



【摘要】:图4-24 内齿圈的外形尺寸图图4-25 内齿圈缺陷齿的情况50t履带式起重机的行走部分与上部平台的连接采用回转支承。有两个齿圈出现了相同的缺陷,需要进行堆焊修复。用氧乙炔焰将待堆焊齿及其周围预热到300℃左右。2)选用3.2mm的J807焊条堆焊,焊条经400℃、1h烘焙。待堆焊至要求厚度后,转动齿圈,使齿的端面处于立焊位置,堆焊齿的端面和两侧面,直至全部焊完。4)堆焊后立即用氧乙炔焰将堆焊处加热至300℃左右,然后用草袋子盖严,缓冷至室温。
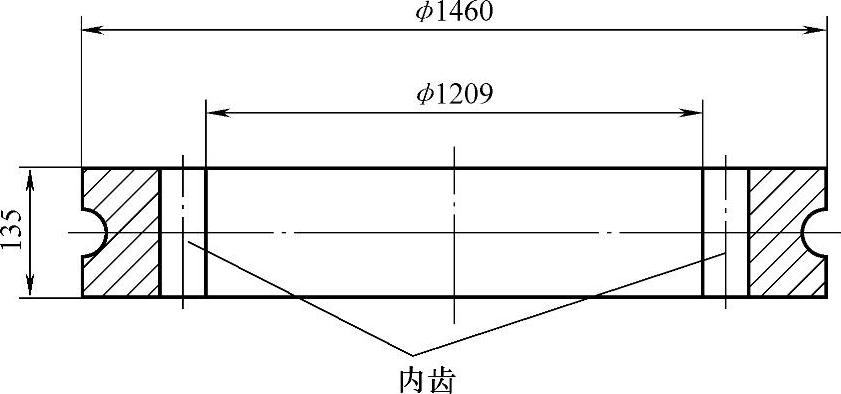
图4-24 内齿圈的外形尺寸图
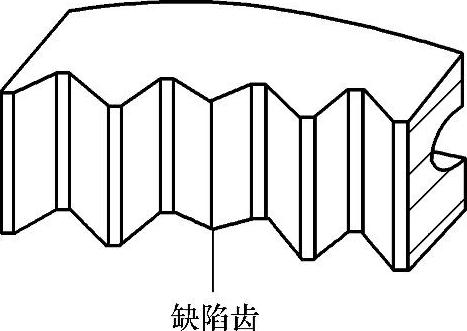
图4-25 内齿圈缺陷齿的情况
50t履带式起重机的行走部分与上部平台的连接采用回转支承。其内齿圈的外形尺寸如图4-24所示。在加工内齿圈时,由于机床的误动作,将其中的一个齿铣去了一半(图4-25)。有两个齿圈出现了相同的缺陷,需要进行堆焊修复。
内齿圈的材质为5CrMnMo钢,焊接性较差。内齿圈是经过调质处理的,而缺陷齿堆焊后条件不允许再进行相应的热处理,因此需要选择硬度与其相当的焊条并采取保证热影响区不出现裂纹的堆焊工艺。具体的堆焊过程如下:
1)仔细清除工件上的油渍、污物等。用氧乙炔焰将待堆焊齿及其周围预热到300℃左右。堆焊应在车间内进行,且四周安置挡风板。(https://www.xing528.com)
2)选用ϕ3.2mm的J807焊条堆焊,焊条经400℃、1h烘焙。施焊时直流反接。
3)将齿圈立放在支架上,使待堆焊齿面处在立焊位置。由齿根部开始,采用多道多层向上堆焊,每道焊缝的焊接方向相反。待堆焊至要求厚度后,转动齿圈,使齿的端面处于立焊位置,堆焊齿的端面和两侧面,直至全部焊完。每焊一道焊缝后,应仔细清理熔渣。堆焊过程中,层间温度保持在180~220℃。
4)堆焊后立即用氧乙炔焰将堆焊处加热至300℃左右,然后用草袋子盖严,缓冷至室温。
5)用手持砂轮磨平堆焊齿的两侧面,再在插床上加工出齿形。
对加工后的堆焊部位进行磁粉探伤和硬度检验,检验结果均符合齿圈的质量要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。