



如图4-2所示为凸轮板,已知材料为45钢,毛坯为100mm×80mm×22mm,分析零件的加工工序,编写零件的加工程序。
1.加工工艺分析
(1)零件图工艺分析
该零件图主要由平面及外轮廓组成。上表面、凸模板轮廓和凸台底面的表面粗糙度值为Ra3.2μm,要求较高,无垂直度要求。该零件材料为45钢,可加工性能较好。
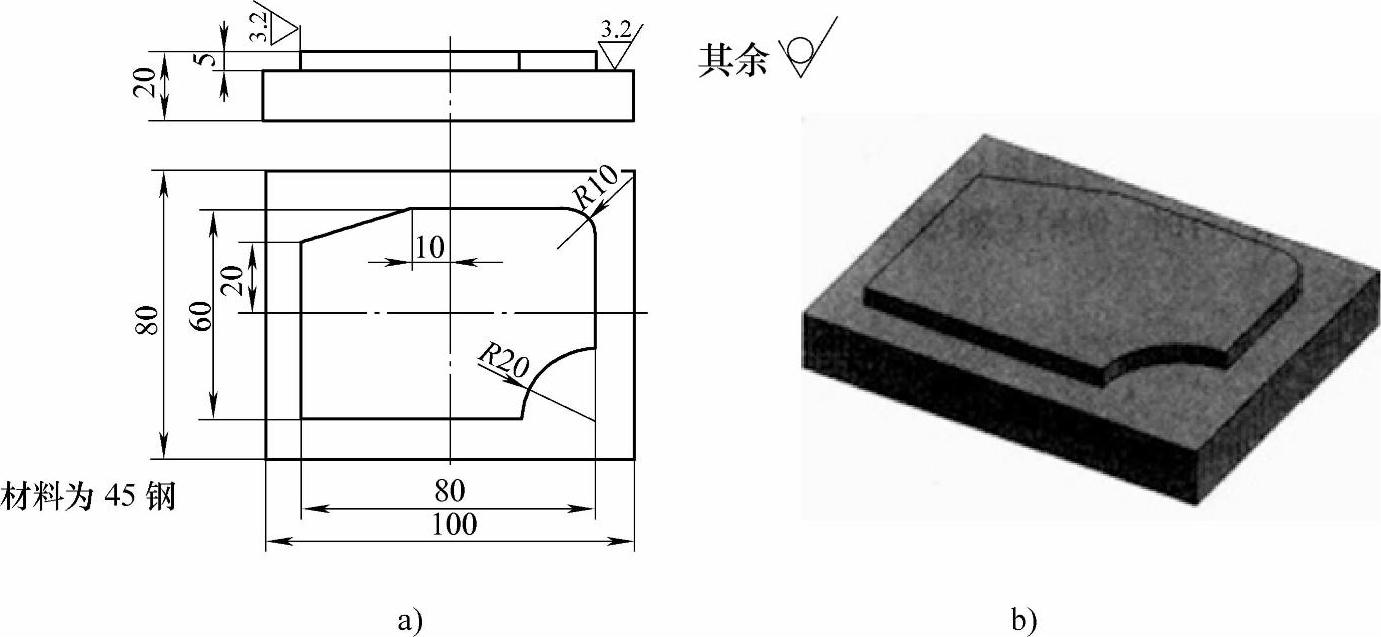
图4-2 凸轮板
a)零件图 b)立体图
(2)选择加工方案
根据零件形状及加工精度要求,一次装夹完成所有加工内容。以底面为基准,可选择先粗后精、先主后次的原则。轮廓加工方案如下:
1)粗、精加工上表面。
2)粗、精加工外轮廓。
(3)确定装夹方案
零件毛坯外形为规则的长方形,因此加工上表面与轮廓时,选择平口机用台虎钳。装夹高度为25mm,因此须在台虎钳定位基面加垫铁。
(4)确定加工顺序及走刀路线
1)因为平口机用台虎钳为欠定位,与定位钳口的平行方向无定位,所以上表面采用与定位钳口相垂直的方向加工。
2)外轮廓粗加工可采用往复加工,以提高加工效率。
3)外轮廓精加工采用顺铣方式,刀具沿切线方向切入与切出,提高加工精度。
(5)刀具及切削用量的选择
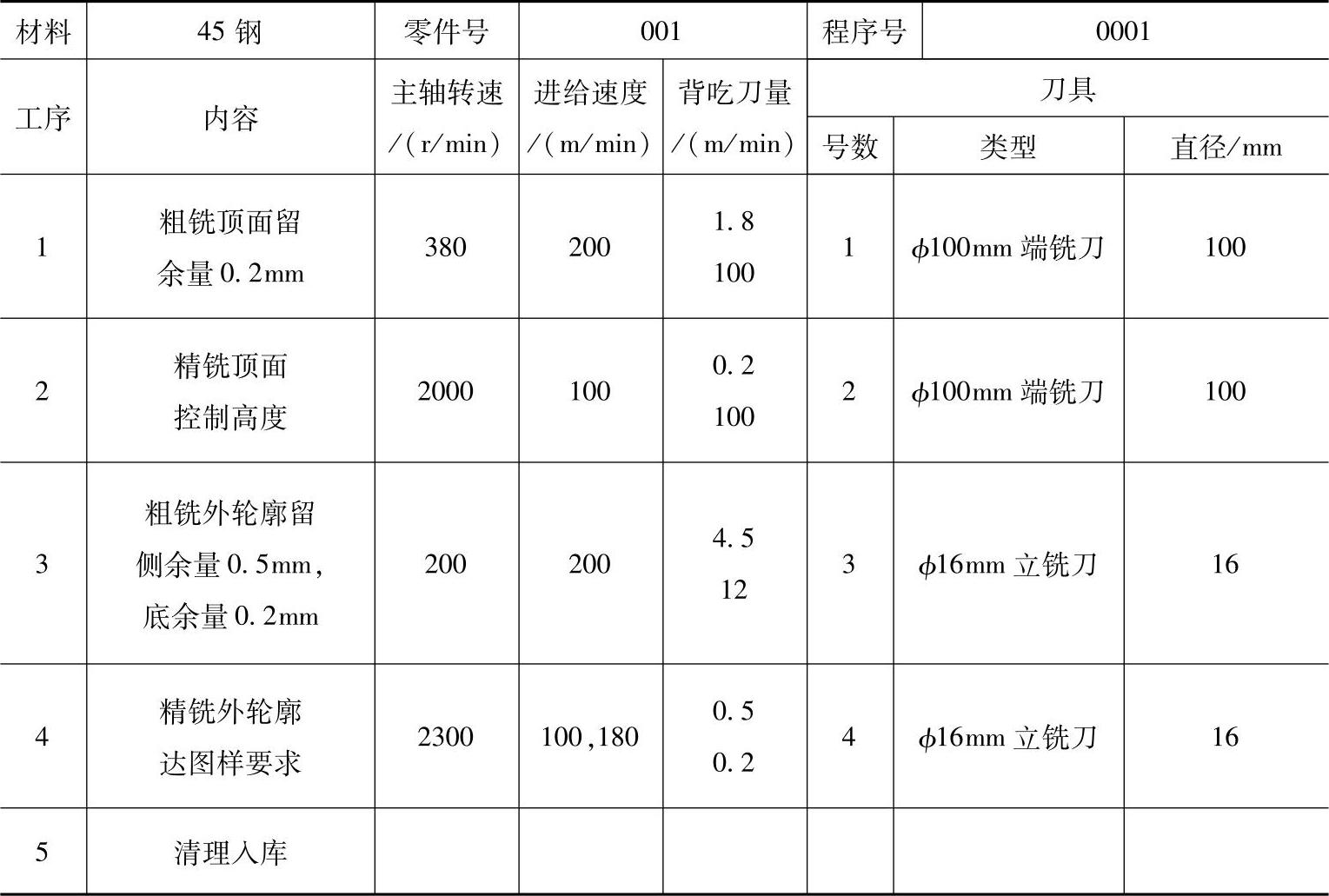
顶面的加工,选择φ100mm的可转位硬质合金刀片的端铣刀,进行粗、精加工;凸模板外轮廓的加工,应选用大直径立铣刀,以提高加工效率,因此选用φ16mm高速钢普通立铣刀分别进行粗、精加工。切削用量选择见工序卡(表4-1)。
(6)填写加工工序卡
凸轮板数控加工工序卡见表4-1。
表4-1 凸轮板数控加工工序卡
2.编制加工程序
(1)凸模板平面铣削数控加工程序
G54 G90 G17 G00 X0 Y0;确定工作坐标系及加工平面
M03 S380;主轴正转(https://www.xing528.com)
G00 X-120 Y0 Z2;定位到加工起点
G01 Z-1.8 F200;粗铣上表面
X120;
M03 S500;
Z-2;
X-120 F150;精铣上表面
G00 Z200;主轴抬起
M05;
M30;
(2)凸模板轮廓精加工程序
G54 G90 G17 G00 X0 Y0;确定工件坐标系及加工平面
M03 S2800;主轴正转,转速为2800r/min
G00 X60 Y-60 Z2;定位到加工起点
G01 Z-5 F250;
G41 G01 X-40 Y-40 D01;建立刀具半径补偿
Y20;沿轮廓进行加工
X-10 Y30;
X30;
G02 X40 Y20 R10;
G01 Y-10;
G03 X10 Y-30 R20;
G01 X-50;
G40 G00 X-60 Y-60;取消刀具半径补偿
G00 Z200;
M05;
M30;
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。