



铁基堆焊金属按其金相组织的不同,可分为珠光体钢、奥氏体钢、马氏体钢和合金铸铁四类。
1.珠光体钢堆焊金属
珠光体钢堆焊金属一般w(C)<0.25%,其堆焊金属的金相组织以珠光体为主。这类堆焊金属焊接性好、抗冲击能力强,堆焊层硬度较低(一般小于38HRC),虽有利于机械加工,但耐磨性较差。主要用于修复被磨损的轴类零件,如轴类和车轮的磨损面。有时也在堆焊高耐磨材料时作打底焊,起恢复尺寸和过渡层的作用。珠光体堆焊焊条、药芯焊丝的成分,以及珠光体钢堆焊金属硬度和用途详见表1-2和表1-3。
表1-2 珠光体钢堆焊焊条的成分、堆焊金属硬度和用途

注:堆焊金属化学成分余量为Fe。
表1-3 珠光体钢堆焊药芯焊丝的成分、堆焊金属硬度和用途
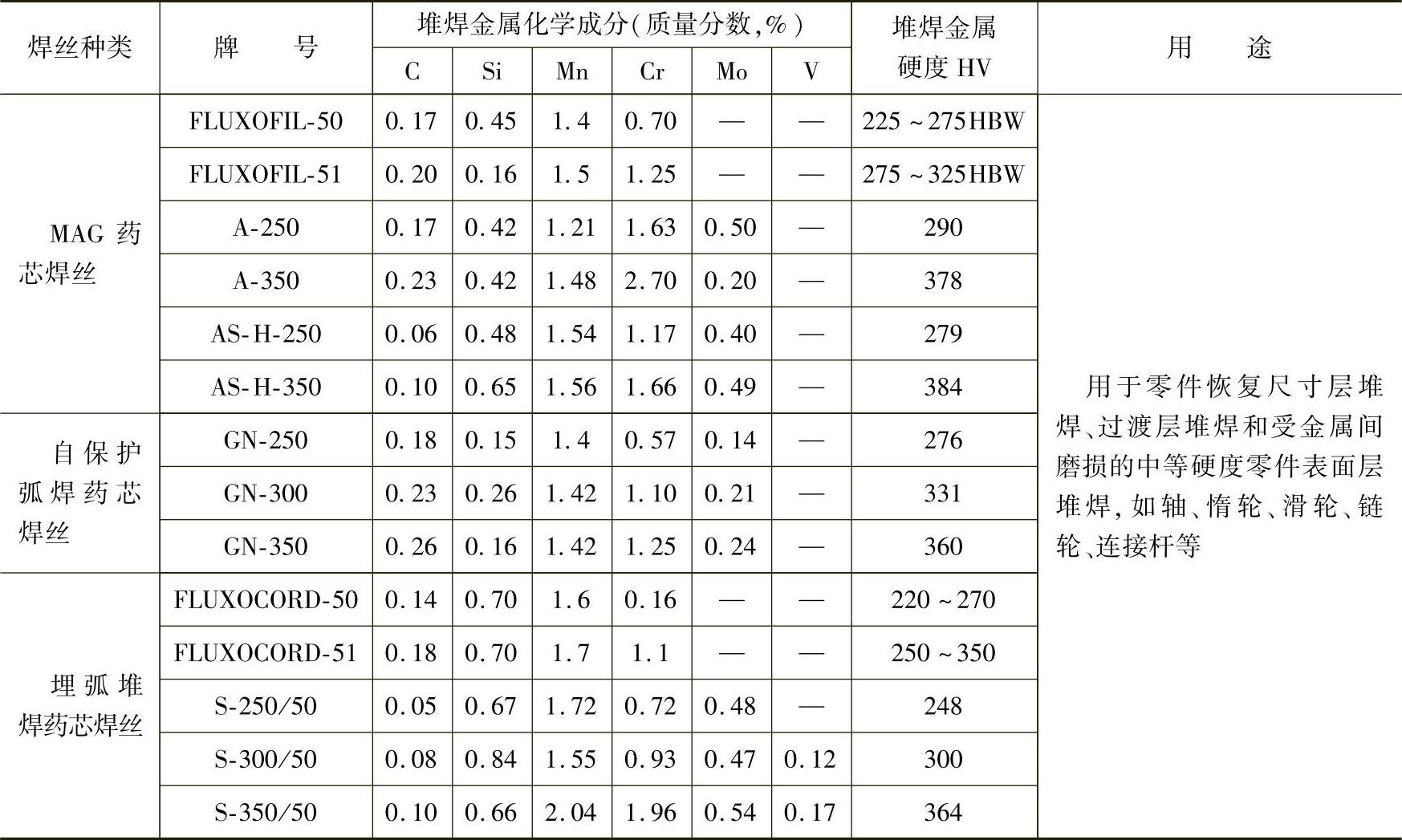
注:堆焊金属化学成分余量为Fe。
2.奥氏体钢堆焊金属
奥氏体钢堆焊金属包括三种:奥氏体高锰钢、铬锰奥氏体钢和铬镍奥氏体钢。
(1)奥氏体高锰钢堆焊金属 w(C)=0.7%~1.1%、w(Mn)=10%~14%,强度高、韧性好,但容易产生热裂纹,焊后硬度约170HBW。经冷作硬化后硬度可达450~500HBW。一般用于修复严重冲击荷载下金属间磨损和磨料磨损的零件,如矿山料车、铁道道岔等。
奥氏体高锰钢的耐低应力磨料磨损(擦伤或磨料磨损)性能不及低碳钢好。
(2)铬锰奥氏体钢堆焊金属 分为高铬和低铬两类。低铬锰奥氏体钢通常w(Cr)≤4%,w(Mn)=12%~15%,还有少量的镍和钼,性能与奥氏体高锰钢相似,但焊接性好。适合严重冲击条件下磨料磨损的场合,例如用于堆焊冲击轧碎机、铲斗等机器的零件。
高铬锰奥氏体钢堆焊金属中w(Cr)=12%~17%,w(Mn)≈15%。它除具有奥氏体高锰钢的优点外,还有较好的耐腐蚀性、耐热性和抗热裂性,主要用来修复受到严重冲击的金属间磨损的锰钢和碳素钢零件,如堆焊热剪刃等,也可用于水轮机耐汽蚀堆焊。
(3)18-8钢、25-20钢等铬镍奥氏体不锈钢堆焊金属 耐蚀性、耐高温氧化、热强性均好,但耐磨性较差,主要用于化工容器及阀门密封面的堆焊。
奥氏体高锰钢和铬锰奥氏体钢堆焊金属的成分、硬度和用途见表1-4。
铬镍奥氏体不锈钢堆焊焊条牌号、堆焊金属的成分、硬度和用途见表1-5。
表1-4 奥氏体高锰钢和铬锰奥氏体钢堆焊金属的成分、硬度和用途
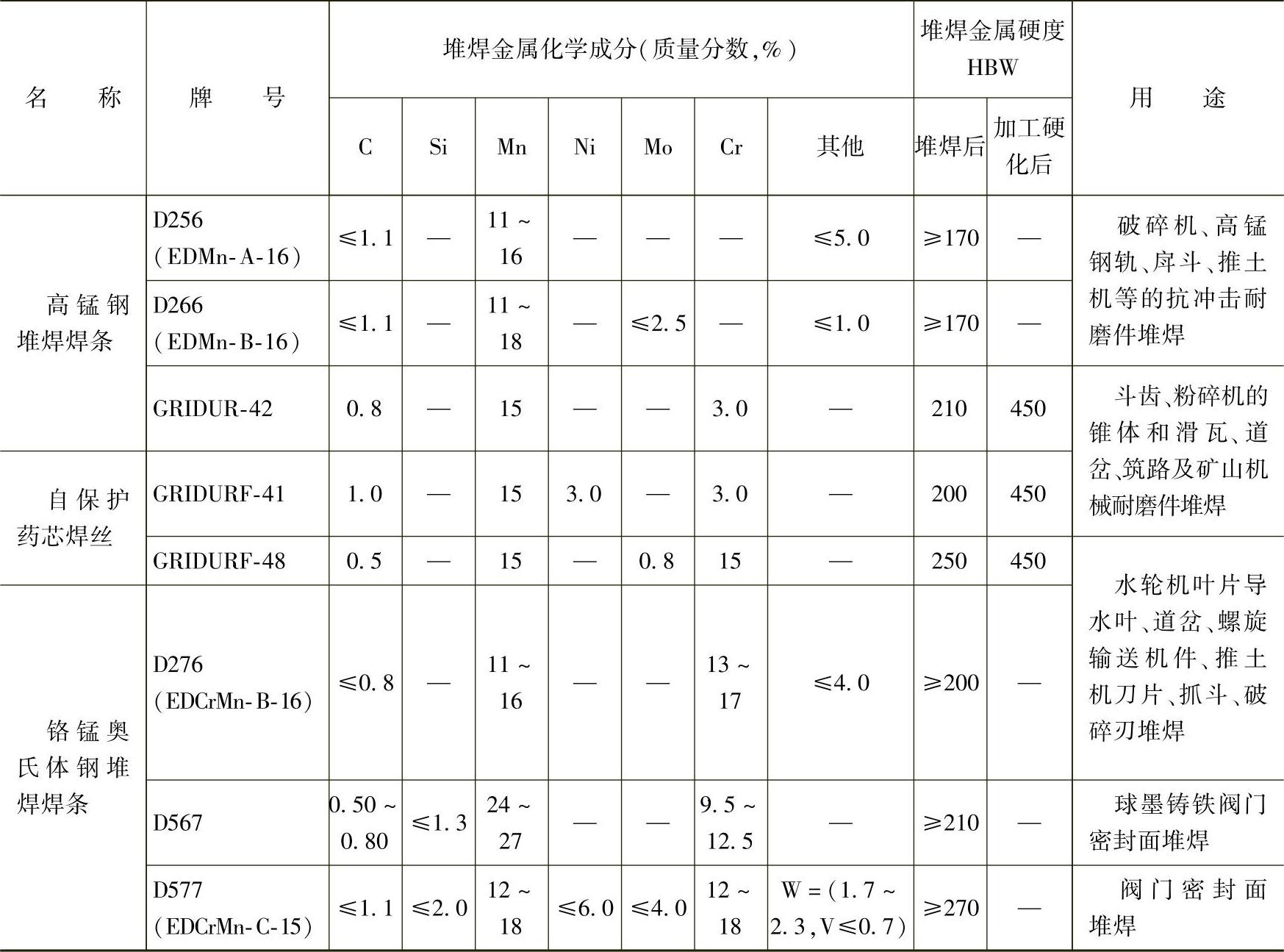
注:堆焊金属化学成分余量为Fe。
表1-5 铬镍奥氏体不锈钢堆焊焊条牌号、堆焊金属的成分、硬度和用途
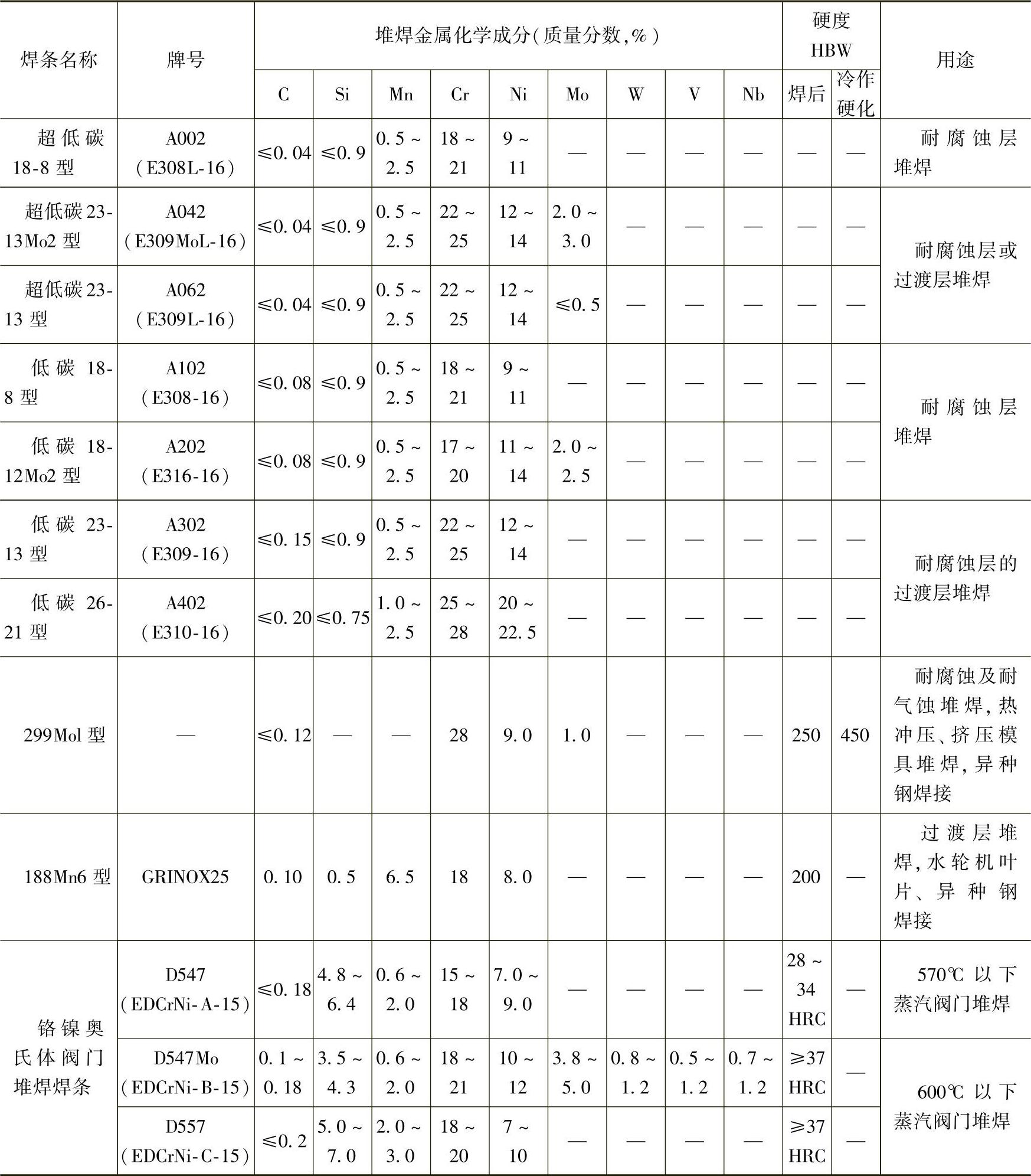
注:堆焊金属化学成分余量为Fe。
3.马氏体钢堆焊金属
马氏体钢堆焊金属一般w(C)=0.1%~1.7%,其他合金元素质量分数之和为5%~15%,在焊态时金相组织为马氏体,有时也有少量的珠光体、托氏体、贝氏体和残留奥氏体。根据其碳含量的多少,可分为低碳马氏体钢[w(C)<0.3%]、中碳马氏体钢[w(C)=0.3%~0.6%]和高碳马氏体钢[w(C)=0.60%~1.7%]。马氏体钢堆焊层的硬度主要取决于碳和铬的含量,硬度一般为30~60HRC,耐磨性较高,屈服强度高,能经受中等冲击,比珠光体钢和奥氏体钢堆焊层抗冲击能力差。
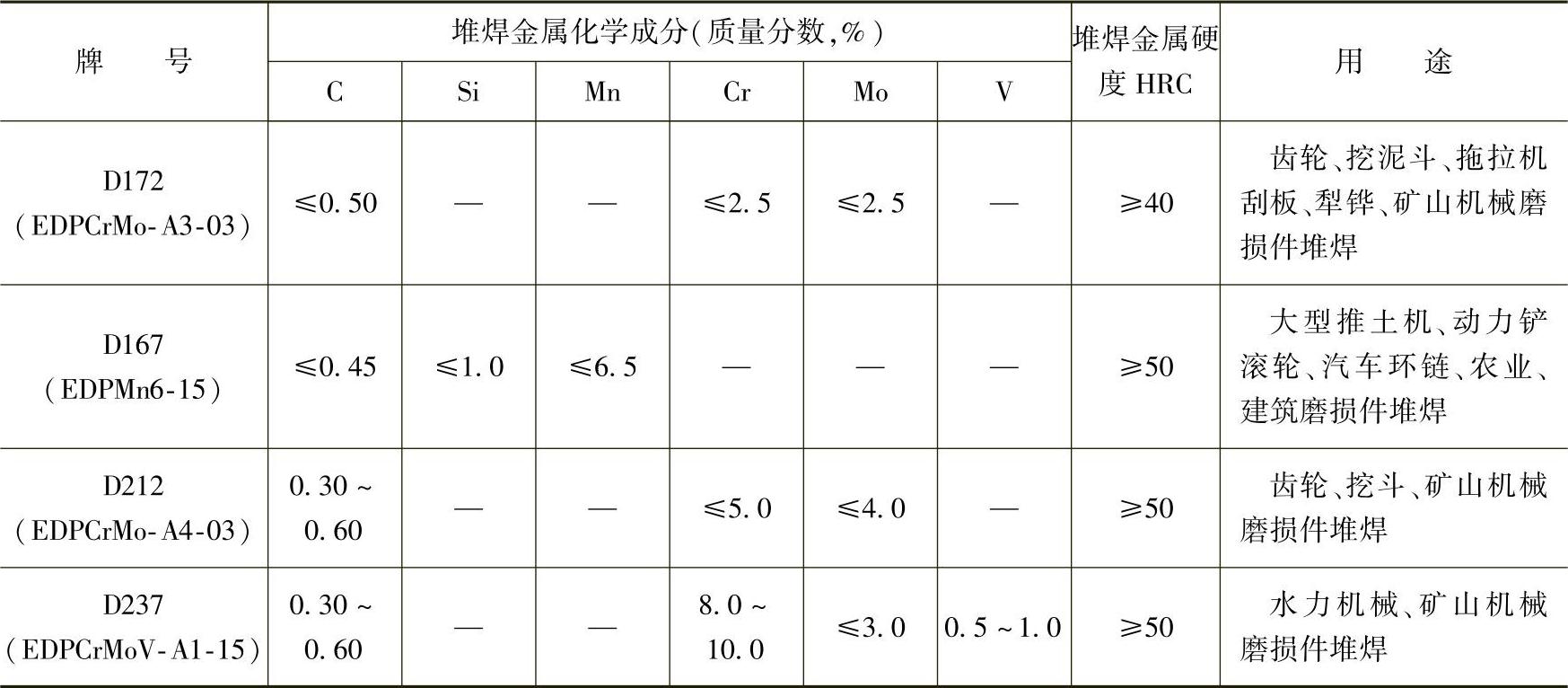
马氏体钢堆焊金属主要用于金属间摩擦磨损的零件,例如齿轮、牵引车底架等的堆焊。w(C)<0.2%的马氏体钢堆焊层,硬度小于45HRC,可机加工,主要用来修复零件的磨损区。高碳马氏体钢堆焊层可以用于中等磨料磨损和中度冲击的场合。如果碳和铬都较高,堆焊层会出现残留奥氏体,韧性可适当提高。高铬马氏体不锈钢、工具钢、模具钢等也属于马氏体钢堆焊金属类。马氏体钢堆焊金属的成分、硬度和用途见表1-6~表1-8。
表1-6 低碳马氏体钢堆焊焊条牌号及堆焊金属的成分、硬度和用途
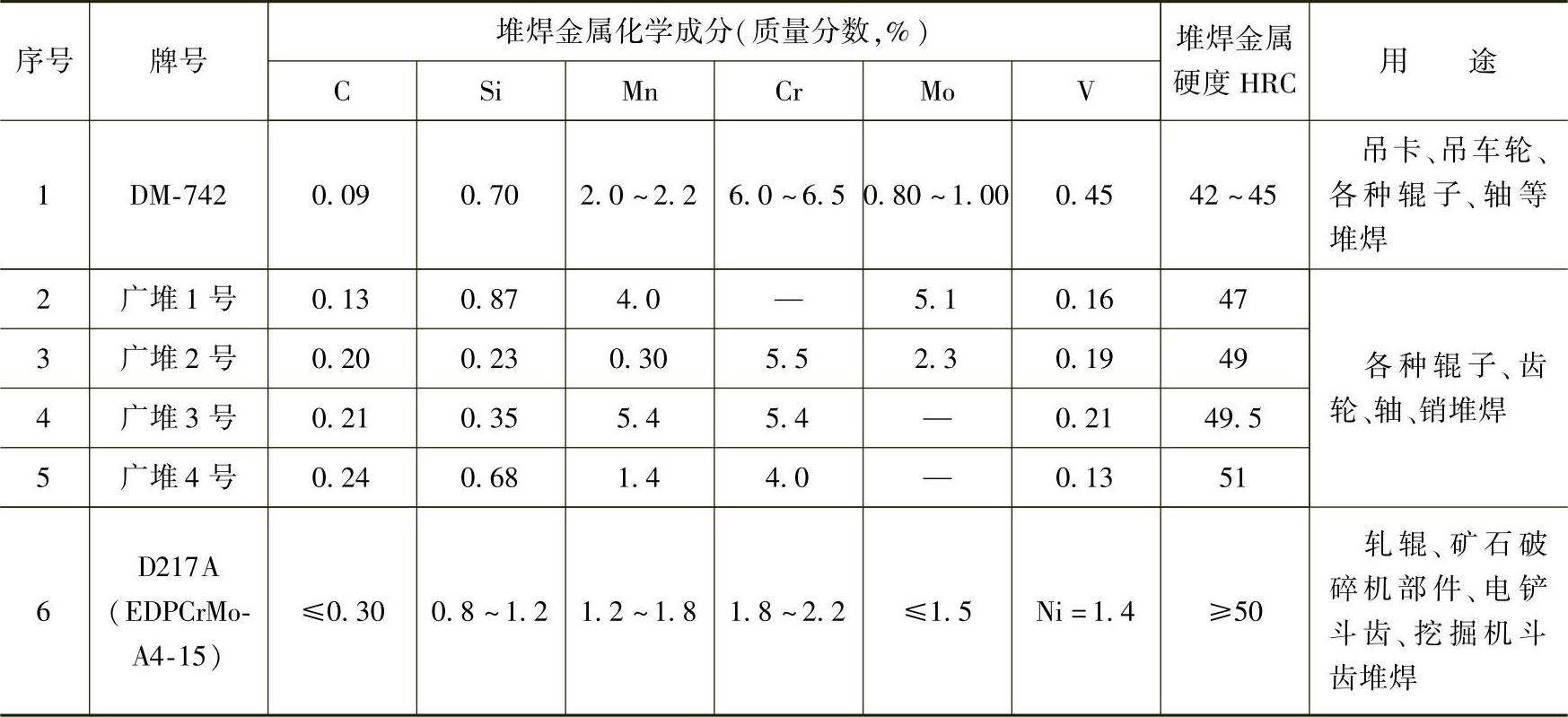
注:序号1~5为非标产品,DM-742为哈尔滨焊接研究所研制,其余为广州焊条厂研制。堆焊金属化学成分余量
为Fe。
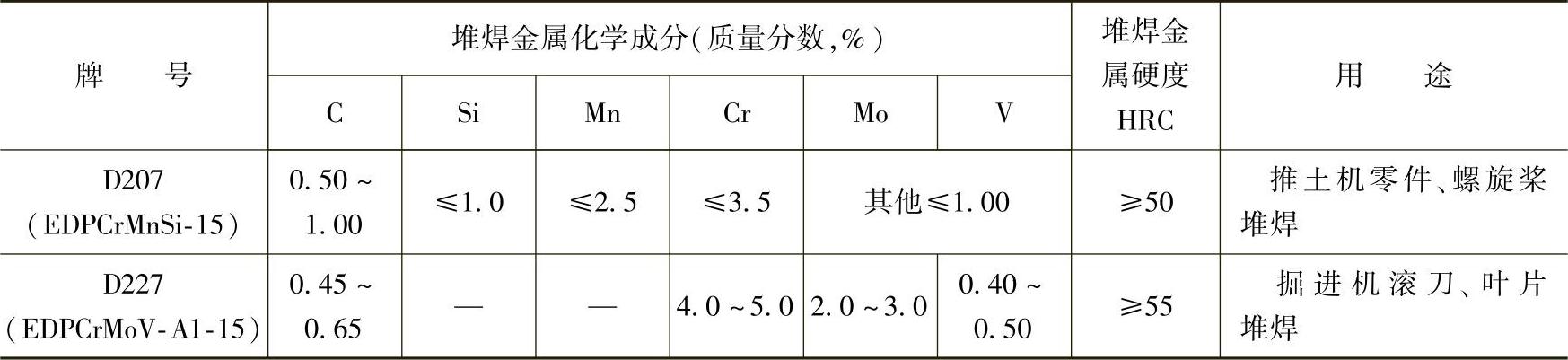
表1-7 中碳马氏体钢堆焊焊条牌号及堆焊金属的成分、硬度和用途(https://www.xing528.com)
注:堆焊金属化学成分余量为Fe。
马氏体钢堆焊药芯焊丝的成分及堆焊金属的硬度和用途见表1-9。
4.合金铸铁堆焊金属
合金铸铁堆焊金属可分为马氏体合金铸铁、奥氏体合金铸铁和高铬合金铸铁三种。
表1-8 高碳马氏体钢堆焊焊条牌号及堆焊金属的成分、硬度和用途
注:堆焊金属化学成分余量为Fe。
表1-9 马氏体钢堆焊药芯焊丝的成分及堆焊金属的硬度和用途
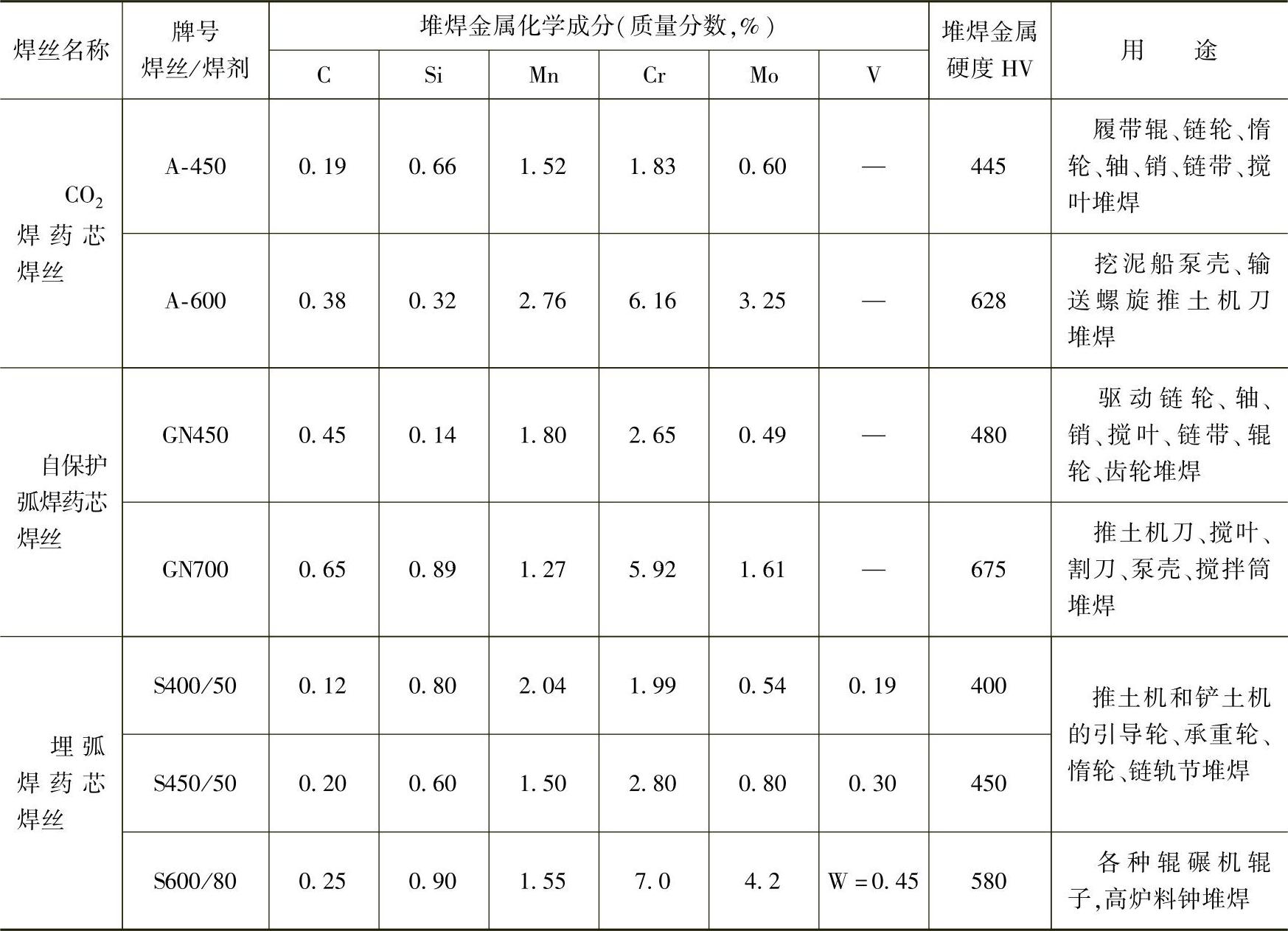
注:堆焊金属化学成分余量为Fe。
(1)马氏体合金铸铁堆焊金属w(C)=2%~5%,并加入其他合金元素,有铬、钨、镍和硼等,其总的质量分数不超过20%,属亚共晶合金铸铁,其金相组织为马氏体+残留奥氏体+莱氏体合金碳化物。马氏体合金铸铁堆焊层硬度为50~66HRC,具有很高的抗磨料磨损能力,耐热、耐蚀和抗氧化性能也较好,还能耐轻度冲击。但在堆焊时易出现裂纹,主要用于农机、矿山设备等零件的堆焊。
马氏体合金铸铁堆焊金属的成分、硬度和用途见表1-10。
(2)奥氏体合金铸铁堆焊金属w(C)=2%~4%,w(Cr)=12%~28%,同时含有锰、镍、钼、硅等合金元素,金相组织为奥氏体+网状莱氏体的共晶体。其堆焊层硬度为45~55HRC,耐低应力磨料磨损性能高,但耐高应力磨料磨损性能比马氏体合金铸铁堆焊层
表1-10 马氏体合金铸铁堆焊金属的成分、硬度和用途
注:堆焊金属化学成分余量为Fe。
低;耐腐蚀性和抗氧化性较好,有一定韧性,能承受中等冲击,对开裂或剥离的敏感性比马氏体合金铸铁和高铬合金铸铁堆焊层都小,主要用于有中度冲击和中等磨料磨损的场合,如粉碎机辊、挖掘机斗齿等零件的堆焊。
奥氏体合金铸铁堆焊金属的成分、硬度和用途见表1-11。
表1-11 奥氏体合金铸铁堆焊金属的成分、硬度和用途
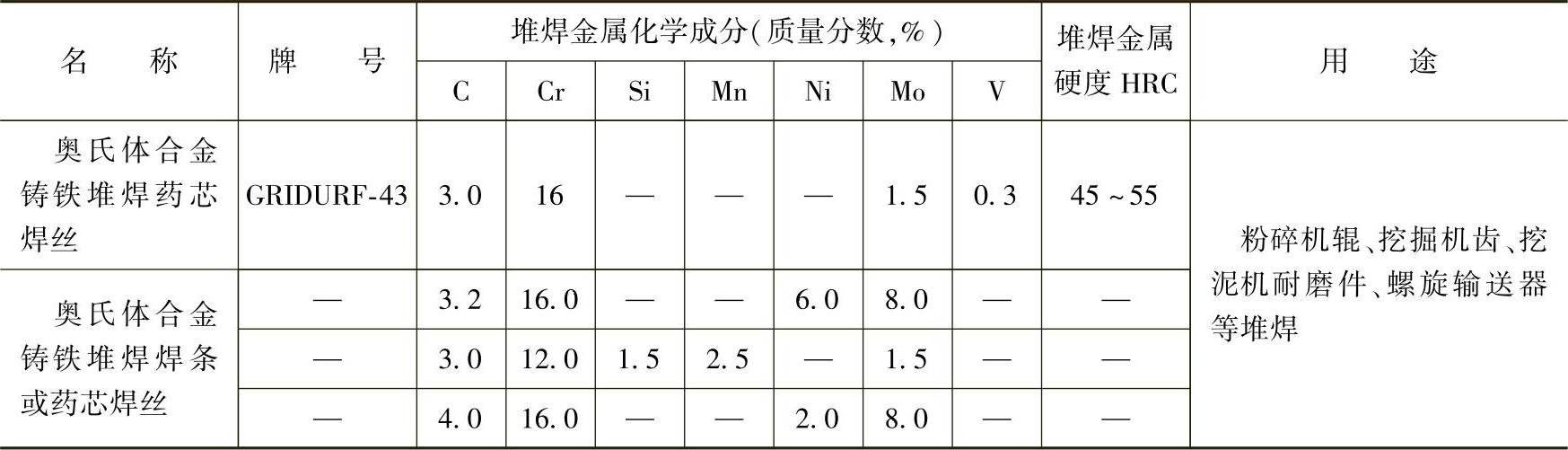
注:堆焊金属化学成分余量为Fe。
(3)高铬合金铸铁堆焊金属w(C)=1.5%~6%,w(Cr)=15%~35%,为进一步提高耐磨性、耐热性、耐蚀性和抗氧化性,加入钨、钼、镍、硼、硅等合金元素。高铬合金铸铁堆焊金属可分为奥氏体型、可热处理硬化型(马氏体型)和多元合金型三种,其共同特点是含有大量初生的针状Cr7C3。这种极硬的碳化物分布在基体中,从而大大提高了堆焊层耐低应力磨料磨损的能力。但耐高应力磨料磨损的性能,还取决于基体对Cr7C3的支撑作用,其中奥氏体型的最差,多元合金型的最好。
可热处理硬化型高铬合金铸铁w(C)≈2.5%、w(Cr)=25%,堆焊层基体组织是奥氏体,硬度45~55HRC。经800~850℃退火后可加工,再经950~1090℃空淬后,基体组织成为马氏体,硬度可高达60HRC,耐高应力磨料磨损性能大大提高。可热处理硬化型高铬合金铸铁是一种重要的铸造和堆焊用的耐磨金属。
高铬合金铸铁到430℃时热硬度迅速下降。用钼、钨强化型的高铬合金铸铁在430~650℃之间仍能有效地保持热硬度,因而具有良好的耐热磨损性能,可用于矿山机械、磨煤机锤头等零件的堆焊。
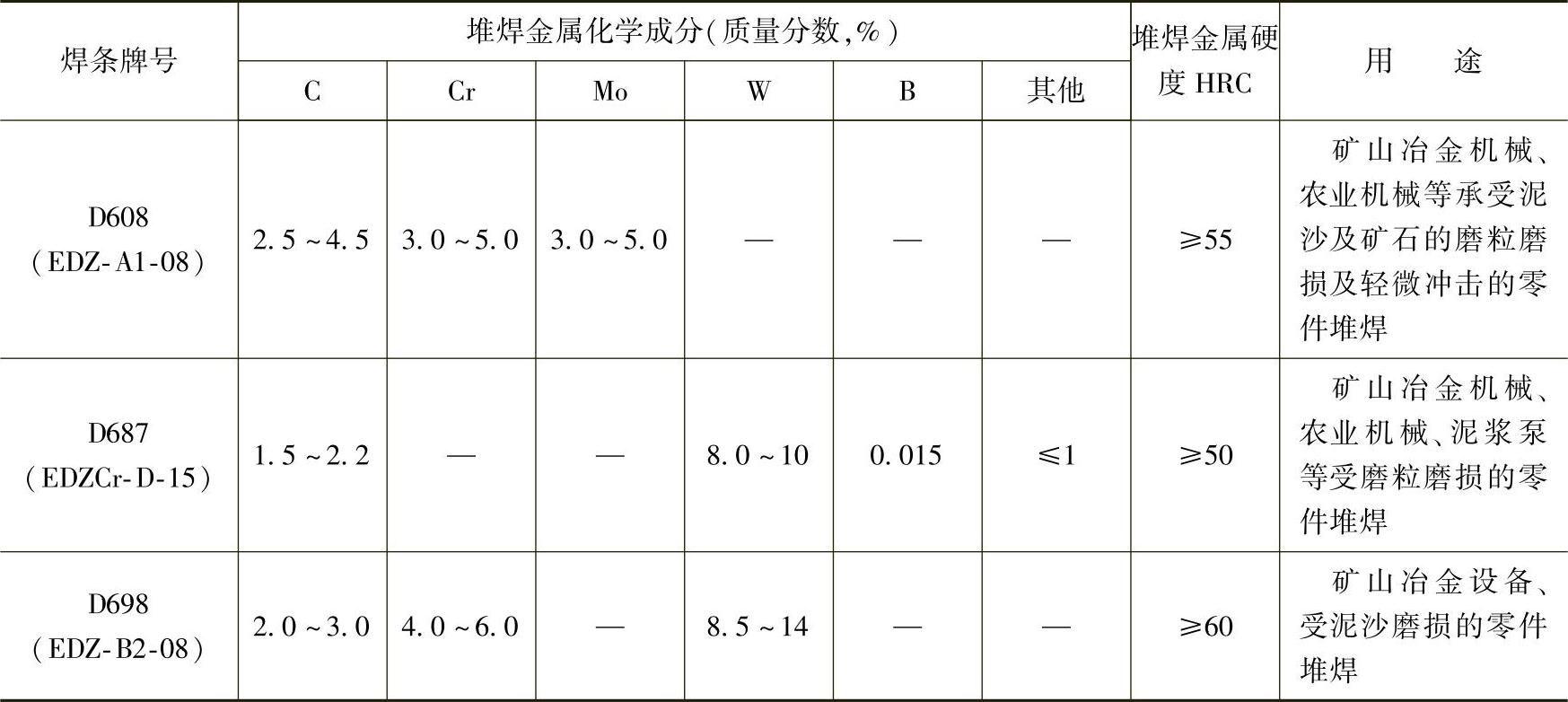
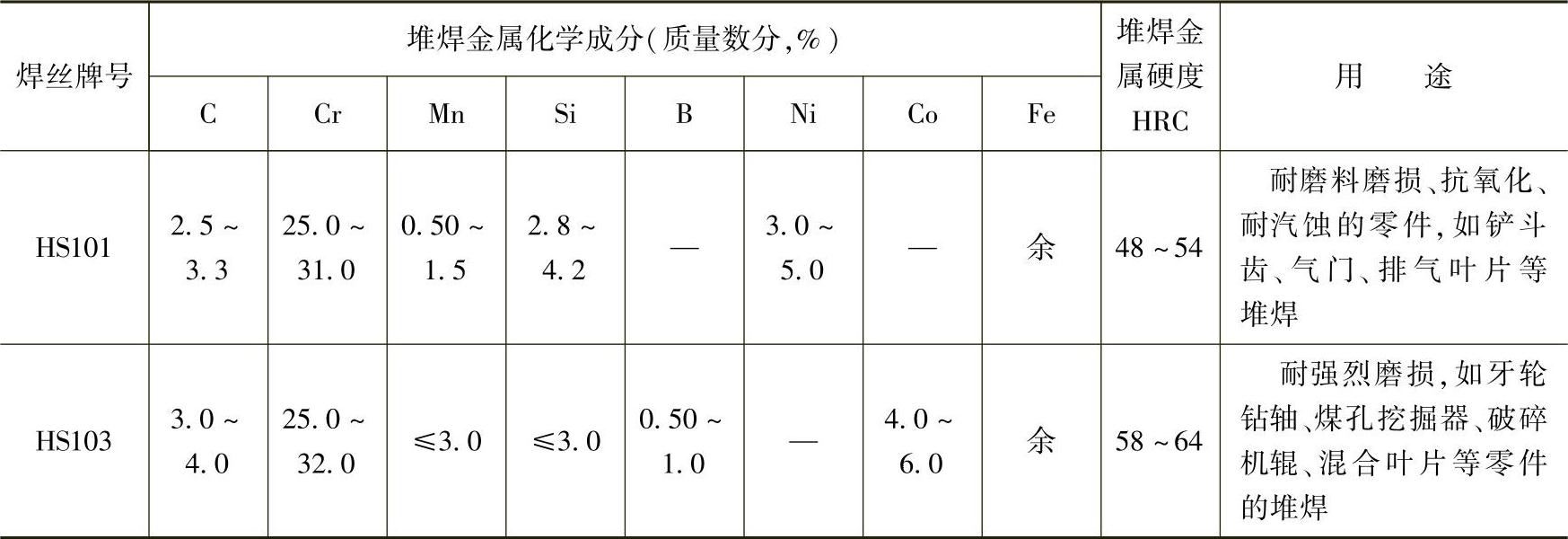
高铬合金铸铁堆焊焊条牌号及堆焊金属的成分、硬度和用途见表1-12。高铬合金铸铁焊丝的牌号及堆焊金属的成分、硬度和用途见表1-13。
表1-12 高铬合金铸铁堆焊焊条牌号及堆焊金属的成分、硬度和用途
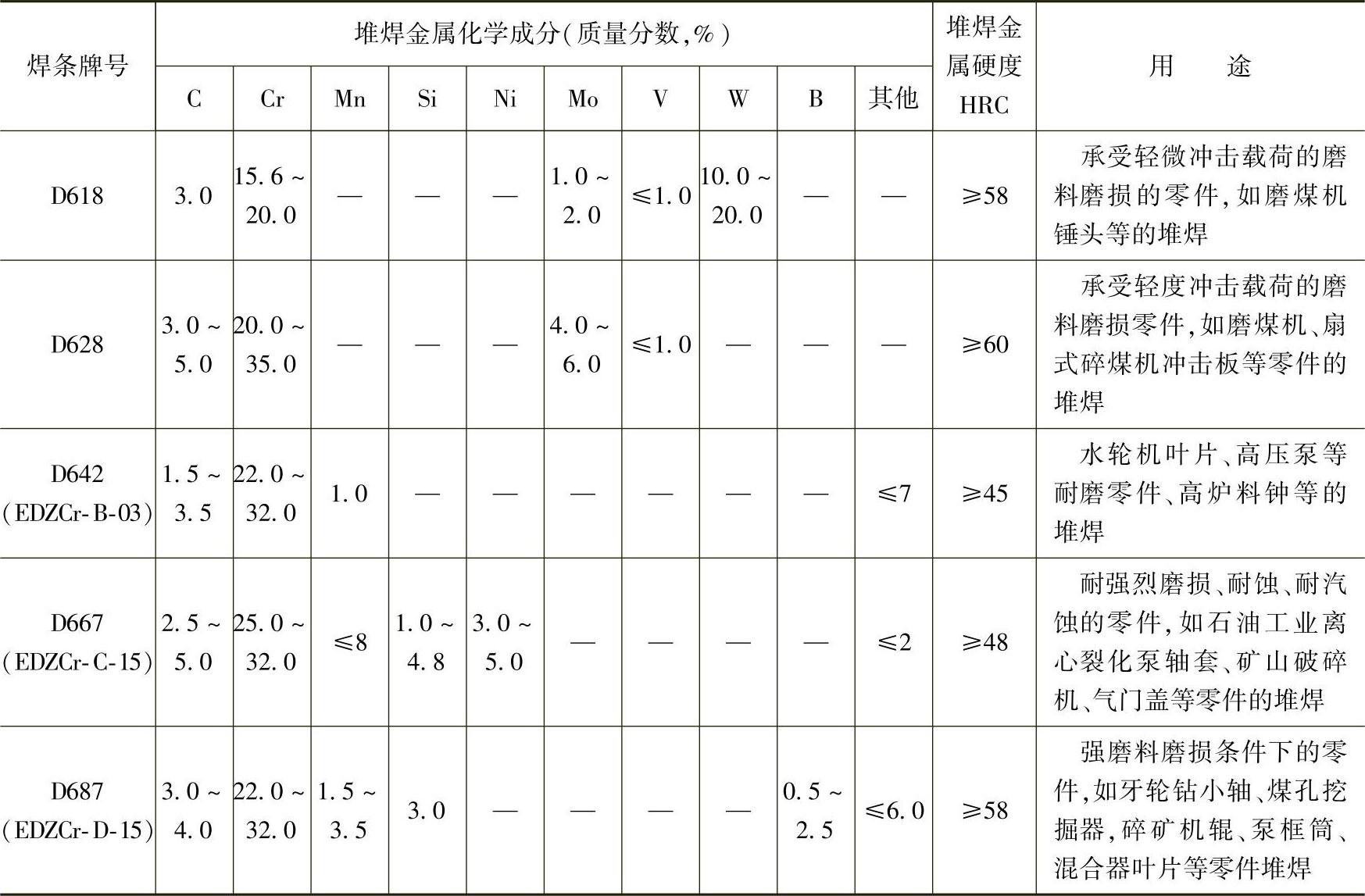
注:堆焊金属化学成分余量为Fe。
表1-13 高铬合金铸铁焊丝的牌号及堆焊金属的成分、硬度和用途
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。