



电渣堆焊可以用丝极也可以用板极。焊丝可以用实心焊丝也可以用管状焊丝。板极最宽可达30mm,堆焊层宽度比埋弧焊更宽。电渣堆焊所堆焊的工件熔深均匀、稀释率低,熔敷速度高而且焊剂的消耗要比埋弧焊少。除通过电极外,还可以把合金粉末加到熔渣池中或者作为电极的涂料进行渗合金,因此电渣堆焊的堆焊层成分较易调整。
电渣堆焊最合适的堆焊位置是与铅垂线成45°~60°夹角;利用成形模可进行水平位置堆焊;垂直位置的电渣堆焊可采用固定式结晶器和水冷式滑块成形。电渣堆焊的堆焊层厚度范围为15~90mm。
电渣堆焊的主要缺点是熔合线附近成分变化过陡,高温使用时堆焊层容易剥离。当堆焊层为在含氢环境中工作的压力容器内壁时,为防止剥离,第一层用埋弧堆焊,第二层用电渣堆焊。这样既提高生产率,又能获得光滑的表面。
电渣堆焊用平外特性的交流电源。由于电渣堆焊用渣池要比电渣焊渣池薄得多,为了得到必要的电阻、粘性等,在电渣堆焊时,焊剂中氟化物的含量比通常电渣焊要高很多,典型的熔炼焊剂成分(质量分数)约为CaF249%、CaO21%、SiO221%和Al2O39%。
如图2-8所示,用线圈在电极边缘加磁场力的方法能改变熔池的形状,使堆焊层表面更均匀。(https://www.xing528.com)
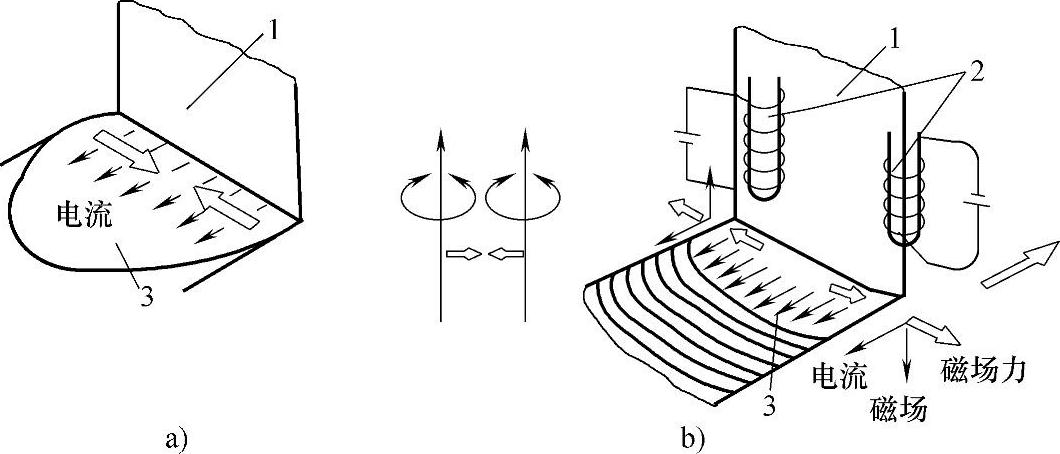
图2-8 用磁场力控制液态渣流动示意图
a)不用线圈 b)用线圈 1—电极 2—线圈 3—熔池
用电渣堆焊能得到碳含量很低的不锈钢堆焊层,除因稀释率低、电极含碳量易保持较低水平外,氧化脱碳也是重要原因。如堆焊件母材金属中碳的质量分数为0.18%,电极中碳的质量分数为0.01%,堆焊第一层中碳的质量分数为0.02%,第二层中碳的质量分数为0.01%。电渣堆焊除了常用来堆焊不锈钢外,也用来堆焊镍铝合金。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。