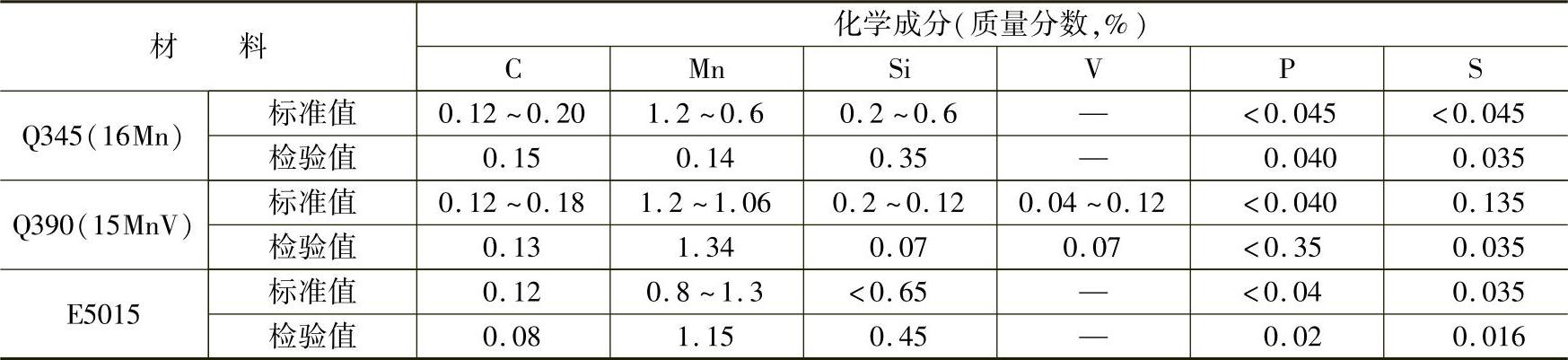
表4-11 三种材料的力学性能
经实际应用检验,决定选用E5015和A107焊条为转子焊接材料。
2)风机转子焊接参数
接头形式采用T形焊和堆焊;焊条牌号为E5015、A107,用直流焊机。焊条直径:E5015为4~5mm,A107为3.2~4mm。焊接电流:E5015为150~250A,A107为130~200A,焊接电压为50~60V。焊接层数:E5015为三层,A107为一层。焊接次序为分段跳格相等对接焊。
3.焊接工艺
1)焊接前的准备工作
①焊接风机转子使用一台500kW直流电焊机。
②焊接前制造转动台(专用),使转子可以转动。
③使用500~1000kW烘焙箱,烘焙焊条。
④将转子所焊部位的锈、油等全部清除干净。
⑤焊前要保证室内温度在15~20℃,通风良好;焊前对所有的定位焊处进行一次全面检查,检查是否有开焊情况,以防止变形。
⑥焊前将焊条烘焙2h,温度为180~200℃。(https://www.xing528.com)
2)焊接转子的要求
①焊接强度不低于母材强度。
②按设计技术标准检查出厂。
③焊接后变形不大于0.9mm。
④焊接后焊肉要光滑,无焊瘤、砂眼、气孔、夹渣和咬边等缺陷。
⑤焊接后进行静平衡或动平衡试验。
⑥焊接后进行运转试验。
3)风机转子焊接方法
焊接D1600风机转子采用了定位焊、分段焊、对称焊、堆焊几种综合焊接方法。
①焊接温度。因为风机转子要求精度高,所以在焊接时要特别注意防止变形和裂纹的产生。主要办法是掌握好焊接温度。焊接时首先要保证转子的温度均匀,防止温度过高或过低。温度在90~120℃为宜,不能超过或低于这个温度。这样变形小,裂纹少,保证了风机转子的焊接质量。
②定位焊:在组装风机转子时,定位焊是非常重要的。定位焊组装,定位要适当,要结实,要少而精。如果定位得好,可提高焊缝的强度并保证焊肉外形美观。如果定位不好,焊接时很容易变形(图4-67)。
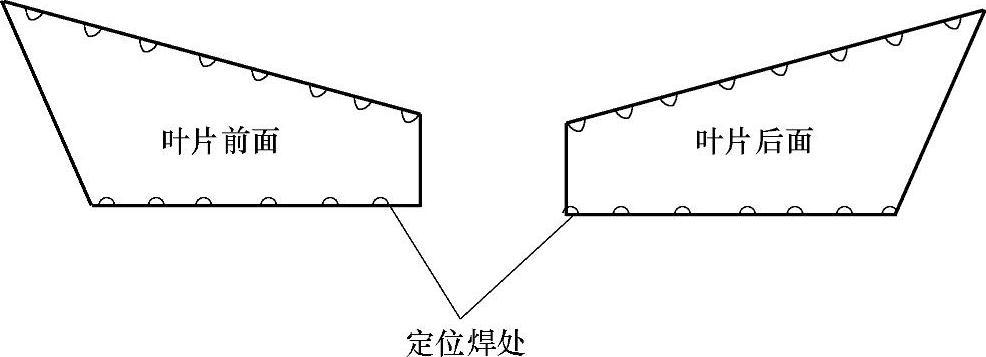
图4-67 叶片定位焊示意图
4.风机转子分段焊接和对称焊接方法
在焊接风机转子时,为了防止变形和裂纹产生,要注意掌握焊接转子温度,因此采用分段对称焊和运条方法(图4-68)。
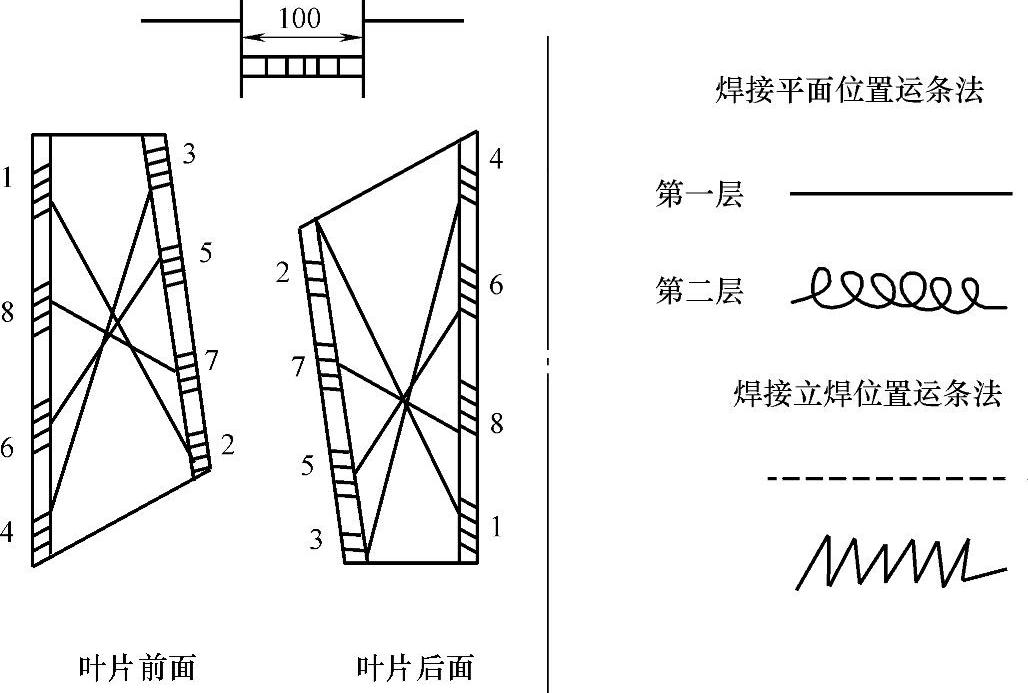
图4-68 分段对称焊和运条方法
1)分段焊接要均匀。对称焊缝长度不能超过200mm。
2)分段焊接就是焊一段后移动到对称的另一位置再焊一段,即所谓的分段对称交叉焊接,每段长均为50mm。
3)分段焊接和对称焊接是联系在一起的,缺一不可。一层焊接所用的电流为120~150A,二层电流为130~160A。
4)分段焊接和对称层次:要求焊2~3层,焊缝必须符合设计标准,也可采用二人同规范对称焊法。
5)运条的方法:第一层为直线形,第二层为连环形。焊坡立焊位置时,运条方法采用月牙形。
5.风机转子堆焊
叶片是用Q390(15MnV)钢制作的,耐磨而不耐腐蚀,所以叶片两端磨损和腐蚀非常快。为了增强其耐磨性和耐腐蚀性,在叶片两端堆焊一层A107焊条,这种焊条具有较好的耐磨性和耐腐蚀性。焊接时用直流焊机,运条的方法走直线(图4-69)。
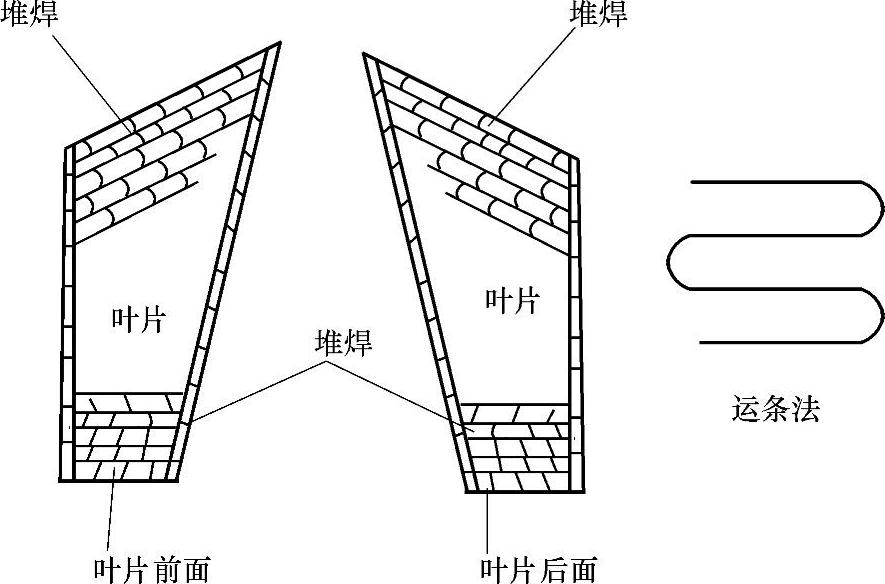
图4-69 叶片堆焊
堆焊注意事项:
1)堆焊叶片时,两端焊缝的长度一样。
2)堆焊时,温度不应过高。温度达到均匀时应为150~200℃。
3)堆焊后每根焊条尾要保存,以便进行称量。
4)堆焊要美观光滑,不要有夹渣、气孔等缺陷。
6.风机转子焊接后的静平衡
补焊转子平衡偏块是在静平衡支架上进行的,首先粗找平衡,然后再进行加块、焊接找平衡。加块补焊部位是在叶片的非工作侧,即叶片凹面出风口处或两侧盖盘内侧圆周上。偏块较大时,可分作两块焊在两盖盘外侧,但与圆周直径距离应大于30mm,并呈扇形。补焊焊缝中所有的熔渣要去除,焊肉要光滑,如不光滑可以用手砂轮修理。静平衡做完后,再进行两次静平衡复查。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。