



熔化极气体保护电弧堆焊过去多采用较细的实心焊丝(1.6mm以下)。熔滴过渡的形式有喷射过渡和短路过渡两种,喷射过渡时电流大、生产率高,但稀释率也高;短路过渡多用于半自动焊,所用的焊丝更细(0.8~1.2mm),熔深浅,稀释率可小到5%,可全位置焊接,虽然生产率较低,但仍比焊条电弧焊高,而且工件变形要小。实心焊丝只限于低碳合金钢、不锈钢、铝青铜、锡青铜等材料的堆焊。
由于许多高合金成分的堆焊材料要制成细焊丝很困难,甚至不可能,近年来熔化极气体保护电弧堆焊中管状焊丝的应用愈来愈多。用于熔化极堆焊的管状焊丝有两种:一类管中只装有合金粉末,堆焊时仍需要气体保护;另一类管中还装有造气剂等焊剂,堆焊时不需要外加气体保护,这种焊丝的堆焊称为自保护电弧堆焊,是熔化极气体保护堆焊的一个变型。自保护电弧堆焊的管状焊丝内装有造气剂、造渣剂和脱氧剂,工艺性能好,一般情况下不用预热即可堆焊,合金过渡系数也较高,主要用来堆焊铁基合金和碳化钨,也可堆焊钴基合金。但由于自保护电弧堆焊使用电流较大,主要限于水平位置堆焊。
自保护电弧堆焊多用小直径的焊丝(2.4mm),一般用直流反接;若用直流正接则飞溅加大,堆焊层质量下降。熔敷速度受到电流、电压和焊丝伸出长度的影响,电流增大时,熔敷速度加大,但熔深和稀释率也加大。堆焊时,电压和送丝速度的调节应保证能得到飞溅小的稳定电弧。若电压太大,碳和合金元素就会烧损严重。焊接速度的调节既要保证堆焊层厚度,又不能使熔池存在时间过长,以免影响保护效果。表2-3为自保护管状焊丝堆焊不锈钢的参数。
表2-3 自保护管状焊丝堆焊不锈钢的参数(https://www.xing528.com)
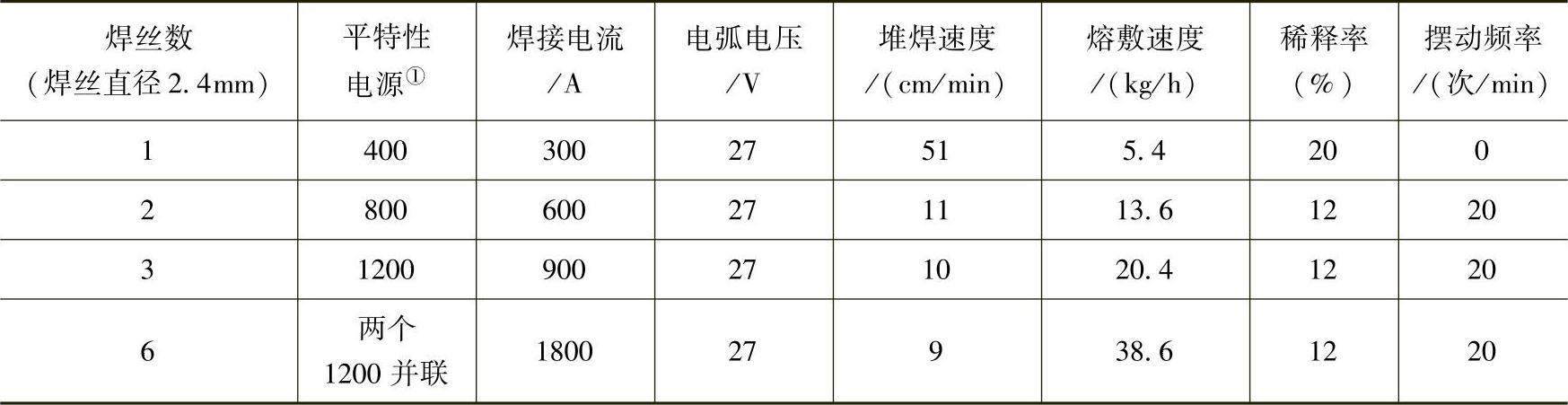
①负载持续率100%。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。