



【摘要】:堆焊前轴的堆焊部位采用感应加热或氧乙炔焰加热到200℃。2)针对原轴的材质选用相应的焊条进行堆焊。低合金钢轴一般选用3.2mm、4mm的J606或R317焊条堆焊,不锈钢轴一般选用3.2mm或4mm的A102焊条堆焊,而碳钢轴一般选用3.2mm或4mm的J506焊条堆焊,有时也选用3.2mm的J422焊条先打一层底再用J506焊条堆焊。图4-19 把轴竖起堆焊示意图
火力发电厂中的水泵、风机、磨煤机等各类转动机械大轴及电动机的大轴一般用40Cr、40CrNi、34CrMo、0Cr13Mo等低合金钢、合金钢制成,也有采用35、40、45等碳钢制造。这些转动轴在运行过程中常发生轴颈磨损,某发电厂对磨损严重的转动轴进行堆焊修复,取得了较好的效果。
1)堆焊前应将堆焊部位的漆、锈等污物清理干净,呈现金属光泽。非堆焊部位用石棉绳包裹,以保持原轴的粗糙度。堆焊前轴的堆焊部位采用感应加热或氧乙炔焰加热到200℃。
2)针对原轴的材质选用相应的焊条进行堆焊。低合金钢轴一般选用ϕ3.2mm、ϕ4mm的J606或R317焊条堆焊,不锈钢轴一般选用ϕ3.2mm或ϕ4mm的A102焊条堆焊,而碳钢轴一般选用ϕ3.2mm或ϕ4mm的J506(E5016)焊条堆焊,有时也选用ϕ3.2mm的J422焊条先打一层底再用J506(E5016)焊条堆焊。焊前J606、R317、J506(E5016)焊条在350℃烘焙1h,A102焊条在150℃烘焙1~2h,J422焊条经200℃烘焙1~2h。
3)为防止轴在堆焊时发生翘曲变形,一般采用两种措施:一是用平衡变形法,使轴转动堆焊;二是把轴竖起,以直线运条法或斜线运条法进行横焊,如图4-19所示。
4)堆焊层厚度一般留3mm的加工余量,焊后根据材质情况进行适当缓冷和回火,而不锈钢轴则不需要作任何处理。(https://www.xing528.com)
堆焊修复的传动轴,如机械部分调整好,运转正常,则一般可使用5年以上。
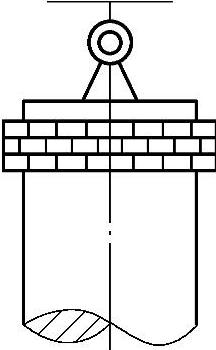
图4-19 把轴竖起堆焊示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。