



(1)零件图工艺分析
在进行工艺分析时,主要从精度、效率两个方面考虑。理论上的加工工艺必须既能达到图样要求,又能充分合理地发挥机床功能。
1)图样分析主要包括零件轮廓形状、尺寸精度、技术要求和定位基准等。从零件图可以看出,零件轮廓形状与凸轮相似。图中尺寸精度和表面粗糙度要求较高的是两个定位孔,在加工过程中应重点保证。
2)确定定位基准。工件的定位遵守六点定位原则。在选择定位基准时,要全面考虑各个工件的加工情况,保证工件定位准确,装卸方便,能迅速地完成工件的定位和夹紧,保证各项加工的精度,应尽量选择工件上的设计基准作为定位基准。根据以上原则和图样分析,首先以上面为定位基准加工底面,然后,以底面和外圆定位,一次装夹,将所有表面和轮廓全部加工完成,这样就可以保证图样要求的尺寸精度。
(2)工件的装夹
工件在一次装夹中,可连续地对几个待加工表面自动完成铣、钻、扩、镗、攻螺纹等粗精加工,对于批量生产和特殊的加工应设计专用夹具,一般工件使用通用夹具装夹。压板装夹工件时,夹紧点要尽量接近支承点,避免把夹紧力加在无支承的区域内,台虎钳装夹工件时,应首先找正台虎钳固定钳口,注意工件应安装在钳口中间部位,工件被加工部位要高出钳口,避免刀具与钳口发生干涉,夹紧工件时注意工件上浮。本例中加工的泵体零件外形简单,采用台虎钳装夹。
(3)确定编程原点、编程坐标系、对刀位置及对刀方法
根据工艺分析,工件坐标点X0、Y0设在基准上的面的中心,Z0点设在上表面。编程圆点确定后,编程坐标、对刀位置与工件坐标原点重合,对刀方法可根据机床选择,选用手动对刀。
(4)确定加工所用各种工艺参数(https://www.xing528.com)
切削条件的好坏直接影响加工的效率和经济性,这主要取决于编程人员的经验,工件的材料及性质,刀具的材料及形状,机床、刀具、工件的刚性,加工精度、表面质量要求,冷却系统等。
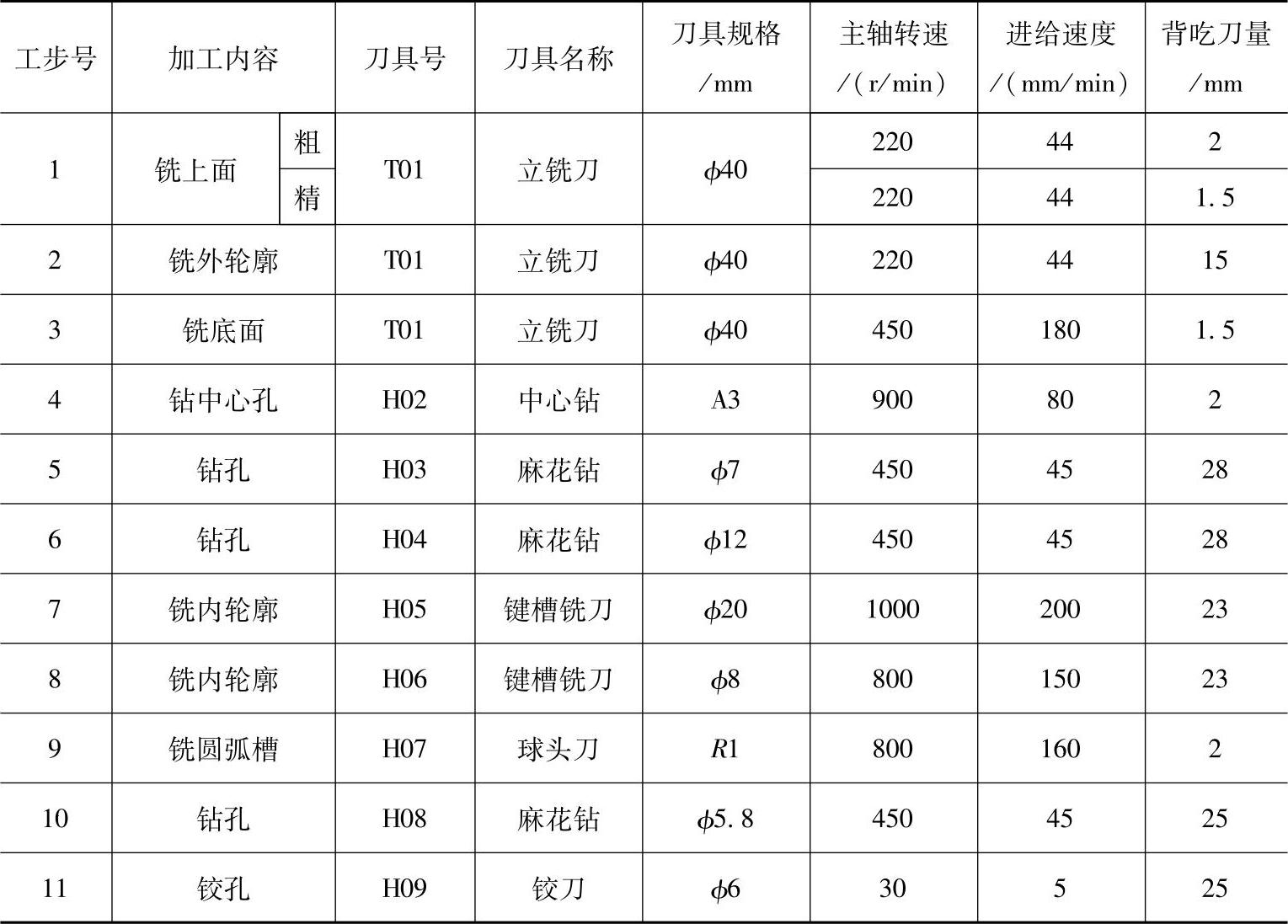
通过以上分析,其工艺卡见表4-12。
表4-12 泵体数控加工工序卡
(5)刀具的选择
刀具的选择见表4-13。
表4-13 刀具使用卡

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。