



1.失效分析及问题提出
四辊轧机花键扁头生产简介:花键扁头是连接工作辊和连接杆的构件(图4-59)。通过扁头带动工作辊转动,扁头材质为28CrNiMo74合金钢。直径为780m,长度为1240m,重量1.8t。工作中扁头承受较大的正、反转转矩以及冲击力和摩擦力,轧机每天2000~3000t产量对其磨损十分严重。
2.失效形式及问题的提出
扁头是空心的,空心内有很多花键槽,由于工作中承受正、反转的交变应力,材料易出现疲劳破坏。其主要形式表现为在应力最大的位置开始形成微细的裂纹,随着应力循环次数的增加,裂纹逐渐扩展最终导致断裂,花键扁头断裂位置如图4-60所示。这种情况采用焊接修复就可变废扁头为新扁头,节约成本。
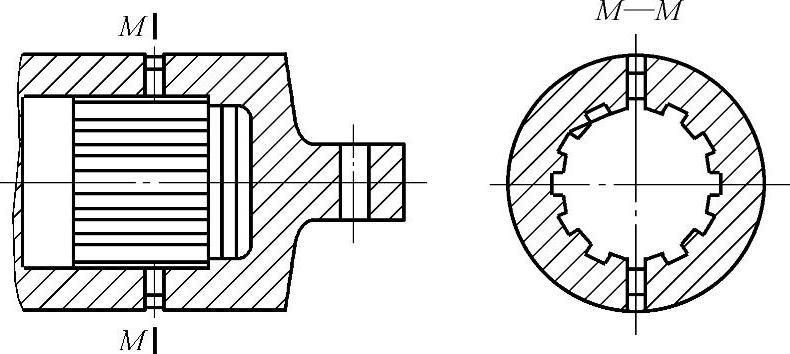
图4-59 花键扁头示意图
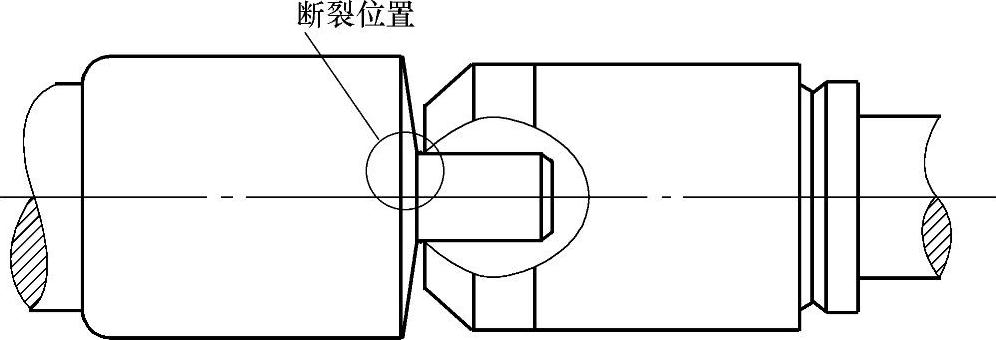
图4-60 花键扁头断裂位置
3.扁头材质的分析及焊条的选择
扁头材质为28CrNiMo74,其特点为强度高,耐磨性好,有较好的韧性,经分析研究选择CHE857—Cr焊条,这种焊条是低氢型药皮低合金钢焊条,具有良好的抗裂性和高强度性能,用于焊接同类型合金钢、高铬钢等。扁头材质与CHE857—Cr焊条化学成分和焊条熔敷金属力学性能对照表如表4-7和表4-8所示。
表4-7 扁头合金钢材质与CHE857—Cr低合金焊条的化学成分对照表
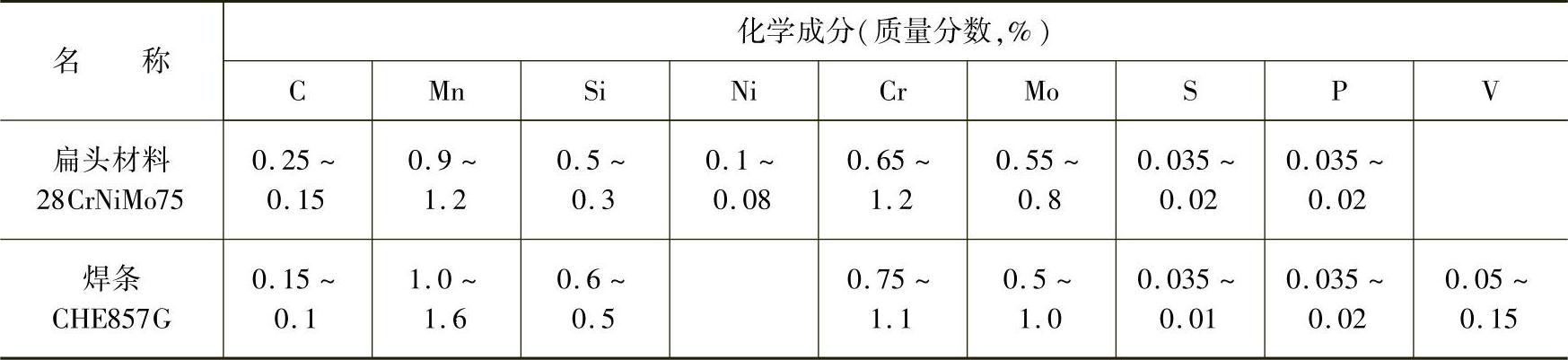
表4-8 扁头合金钢材质与CHE857—Cr低合金焊条熔敷金属力学性能对照表

4.修复工艺
根据28CrNiMo74材料的特点及工件的使用情况,选择修复工艺如下:探伤→开坡口→预热→焊条电弧焊→回火→机加工。
1)探伤。通过超声波探伤机对偏头进行探伤,结果三面有裂纹,裂纹位置在圆弧叉口处,长度为250mm,深度为80mm,宽度为20~30mm,裂纹为树枝形。
2)开坡口。在裂纹位置采用电弧气刨开U形坡口,坡口长度为300mm,深度为90mm,宽度为100mm,所刨坡口范围到未有裂纹为止。用电打磨机进行磨光。去除杂质和氧化物。
3)焊接工艺
①预热。扁头材质是合金钢,焊前预热是一项不可缺少的工序,预热能减少焊接过程的冷却速度,减少合金焊层液态金属的结晶裂纹及焊接应力的产生,也可以避免焊接层金属相变和防止焊缝区近的裂纹。同时焊条要在250℃的烘干箱内烘干1h。(https://www.xing528.com)
扁头预热方法:扁头放入120kW电加热炉内,以每小时35~40℃进行升温,6h升温到250℃,恒温9h出炉,若预热温度偏低则会产生裂纹,温度偏高,可能使扁头退火,组织粗大,降低扁头性能。扁头预热过程如图4-61所示。
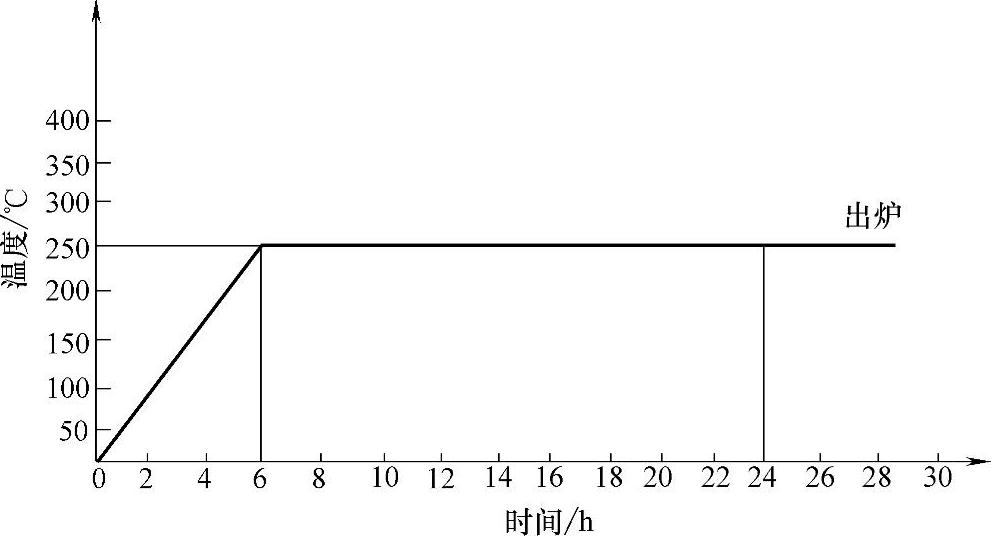
图4-61 扁头预热过程
②焊接扁头裂纹的参数。焊接是修复过程的关键工序,要有合理的焊接参数及正确操作方法。焊接扁头裂纹一般采用的规范标准如表4-9所示。
表4-9 焊接四辊轧机扁头裂纹焊接参数

焊接扁头裂纹与焊接其他合金件不同,焊接扁头采用多层多道焊、焊道薄层的方法,这样使电弧燃烧过程中合金元素烧损较少,保证其化学成分和力学性能。
③焊接工艺。焊接扁头的裂纹采用手工电弧焊,焊接方法为多层多道焊。焊接形式为平焊。焊接采用从里向外焊以防应力产生。每条焊缝应一次焊完不能有中断,焊完后用轻捶对焊缝进行捶打,操作时运条速度要均匀,防止出现各种缺陷,比如气孔、夹渣、砂眼、裂纹等,运条方法采用直线形。
焊缝要对称,多层多道焊的焊缝顺序要编成程序,如图4-62所示。
焊接时要保证扁头整件温度在200℃以上,如果温度下降到200℃以下,必须回炉加热到200℃以上。

图4-62 多层多道焊的焊缝顺序
5.四辊轧机花键扁头裂纹焊后回火
四辊轧机花键扁头裂纹,经过以上工艺过程,焊接完成后,必须进行回火。回火的目的是获得较好韧性、防止裂纹和便于加工,更好地消除扁头体内焊接内应力。
扁头裂纹焊接后回火的方法是:把扁头整体放入电加热炉内,每小时升温30~40℃,经6h达到250℃。恒温10h以后停炉,缓慢冷却到室温,回火完成后加工。回火温度和时间的关系见图4-63。
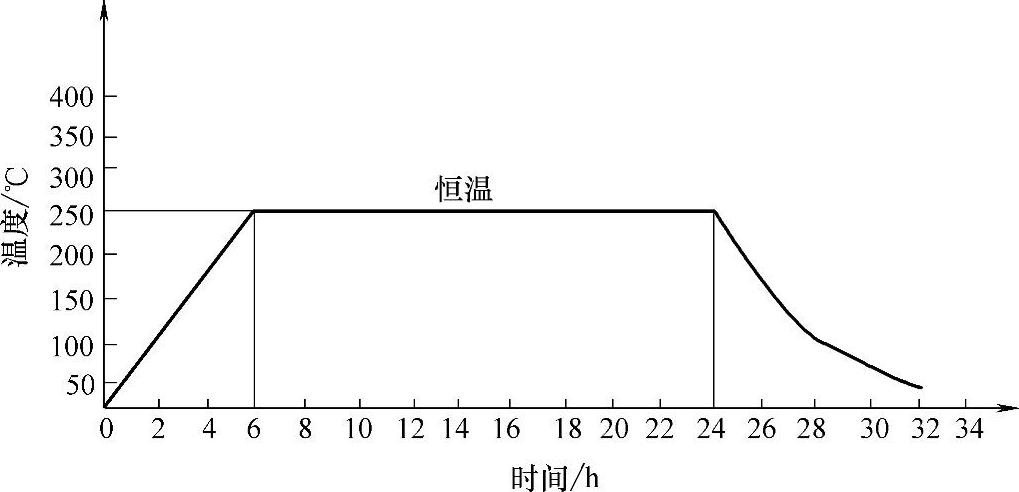
图4-63 回火温度和时间的关系
6.机加工
回火后的花键扁头需要进行加工成形。加工方法采用机械加工法或手工加工法。按照图纸要求的尺寸打磨到符合标准,满足生产需要。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。