



1.粗加工程序
程序名:O9001。
使用φ20mm键槽刀。
刀具半径补偿D1=10.15(即通过刀补,留单边0.15mm的加工余量)。
O9001的程序如下:
O9001;主程序
N10 G17 G00 G49 G40 G21 G80;初始化程序
N20 G54 G00 X35 Y-61 Z100;设定工件坐标系
N30 M03 S450;主轴正转
N40 Z2 M08;快速移动至工件上方2mm,切削液开
N50 G01 Z0 F100;以100mm/min的速度下刀至零件上表面
N60 M98 P0039003;调用O9003子程序,调用次数为3,铣90mm×90mm×15mm的四边形
N70 G00 Z50;快速抬刀至Z=50位置
N80 X35 Y-61;快速定位至(35,-61,50)
N90 Z2;快速移动至(35,-61,2)
N100 G01 Z0 F100;以100mm/min的速度下刀至零件上表面
N110 M98 P0029003;调用O9002子程序,调用次数为2
N120 G00 Z50;快速抬刀至Z=50位置
N130 X0 Y0;快速移动至(0,0)点,即φ40mm圆心上方
N140 Z2;快速移动至工件上方2mm
N100 G01 Z0 F100;以100mm/min的速度下刀至零件上表面
N150 M98 P0049003;调用O9004子程序,调用次数4,铣φ40mm圆
N160 G00 Z100;快速抬刀至Z=100位置
N170 M09;切削液关
N180 M05;主轴停转
N190 M30;程序结束
O9002;铣90mm×90mm×15mm的四边形子程序,走刀路线如图5-29所示
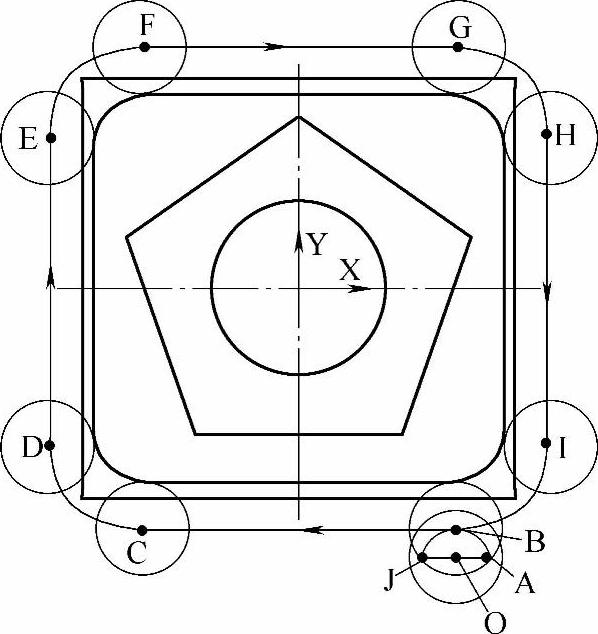
图5-29 O9002子程序走刀路线示意图
N10 G91 G01 Z-5 F100;以100mm/min的速度下刀至上一加工深度-5mm
N20 G90 G41 D1 G01 X51 Y-61 F100;由起始点O出发走直线至点A,并建立刀具半径左补偿
N30 G03 X35 Y-45 R16;由点A走圆弧至点B,圆弧进刀
N40 G01 X-35 Y-45;由点B走直线至点C
N50 G02 X-45 Y-35 R10;由点C走直线至点D
N60 G01 Y35;由点D走直线至点E
N70 G02 X-35 Y45 R10;由点E走直线至点F
N80 G01 Y35;由点F走直线至点G
N90 G02 X45 Y35 R10;由点G走直线至点H
N100 G01 Y-35;由点H走直线至点I
N110 G02 X35 Y-45 R10;由点I走直线至点B
N120 G03 X19 Y-61 R16;由点B走直线至点J,退刀
N130 G90 G40 G01 X35 Y-61;由点J走直线至点O,返回起始点,取消刀具半径补偿
M99:子程序结束
O9003;铣五边形子程序,走刀路线如图5-30所示
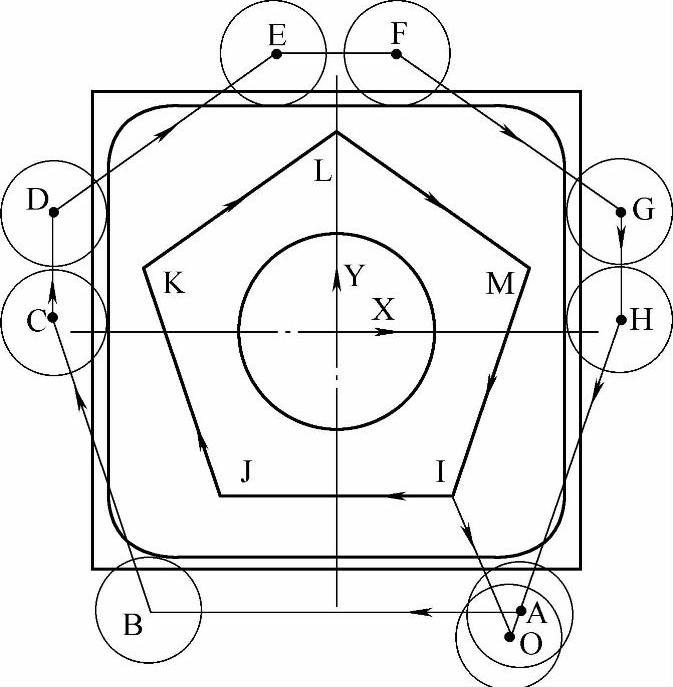
图5-30 O9003的走刀路线示意图
N10 G90 G01 Z-5 F100;以100mm/min的速度下刀至上一加工深度-5mm
N20 G90 G01 X36.86 Y-56;由点O走直线至点A
N30 X-36.86 Y-56 F500;由点A走直线至点B
N40 X-56 Y2.908 F100;由点B走直线至点C
N50 Y24.035 F500;由点C走直线至点D
N60 X-12.004 Y56 F100;由点D走直线至点E
N70 X12.004 F500;由点E走直线至点F
N80 X56 Y24.035 F100;由点F走直线至点G
N90 Y2.908 F500;由点G走直线至点H
N100 X36.86 Y-56 F100;由点H走直线至点A
N110 X35 Y-61;由点A走直线至点O
N120 G90 G41 D1 G01 X23.551 Y-32.361;由起始点O出发走直线至点I,并建立刀具补偿左半径
N130 X-23.551;由点I走直线至点J
N140 X-38.042 Y12.361;由点J走直线至点K
N150 X0 Y40;由点K走直线至点L
N160 X38.042 Y12.361;由点L走直线至点M
N170 X23.551 Y-32.361;由点M走直线至点I(https://www.xing528.com)
N180 G90 G40 G01 X35 Y-61;由点I走直线返回起始点O,取消
半径补偿
N190 M99;子程序结束
注:从N20~N110开始刀具走中心线,半径不补偿,目的是铣矩形四角余料。
O9004;铣φ40mm圆子程序
N10 G91 G01 Z-4 F35;以35mm/min的速度下刀至上一加工深度-4mm
N20 G90 G41 D1 G01 X8 Y-12;建立刀具补偿左半径
N30 G03 X20 Y0 R12;圆弧进刀
N40 X20 Y0 I-20 J0;铣φ40mm圆
N50 X8 Y12 R12;圆弧退刀
N60 G40 G01 X0 Y0;返回起始点,取消刀补
N70 M99;子程序结束
2.精加工程序
精加工使用φ20mm键槽刀(或四刃立铣刀),将刀具半径补偿D1=10.15改为D1=10(精加工到理论尺寸)。精加工程序在原粗加工程序O9001上按下列步骤修改后另存为O9005。
将主程序O9001中的“N60 M98 P0039002”改为“N60 M98P0019002”;“N110 M98 P0029003”改为“N110 M98 P0019003”;“N150
M98 P0049004”改为“N150 M98 P0019004”。
即每次只调用一次子程序,深度一次加工到位。
将子程序O9002中的“N10 G91 G01 Z-5 F100”改为“N10 G91G01 Z-15 F100”。
将子程序O9003中的“N10 G90 G01 Z-5 F100”改为“N10 G90G01 Z-10 F100”,删除子程序O9003中的N20~N100程序段或在N20~N100程序段的每段程序前加上“;”(即跳过N20至N100程序段)。
将子程序O9004中的“N10 G91 G01 Z-4 F35”改为“N10 G91G01 Z-16 F100”。保存程序O9005。
3.中心钻定位程序
O9006;中心钻定位程序
N10 G17 G90 G49 G40 G94 G21 G80;初始化程序
N20 G0 G54 X-35 Y-35;定工件坐标系,快速定位至左下角孔上方位置
N30 S1000 M03;主轴正转,转速为1000r/min
N40 Z50 M07;快速移动至Z=50位置,切削液开
N50 G98 G81 X-35 Y-35 Z-12.5 R-9 F30;钻左下角孔
N60 X35;钻右下角孔
N70 Y35;钻右下角孔
N80 X-35;钻左下角孔
N90 G90 G00 G80 Z100;取消钻孔循环,刀具移动至Z=100
N100 M05;主轴停转
N110 M09;切削液关
N120 M30;程序结束
4.钻螺纹底孔程序
O9007;钻螺纹底孔程序
N10 G17 G90 G49 G40 G94 G21 G80;初始化程序
N20 G0 G54 X-35 Y-35;设定工件坐标系,快速定位至左下角孔上方
N30 S550 M03;主轴正转,转速为550r/min
N40 Z50 M07;快速移动至Z=50位置,切削液开
N50 G98 G83 X-35 Y-35 Z-35 Q-3 K2 R-9 F30;钻左下角孔
N60 X35;钻右下角孔
N70 Y35;钻右上角孔
N80 X-35;钻左上角孔
N90 G80 Z100;取消钻孔循环,刀具移动至Z100
N100 M05;主轴停转
N110 M09;切削液关
N120 M30;程序结束
5.攻螺纹程序
O9008;攻螺纹程序
N10 G17 G21 G90 G49 G40 G94 G21 G80;初始化程序
N20 G0 G90 G54 X-35 Y-35;设定工件坐标系,快速定位左下角孔上方位置
N30 S150 M03;主轴正转,转速为150r/min
N40 Z50 M07;快速移动至Z=50位置,切削液开
N50 G98 G84 X-35 Y-35 Z-30 R0 F1.5;攻左下角螺纹,导程为1.5mm
N60 X35;攻右下角螺纹
N70 Y35;攻右上角螺纹
N80 X-35;攻左上角螺纹
N90 G80 Z100;取消钻孔循环,刀具移动至Z100
N100 M05;
N110 M09;
N120 M30;
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。