



应考虑刀具切入工件(下刀方式)的方式以及切入位置(下刀点),槽、腔类零件常用的轴向下刀方法有垂直下刀、螺旋下刀和斜线下刀三种。
1.垂直下刀
(1)小面积切削和零件表面粗糙度要求不高的情况
使用键槽铣刀直接垂直下刀并进行切削。虽然键槽铣刀的端部切削刃通过铣刀中心,有垂直吃刀的能力,但由于键槽铣刀只有两刃切削,加工时的平稳性较差,因而表面粗糙度较大;同时在同等切削条件下,键槽铣刀比立铣刀的每刃切削量大,因而刀刃的磨损也就较大,在大面积切削中的效率较低。所以,才会有键槽铣刀直接垂直下刀并进行切削的方式,通常只用于小面积切削或被加工零件表面粗糙度要求不高的情况。
(2)大面积切削和零件表面粗糙度要求较高的情况
大面积的型腔一般采用加工时具有较高平稳性和较长使用寿命的立铣刀来加工,但由于立铣刀的底切削刃没有到刀具的中心,所以立铣刀在垂直进刀时没有较大背吃刀量的能力,因此一般先采用键槽铣刀(或钻头)垂直进刀,预制一个比立铣刀直径大的孔,立铣刀的轴向从已加工的孔引入工件,然后从刀具径向切入工件,加工型腔。此方法需要多用一把刀具(钻头),不推荐使用。
中心切削立铣刀可以在工件的两个切削层之间钻削切入,层间深度与刀片尺寸有关,一般为0.5~1.5mm,如图4-13a所示。这种下刀的方法被称为啄钻切入下刀。
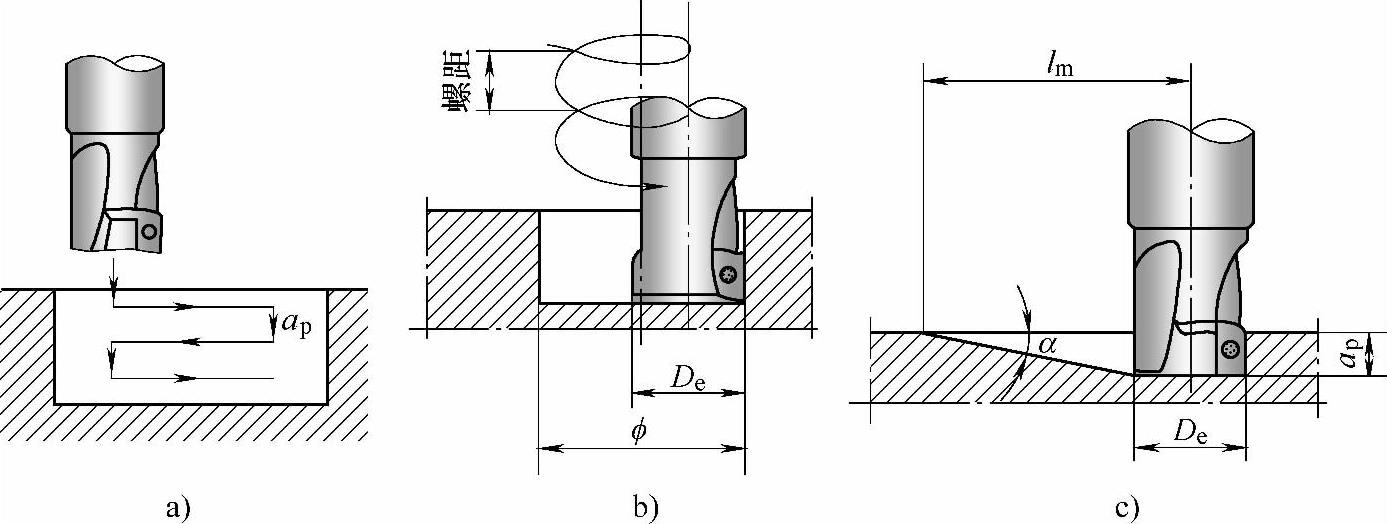
图4-13 立铣刀下刀方式
a)垂直下刀(啄钻切入) b)螺旋切入下刀 c)坡走切入下刀(https://www.xing528.com)
2.螺旋下刀
螺旋下刀方式是现代数控加工应用较为广泛的下刀方式,特别是应用在模具制造行业中。刀片式合金模具铣刀可以进行高速切削,但与高速钢多刃立铣刀一样,在垂直进刀时没有较大背吃刀量。而且在螺旋下刀方式中,可以通过刀片的侧刃和底刃的切削,避开刀具中心无切削刃部分与工件的干涉,使刀具沿螺旋槽深度方向渐进,从而达到进刀的目的。这样,可以在切削的平稳性与切削效率之间取得一个较好的平衡点。
按螺旋线的路线切入工件——螺旋下刀。立铣刀从工件的上一层沿螺旋线切入到工件的下一层时,螺旋线半径尽量取大一些,这样的切入效果会更好。刀具轨迹如图4-13b所示。
螺旋下刀也有其固有的弱点,比如切削路线较长、在比较狭窄的型腔加工中常因为切削范围过小而无法实现螺旋下刀等,所以有时需要采用较大的下刀进给或钻下刀孔等方法来弥补。选择螺旋下刀方式时,要注意灵活运用。
3.斜线下刀
按具有斜度的走刀路线切入工件——斜线下刀。在工件的两个切削层之间,立铣刀从上一层的高度沿斜线切入到工件的下一层。刀具轨迹如图4-13c所示。背吃刀量应小于刀片尺寸,坡的角度α算式为
式中,ap为背吃刀量(mm),lm为坡的长度(mm)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。