



【摘要】:加热温度为300~350℃,并使整个堆焊过程都在此温度下进行。2)选用4mm的J857焊条,焊前焊条经350~400℃焙烘2h,并在100℃左右保温,随用随取,施焊时采用直流反接。3)为减少堆焊工作量,将崩掉的部分定位焊于主轴颈部原处,用碳弧气刨从一边的断裂处开出U形坡口(Ⅰ),注意坡口根部一定要保证焊透,沿坡口(Ⅰ)进行打底焊一道,清渣后再填充焊两道。焊后经外观检查合格,经超声波探伤表明,无超标缺陷。
一台3000kN摩擦压力机主轴颈部崩掉一块,掉块长约200mm,深约80mm。主轴是一个ϕ200mm的实心圆柱体,材质为40Cr钢,焊接时易产生淬硬组织,出现裂纹。采用下面的焊接工艺成功地对该主轴进行了修复。
1)考虑现场的条件,用氧乙炔火焰预热,采用中性焰缓慢加热,使温度分布均匀。加热温度为300~350℃,并使整个堆焊过程都在此温度下进行。
2)选用ϕ4mm的J857焊条,焊前焊条经350~400℃焙烘2h,并在100℃左右保温,随用随取,施焊时采用直流反接。
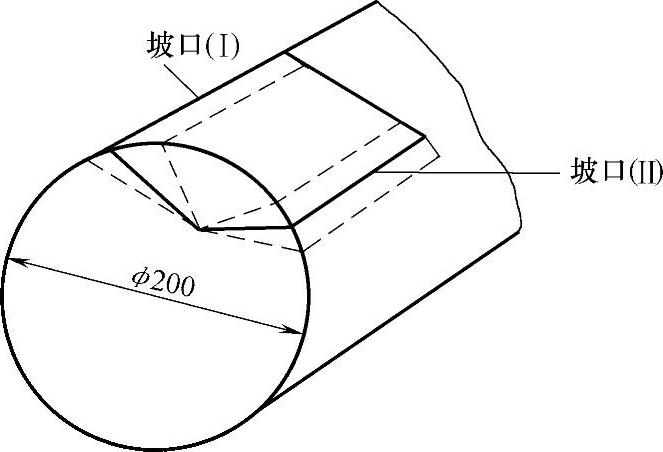
3)为减少堆焊工作量,将崩掉的部分定位焊于主轴颈部原处,用碳弧气刨从一边的断裂处开出U形坡口(Ⅰ),注意坡口根部一定要保证焊透(图4-15),沿坡口(Ⅰ)进行打底焊一道,清渣后再填充焊两道。用碳弧气刨从另一边断裂处开出U形坡口(Ⅱ),沿坡口(Ⅱ)打底焊一道,清渣后再填充焊两道。接着按各焊两道的顺序对称焊两边坡口,直至略高于母材表面。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-15 在主轴上开U形坡口示意图
4)每焊道焊完后,应仔细检查焊缝有无气孔、裂纹、夹渣等缺陷,若发现要立即清除。
5)焊后继续用火焰加热整个焊接区域,在300~350℃保持30min后,立即用厚50mm的石棉布覆盖堆焊处,使其缓冷至室温。
焊后经外观检查合格,经超声波探伤表明,无超标缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。