



Cr28铸钢在硝酸介质中具有较高的耐蚀性,某厂Cr28铸钢件的化学成分(质量分数)为w(C)=0.59%~0.81%,w(Cr)=24.55%~28.8%,w(Si)=0.80%~1.21%,w(S)=0.016%~0.06%,w(P)=0.015%~0.038%。典型的铸造缺陷如图4-32所示。
为补焊铸造缺陷,专门制作了焊条,焊芯采用与母材同成分的铸棒,焊条的药皮配方(质量分数)为大理
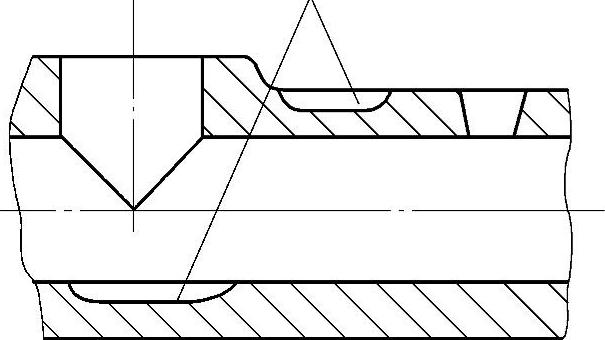
图4-32 Cr28铸钢件的典型缺陷
石35%、萤石25%、石英砂20%、钛白粉20%。堆焊层的化学成分(质量分数)为w(C)=0.55%,w(Cr)=27.2%,w(Si)=2.58%,w(Mn)=0.63%,w(S)=0.015%,w(P)=0.04%。堆焊层的组织为铁素体+索氏体,与母材一致。经腐蚀试验(用CuSO415g,H2 SO447g,H2O 1000g溶液煮沸47h),焊接试件未发生晶间腐蚀。
铸钢件的补焊过程:(https://www.xing528.com)
1)将工件的缺陷用风铲清理干净并铲出V形坡口。焊前工件预热温度为400~500℃,出炉时用石棉布或石棉板保温。为使工件焊时的层间温度大于350℃,须在工件下用木炭加热,并用热电偶测温。
2)选用ϕ5mm焊条焊补时,焊接电流为200A左右,采用直流反接。
3)采用多层堆焊的方法进行补焊,除第1层和最后1层外,每层焊完均用锤轻轻锤击。
4)焊完后及时将工件送入炉内进行回火。回火温度为650~700℃。保温5~8h后,随炉冷却到200℃以下出炉空冷。也可按下述热处理工艺处理来提高耐蚀性:加热到830℃,保温8h,然后随炉冷却到200℃以下出炉空冷。
对补焊、加工好的工件进行超声波检查,未发现影响质量的缺陷,质量符合技术要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。