



【摘要】:图4-7 铣刀半径与圆角半径相同而导致刀具振颤和过切1.减小刀具半径如图4-8所示,采用刀具半径小于圆角半径的铣刀加工内轮廓的过渡圆角,可以避免侧吃刀量突然加大。在使用细长形铣刀加工比较深的轮廓型腔过渡圆角时,可以采用这种方法。图4-8 减小刀具半径图4-9 加大编程半径3.插铣加工内轮廓过渡圆角用具有插铣功能的铣刀将圆角处的余量去除。
在内轮廓型腔的粗加工中,大直径铣刀可获得高金属去除率,但是会在轮廓的角落处残留很多材料,这将给后续的工序造成影响。在加工内轮廓圆角时,一般不能使用与圆角半径相等的铣刀直接切入,否则在圆角处会引起刀具的振颤,甚至产生“啃刀”现象或过切,如图4-7所示。这是铣刀在圆角处的侧吃刀量突然增大,导致切削力突然增大的原因所致。解决这一问题的方法有如下几种。
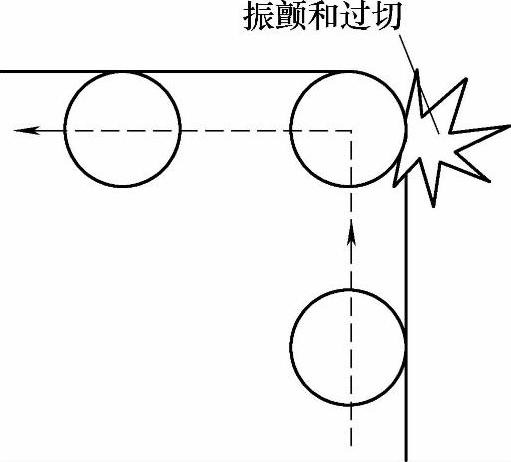
图4-7 铣刀半径与圆角半径相同而导致刀具振颤和过切
1.减小刀具半径
如图4-8所示,采用刀具半径小于圆角半径的铣刀加工内轮廓的过渡圆角,可以避免侧吃刀量突然加大。
2.加大编程半径
如图4-9所示,加工时仍采用大直径的铣刀,但是在圆角处不按圆角轮廓编程,而是增加编程半径,加工时预留余量,给后道工序的插铣或摆线铣做好准备。在使用细长形铣刀加工比较深的轮廓型腔过渡圆角时,可以采用这种方法。
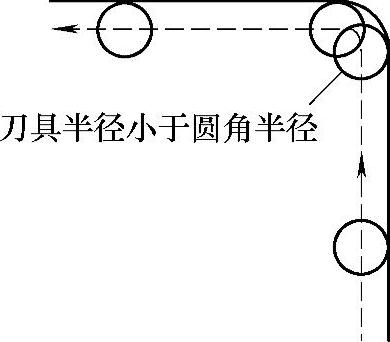
图4-8 减小刀具半径(https://www.xing528.com)
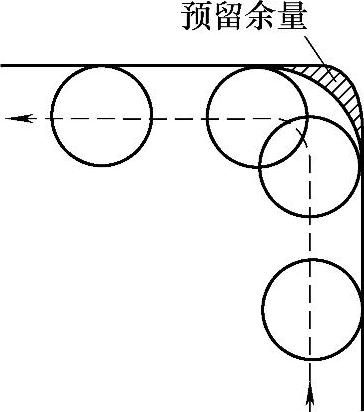
图4-9 加大编程半径
3.插铣加工内轮廓过渡圆角
用具有插铣功能的铣刀将圆角处的余量去除。对于锐角过渡圆角处,可以采用同一小直径刀具进行多次插铣加工,如图4-10所示。编程的步距越小,侧壁的轮廓越接近理论轮廓,残留余量也就越小,也可采用几把直径由大至小的插铣刀完成余量的去除,如图4-11所示。但是这样需要多把刀具,导致频繁换刀,从而影响加工效率。插铣一般用于半精加工。
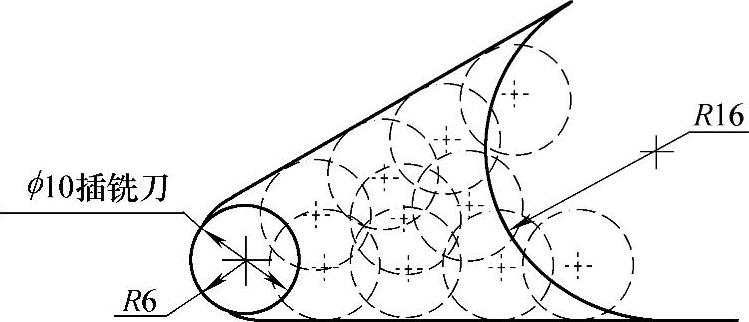
图4-10 用同一直径刀具进行多次插铣加工
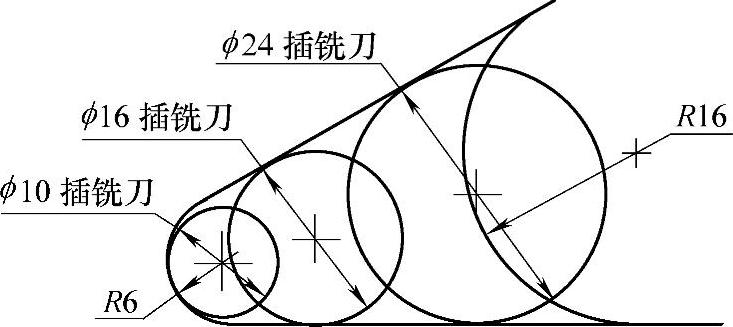
图4-11 用多把直径不同的刀具进行插铣加工
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。