



【摘要】:某厂大修时发现几台35CrMo钢的发电机转子心环磨损,不能再继续使用。该厂采用了堆焊方法将心环的磨损部位增厚,并加工达到原标准尺寸。2)为避免出现裂纹,减小变形,堆焊前对心环进行预热。整个堆焊过程中,要保持心环温度均匀,层间温度不得低于300℃。图4-26 心环的磨损部位3)选用J507焊条堆焊,焊前焊条经350℃、1h烘干。4)发电机心环直径较大,如只在一边堆焊易产生变形,须有两个焊工在两边对称分段施焊。
某厂大修时发现几台35CrMo钢的发电机转子心环磨损,不能再继续使用。心环的磨损部位如图4-26所示。该厂采用了堆焊方法将心环的磨损部位增厚,并加工达到原标准尺寸。再根据条件进行热处理以提高易磨损部位的硬度,从而使心环得到修复,满足了使用要求。现将有关堆焊工艺介绍如下:
1)将心环的堆焊部位车削去除2mm,以清理堆焊面,增大堆焊层厚度,保证母材与熔敷金属能牢固结合。将堆焊面的侧面30mm范围内的表面打磨干净,露出金属光泽。
2)为避免出现裂纹,减小变形,堆焊前对心环进行预热。用三支煤油-空气焊炬各烘烤心环1/3周长,预热温度为350~450℃。整个堆焊过程中,要保持心环温度均匀,层间温度不得低于300℃。
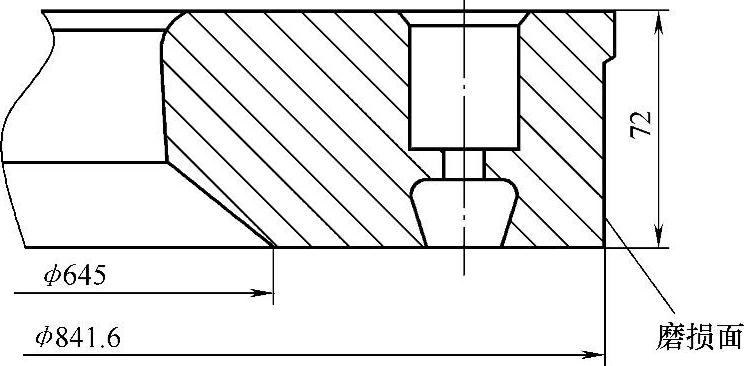
图4-26 心环的磨损部位(https://www.xing528.com)
3)选用J507焊条堆焊,焊前焊条经350℃、1h烘干。焊时直流反接。
4)发电机心环直径较大,如只在一边堆焊易产生变形,须有两个焊工在两边对称分段施焊。各层的引弧、熄弧等接头处要错开。每焊完一层后应仔细将渣清理干净,各层焊道应按一定角度错开,以使堆焊层厚度均匀增高,并减少夹渣。施焊时,焊条稍作横向摆动,注意防止咬边和烧掉棱角,避免在尖角和狭窄处引弧和熄弧。堆焊层厚度留出3~5mm的加工余量。
5)堆焊完即用三支煤油-空气焊炬对心环进行回火加热,加热温度不超过680℃,然后用石棉布包好,缓慢冷却到室温。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。