



数控系统的参数主要包括加工参数和系统参数。加工参数主要是指工件坐标系和刀具补偿参数,系统参数主要是指功能键 中控制各个模块的参数。系统参数的修改可以通过MDI方式进行,也可以用外部I/O设备来设定。如果机床出厂时各种参数已经设置好,那么一般在操作过程中不允许随意修改数控系统的参数。数控系统的参数设置选项繁杂,如果设置不当,会损坏机床原有的精度,甚至可能使系统不能正常工作。因此,在做参数修改的过程中一定要慎重。
中控制各个模块的参数。系统参数的修改可以通过MDI方式进行,也可以用外部I/O设备来设定。如果机床出厂时各种参数已经设置好,那么一般在操作过程中不允许随意修改数控系统的参数。数控系统的参数设置选项繁杂,如果设置不当,会损坏机床原有的精度,甚至可能使系统不能正常工作。因此,在做参数修改的过程中一定要慎重。
FANUC系统在对系统参数的修改上做了保护参数的设置,要修改系统的参数必须先将参数写入的保护开关设置为“1”。另外,系统把一些常用参数的设定集中在一个页面上,如公英制转换、是否插入顺序号、DNC传输串口选择、镜像等。
系统参数则包含了PMC参数、CNC参数等。如机床坐标轴控制参数、进给速度参数、螺距误差补偿的参数、刀具补偿参数、固定循环参数等。要对系统参数的设置进行修改,必须参考厂家提供的参数说明,并严格按照说明书提供的操作步骤来实施。
1.设置允许参数写入的操作步骤
1)按下系统的急停按钮,选择MDI方式。
2)按下功能键 。
。
3)按下软键[SETTING],显示“SETTING(HANDY)”界面,如图5-14所示。
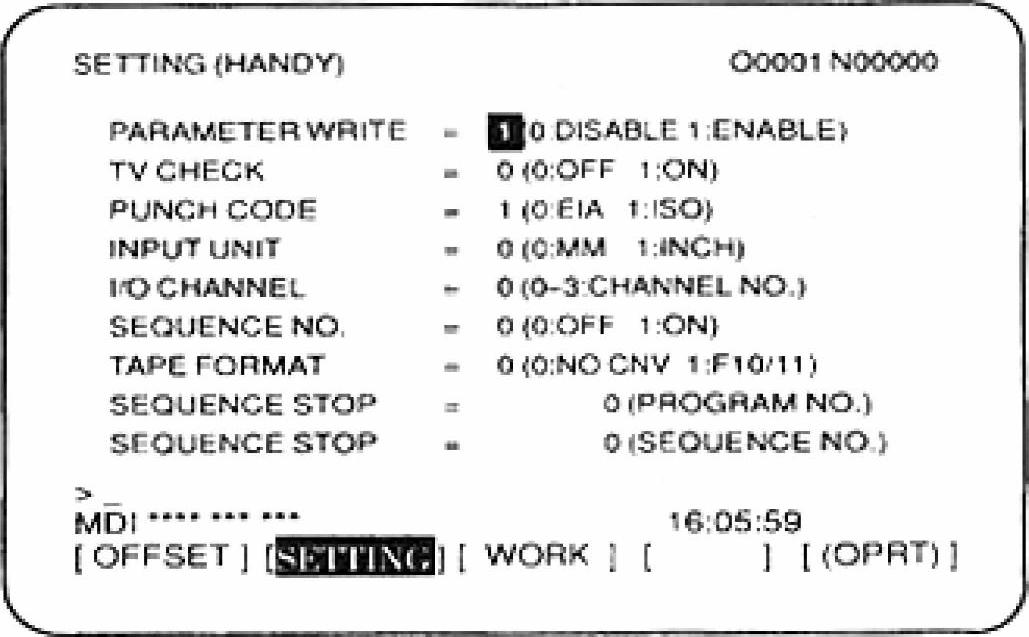
图5-14 “SETTING(HANDY)”界面
4)用光标键 移动光标到“PARAMETER WRITE=”上。
移动光标到“PARAMETER WRITE=”上。
5)输入数值“1”并按下软键[INPUT]后,参数即可以写入。CNC出现报警P/S[N.100]。.
2.设置顺序号插入参数的操作步骤
1)按下系统的急停按钮
2)按下功能键 。
。
3)按下软键[SETTING],显示“SETTING(HANDY)”界面,如图5-14所示。
4)用光标键 移动光标到“SEQUENCE NO.=”上。
移动光标到“SEQUENCE NO.=”上。
5)输入数值“1”并按下软键[INPUT],这样在“EDIT”方式中编辑程序时,就可以自动插入顺序号。
3.显示和设定运行时间、零件数和时钟的步骤(https://www.xing528.com)
1)选择MDI方式。
2)按下功能键 。
。
3)按下软键[SETTING]。
4)按翻页键 若干次,直到出现“SETTING(TIMER)”界面,如图5-15所示。
若干次,直到出现“SETTING(TIMER)”界面,如图5-15所示。
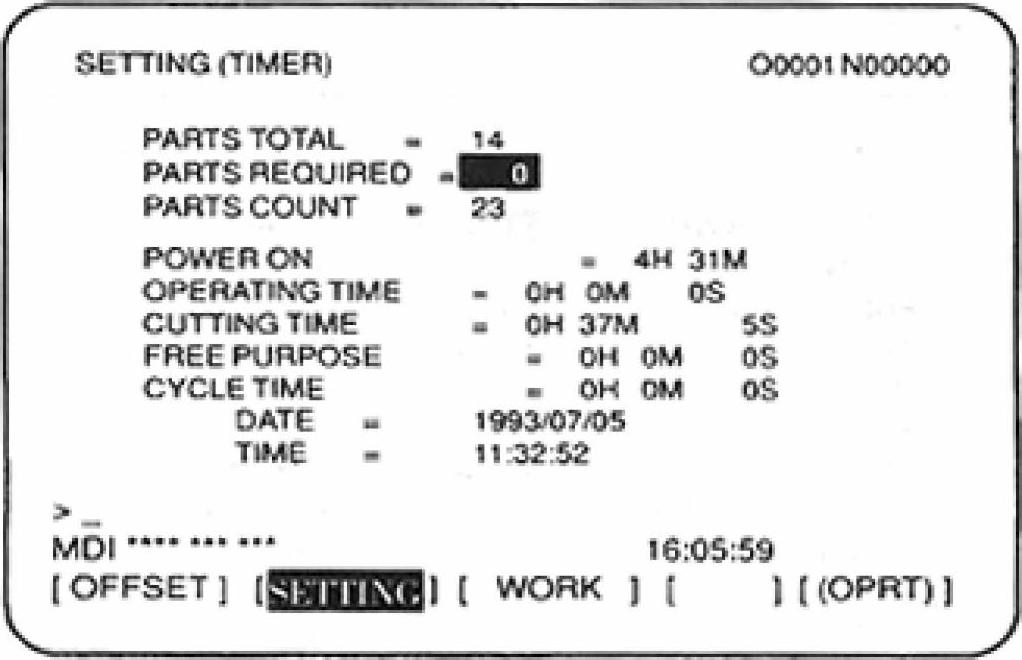
图5-15 “SETTING(TIMER)”界面
5)设定加工零件的数目时,将光标移动到“PARTS REQUIRED=”上,输入要加工的零件数,按下[INPUT]软键(将其设为“0”时,对加工零件数没有限制)。
6)设置时钟,将光标移动到“DATE=”或“TIME=”上,输入新的时间和日期,按下[INPUT]软键确认输入。
4.显示和设定用户宏程序公共变量的步骤
1)按下功能键 。
。
2)按下菜单继续键 和[MACRO],显示如图5-16所示的设定用户宏程序公共变量的界面。
和[MACRO],显示如图5-16所示的设定用户宏程序公共变量的界面。
3)按翻页键和光标键将光标移至欲设定的变量号上。
4)键入数据并按[INPUT]软键确认。
5)为了将相对坐标值设入变量中,请按XYZ键,然后按[INP.C]软键。
6)若要给一个变量设定“空值”,只需按[INPUT]软键,变量的值域则保持为“空”。
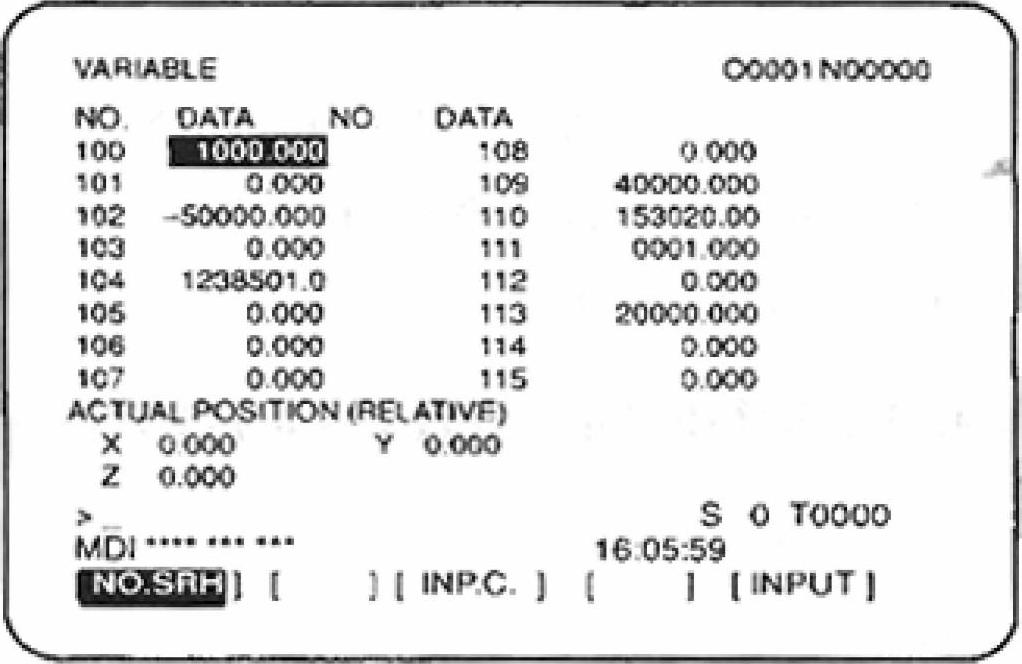
图5-16 设定用户宏程序公共变量的界面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。