



锻模是在高温下强迫金属成形的一种模具,型槽表面金属经常处在300~600℃的工作温度下,每锻打一个零件之后,需要用冷却剂冷却,以致模具经常受到反复的加热与冷却,因此,型槽表面极易磨损和产生热疲劳裂纹。经长期使用过的锻钢制造的锻模,往往在燕尾部分产生裂纹(图4-1)等缺陷,使模具报废。锻模的几何形状复杂,制造比较困难,很多锻模加工都要用圆弧立铣、靠模铣等专用机床。而且还需要配用许多样板和模型,制造工时长,成本很高。可见用焊条电弧堆焊法修复锻模有十分重要的意义。
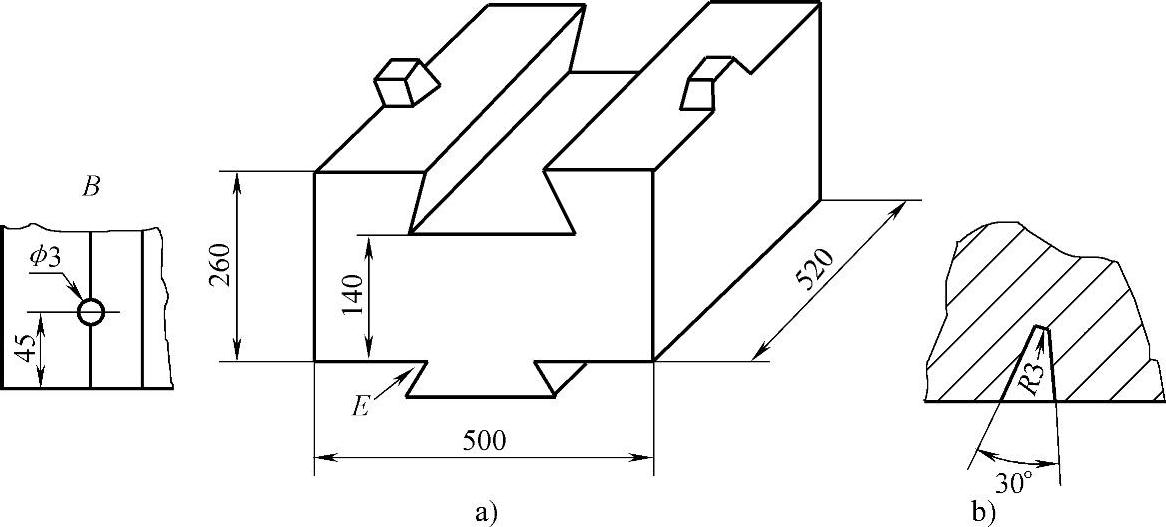
图4-1 锤锻模燕尾裂纹
a)燕尾裂纹 b)坡口形状
(1)堆焊前毛坯的制备 对于经过长期使用因磨损变形、裂纹等缺陷面待翻新的模具,必须进行退火,以便消除过去在锻打中产生的内应力,防止在堆焊时产生裂纹。另外,为了焊前加工方便,也必须进行退火。如图4-1所示锤锻模的材料为5CrMnMo,退火温度应为850℃±10℃。退火后须仔细清理待焊部位,其方法视具体情况可采用喷砂、酸洗、机械刨削或手砂轮打磨等,清洁的范围应扩大到离堆焊区以外10mm处。对于待焊部位的裂纹(图4-1的视图)经仔细检查后,在裂纹尽头钻ϕ3mm止裂孔,沿裂纹发展深度开成30°左右V形坡口,坡口底部为R3圆角。
(2)预热 预热的一般原则是:根据模体材料来选定预热温度,碳含量较高的合金钢,如3Cr2W8预热温度为500~550℃,碳含量较低的3CrWSi预热温度为350~400℃,45Mn2为350~450℃,5CrMnMo为400~450℃。预热时间是根据模体尺寸厚薄,大小来确定,大而厚的模体预热时间应长一些。预热保温最好是在专门堆焊用的保温炉中实现,方便控制层间温度,通常层间温度应不低于300℃。
(3)堆焊操作 锻模堆焊焊条可选用低氢钠型,图4-1所示锻模宜选堆397焊条,直流反接极性,焊前将焊条在250℃下烘焙1h,存入保温筒中备用。工件预热到400~450℃以后,开始焊接操作,按图4-2顺序排布,由深处开始堆焊,逐次向上进行,每层之间要清渣,避免出现窄沟,造成夹渣。最后盖机焊缝应高出母材2~3mm。(https://www.xing528.com)
(4)退火 堆焊后应立即将锻模放入炉中退火,退火温度为850℃±10℃,保温时间按工件厚度每毫米1.5~2min计算。然后将炉温降到680℃进行等温退火,保温时间按工件厚度每毫米1min计算。最后随炉冷到400℃以下出炉。退火后堆焊层硬度应小于32HRC。
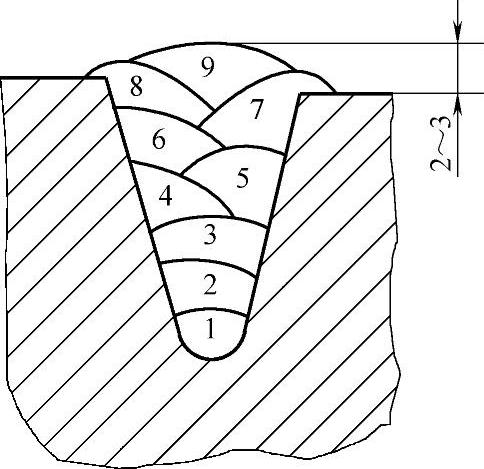
图4-2 焊缝排布
(5)进行机械加工并检查堆焊表面的缺陷 对于直径在0.5~4mm的气孔或夹渣可以在淬火、回火处理以后用铬镍不锈钢焊条进行不预热补焊。对于非工作面的气孔或夹渣,当直径小于2.5mm时可不处理。对于型槽内的裂纹,如果其长度在6~8mm且比较分散时也可不进行处理。
(6)进行淬火加回火处理 对5CrMnMo来说,淬火温度850~870℃,在油中冷却到150~200℃后立即放入炉温不大于300℃的回火炉中升温,并进行480~560℃回火。回火处理后,堆焊层硬度应在38~43HRC。然后,再次检查型槽表面的缺陷。
(7)锻打以前,要用热铁将锻模预热到80~100℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。