



1.钻孔刀具
(1)麻花钻
麻花钻钻孔精度一般在IT12左右,表面粗糙度值Ra为12.5μm。麻花钻分为高速钢钻头(见图4-22a)和硬质合金钻头(见图4-22b)。按麻花钻的柄部分类,分为直柄和莫氏锥柄。直柄一般用于小直径钻头,锥柄一般用于大直径钻头。
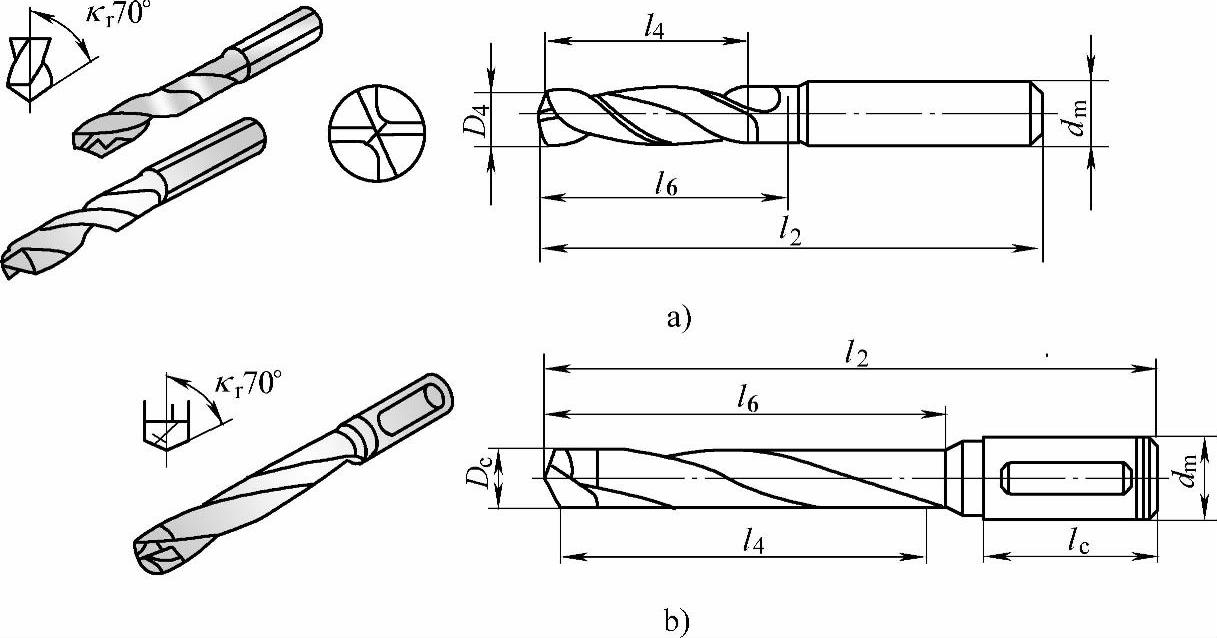
图4-22 麻花钻
a)高速钢钻头 b)硬质合金钻头
(2)中心孔钻
专门用于加工中心孔的钻头。数控机床钻孔中刀具的定位是由数控程序控制的,不需要钻模导向,为保证加工孔的位置精度,应该在用麻花钻钻孔前,用中心孔钻划窝或用刚性较好的短钻头划窝,以保证钻孔时引正刀具,确保麻花钻的定位。
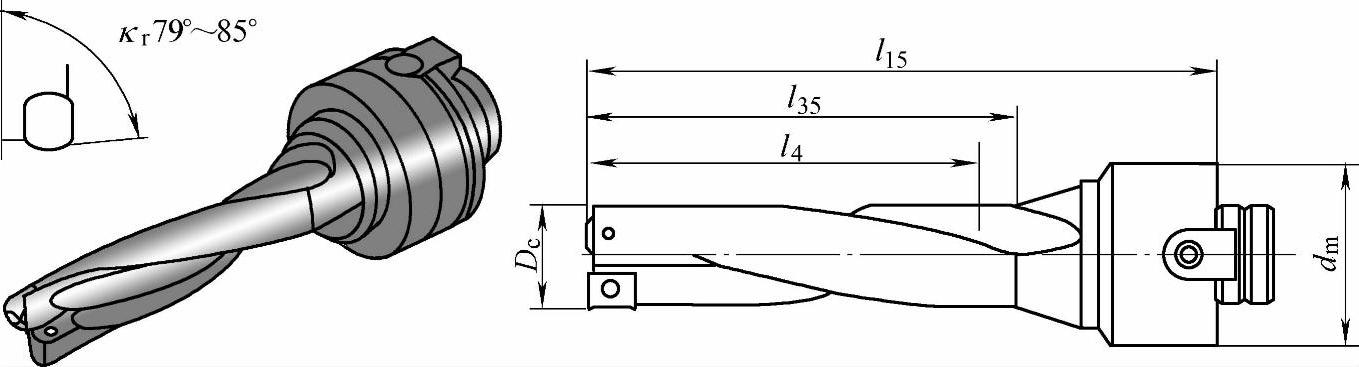
(3)硬质合金可转位浅孔钻
硬质合金可转位浅孔钻结构如图4-23所示。适合钻削直径为Φ20mm~Φ60mm、孔的长径比小于3~4的中等直径浅孔。该钻头的切削效率和加工质量均好于麻花钻,比普通麻花钻提高效率4~6倍。适于钻孔加工、插铣加工,也可以用作扩孔刀具。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-23 硬质合金可转位刀片浅孔钻
2.扩孔刀具
扩孔是对已钻出、铸(锻)出或冲出的孔进一步加工。扩孔多采用扩孔钻(见图4-24),也可以采用立铣刀或镗刀。扩孔钻一般为3或4个切削刃,切削导向性好;扩孔钻扩孔的加工余量小,一般为2~4mm;扩孔钻容屑槽比麻花钻小,刀体刚度好;没有横刃,切削时轴向力小。所以扩孔钻的加工质量和生产率均优于钻孔,扩孔对于预制孔的形状误差和轴线的歪斜有修正能力,它的加工精度可达IT10,表面粗糙度值Ra为6.3~3.2μm。
3.铰孔刀具
标准机用铰刀如图4-25所示。铰刀由工作部分、颈部和柄部组成。刀柄形式有直柄、锥柄和套式三种。铰刀的工作部分(即切削刃部分)又分为切削部分和校准部分。铰孔是一种对孔半精加工和精加工的加工方法,它的加工精度一般为IT9~IT6,表面粗糙度值为Ra为1.6~0.4μm。但铰孔一般不能修正孔的位置误差,所以要求铰孔之前,由上一道工序保证孔的位置精度。
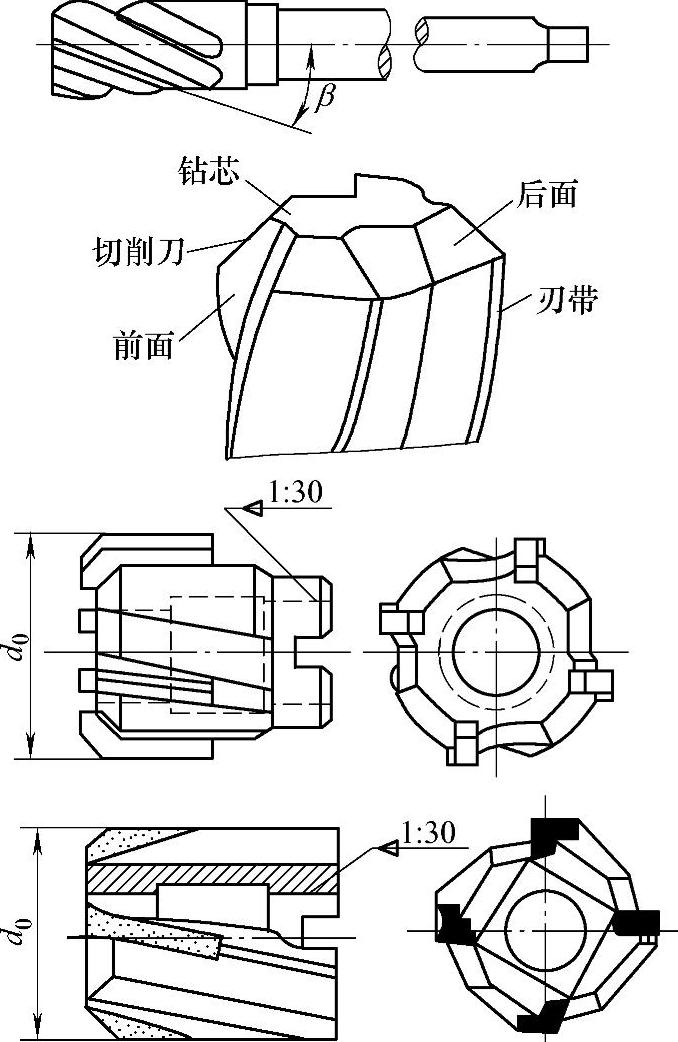
图4-24 扩孔钻
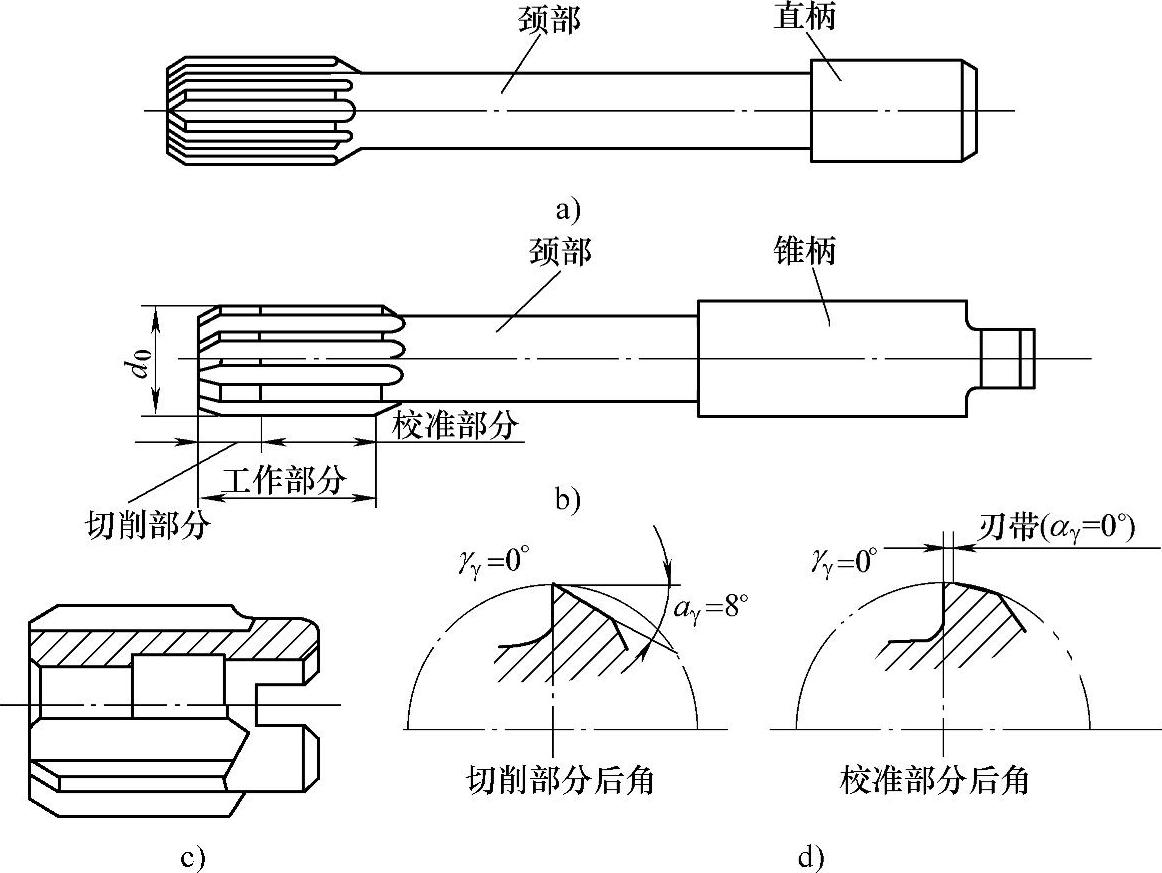
图4-25 机用铰刀
a)直柄机用铰刀 b)锥柄机铰刀 c)套式机用铰刀 d)切削校准部分角度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。