



【摘要】:为了降低稀释率和提高熔敷速度,埋弧堆焊方法已发展出多种类型。单丝埋弧焊 适用于堆焊面积小,或者需要对工件限制热输入的场合。多丝埋弧焊 包括串列双丝双弧埋弧焊、并列多丝埋弧焊和串联电弧堆焊等多种形式。2)采用并列多丝埋弧焊时,可加大焊接电流,提高生产效率,而熔深可较浅。带极埋弧焊 它可进一步提高熔敷速度。表2-1 45钢埋弧堆焊参数(续)表2-2 不锈钢带极埋弧堆焊参数
为了降低稀释率和提高熔敷速度,埋弧堆焊方法已发展出多种类型。除了电极有单丝、多丝、带极的区别外,电极的连接方式上还有串列、并列和串联电弧等差别。
(1)单丝埋弧焊 适用于堆焊面积小,或者需要对工件限制热输入的场合。一般使用的焊丝直径为1.6~4.8mm,焊接电流为160~500A。交、直流电源均可。
(2)多丝埋弧焊 包括串列双丝双弧埋弧焊、并列多丝埋弧焊和串联电弧堆焊等多种形式。
1)采用串列双丝双弧埋弧焊时,第一个电弧电流较小,而后一电弧采用大电流。这样可使堆焊层及其附近冷却较慢,从而可减少淬硬和开裂倾向。
2)采用并列多丝埋弧焊时,可加大焊接电流,提高生产效率,而熔深可较浅。
3)串联电弧堆焊如图2-1所示,电弧发生在焊丝之间,因而熔深更浅,稀释率低,熔敷系数[单位电流、单位时间内,焊芯或焊丝的熔化量g/(A·h)]高。此时为了使两焊丝均匀熔化,宜采用交流电源。
(3)带极埋弧焊 它可进一步提高熔敷速度。焊道宽而平整,熔深浅而均匀,稀释率低,最低可达10%。一般带极厚0.4~0.8mm,宽约60mm。如果借助外加磁场来控制电弧,则可用180mm宽的带极进行堆焊。带极埋弧堆焊设备见图2-2。
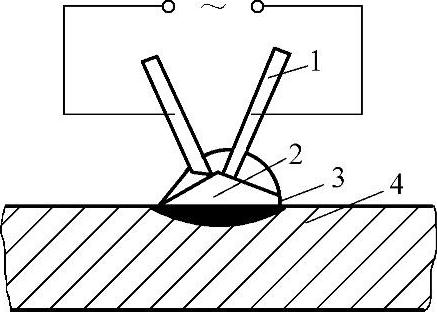
图2-1 串联电弧堆焊
1—填充材料 2—电弧
3—堆焊层 4—母材金属(https://www.xing528.com)
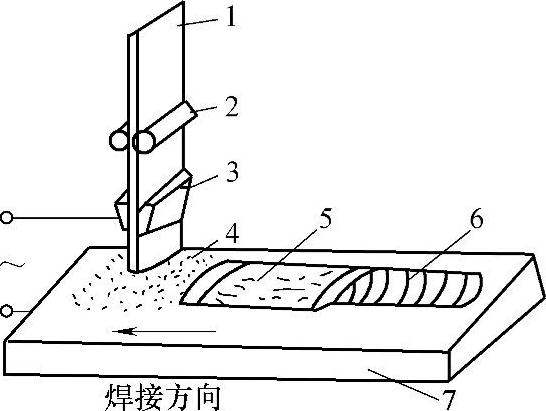
图2-2 带极埋弧堆焊设备示意图
1—带状电极 2—带极送进装置 3—导电嘴 4—焊剂 5—熔渣 6—焊道 7—基本金属
表2-1为45钢埋弧堆焊的焊接参数。不锈钢带极埋弧堆焊参数见表2-2。
表2-1 45钢埋弧堆焊参数

(续)
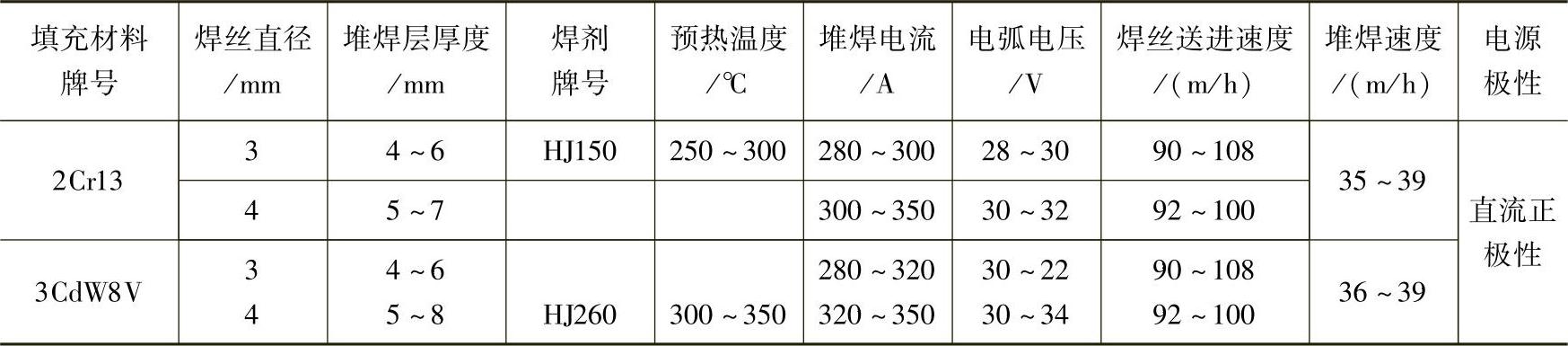
表2-2 不锈钢带极埋弧堆焊参数

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。